Back
[00:00:55] <tjb1> http://sphotos-b.ak.fbcdn.net/hphotos-ak-snc6/736997_4828556227766_1678986834_o.jpg
[00:00:56] <tjb1> :D
[00:37:10] <archivist> tjb1, adjust the focus!
[00:37:55] <archivist> use the science on the camera :)
[00:38:06] <tjb1> cell phone
[02:23:59] <DJ9DJ> moin
[03:43:20] * JBFromOZ interested in spindle encoder wiring/connections for emc2
[03:45:11] <JBFromOZ> specifically if it is wired through a TB6560 board, or needs to connect to PC via another connection
[03:45:59] <archivist> we dont know what your TB6560 board can do for you
[03:46:25] <archivist> what encoder signals and what speed are you wanting to use it up to
[03:46:29] <JBFromOZ> don't have one yet, seems its a cheap and cheerful 3 or 4 axis controller
[03:46:54] <JBFromOZ> spindle is on the mill, runs to 3600 rpm i believe, variable speed on cone with belt
[03:47:42] <archivist> is this for tapping
[03:47:46] <JBFromOZ> wanting to electronically gear the spindle to a 4th axis, either a stepper 4th axis, or as was suggested the other night, a dividing head table with stepper attached, the dividing head we have is 120:1 geared
[03:47:52] <JBFromOZ> hobbing gears DP32
[03:48:22] <JBFromOZ> so 4th axis to roate the gear, spindle with hob to cut the teeth
[03:48:34] <JBFromOZ> gear sizes from 48 teeth to 154 teeth
[03:49:36] <JBFromOZ> i think the TB6560 uses a parallel port connection to attach stepper drives to the PC, not sure how people are encoding spindle etc.
[03:49:50] <archivist> when you make a 154 can you do a set of measurements for me /me wants to know the accuracy achieved on random rotary
[03:50:11] <archivist> I make gears too
[03:50:13] <JBFromOZ> and whether that is usually connected via parallel, usb, or through the stepper controller board
[03:50:15] <JBFromOZ> ahh cool
[03:50:19] <JBFromOZ> well its early days yet,
[03:50:32] <archivist> dont dream of usb at all
[03:50:41] <JBFromOZ> found a DP30 hob on ebay
[03:50:45] <JBFromOZ> not yet located a DP32,
[03:51:27] <JBFromOZ> was considering the extent required to make a DP32 hob, but for $70-$100 seems pretty cheap to just go with DP30, and drop the idler gear tooth count down to fit into lathe
[03:51:39] <JBFromOZ> (making a set of metric changegears for CVA toolroom lathe)
[03:52:19] <JBFromOZ> still researching what it will take to connect the mill (spindle encoder) it has powered X/Y and DRO on x, y, and Z
[03:52:48] <JBFromOZ> but not sure if that is useful in any way for cnc control, or whether will need to start again
[03:53:11] * JBFromOZ knows little at this stage, just a reprap hack
[03:53:19] <archivist> you can get away with a 40 something slot encoder and an index pulse on a parallel port
[03:54:02] <JBFromOZ> if the encoder connects to parallel port, how does one then do stepper control (example of TB6560 uses parallel port i believe)
[03:54:43] <archivist> the count rate is limited on the parallel port as linuxcnc is sampling each loop
[03:55:26] <archivist> you use some port pins for the steppers and some pins for encoder
[03:55:59] <archivist> my lathe has spindle encoder and is stepper driven
[03:56:07] <JBFromOZ> so split the parallel port into two?
[03:56:37] <archivist> note the TB6560 boards are wimps if the mill has some size
[03:58:59] <JBFromOZ> yeah first attempt at any kind of control is likely to just be the 4th axis geared to the spindle by a spindle encoder
[03:59:16] <JBFromOZ> however finding somewhere on the mill to sit the encoder is a challenge in istelf
[03:59:41] <archivist> I ran out of port pins on my mill I need to add a second card
[03:59:53] <JBFromOZ> eg
http://www.ebay.com.au/itm/CNC-4-Axis-TB6560-Driver-board-display-module-handle-controller-for-Router?item=121042105367
[04:00:12] <JBFromOZ> shows stepper wiring interface, and a separate spindle interface, i wonder if that is spindle encoder
[04:01:15] <JBFromOZ> actually thats more likely to be drive instaed of encode im guessing
[04:03:01] <archivist> you would be using the limit pins for the encoder, BUT how does that hand control interfere with the cnc control
[04:03:23] <JBFromOZ> limit pins eh? thats a good idea!
[04:03:46] <JBFromOZ> hand control would be left in box
[04:04:23] <JBFromOZ> software control? encode off limit pins, so theres ph1 ph2 (90 degrees apart) and a rev signal on 3 pins
[04:04:33] <JBFromOZ> instead of x y z limits?
[04:04:48] <archivist> but your mill need bigger steppers than weedy 3.5 amp ones
[04:05:05] <JBFromOZ> in the first instance would not be driving the mill,
[04:05:25] <JBFromOZ> at least not automatically, just gearing the 4th axis to the spindle,
[04:06:00] <JBFromOZ> then feed the gear through the hob manually (or auto power feed/speed) on X using the existing x feed
[04:06:38] <archivist> I just use separate drivers like
http://www.arceurotrade.co.uk/Catalogue/Stepper-Motors
[04:07:09] <JBFromOZ> and how do you control the drivers?
[04:07:58] <JBFromOZ> something along these lines?
http://www.ebay.com.au/itm/110973740548?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1423.l2649#ht_3392wt_1144
[04:08:23] <archivist> they connect via some buffers to drive the internal optos
[04:08:56] <archivist> I home brew the breakout
[04:09:02] <JBFromOZ> ahh ok
[04:09:17] <archivist> but else similar
[04:10:15] <JBFromOZ> so configuration of the limit switches to work as encoder is fairly normal practise in software?
[04:10:36] <JBFromOZ> if that's the case, steppers driven, encoder read, the basic building blocks are there
[04:12:19] <archivist> add power supplies wire and something to hold them together
http://www.archivist.info/cnc/stage4/P2030019.JPG
[04:13:10] <archivist> that was while one of the axes was still manual
[04:14:10] <JBFromOZ> ok cool :-)
[04:14:14] <JBFromOZ> yet again, thank you !
[04:15:21] <archivist> on my lathe I have to limit the spindle speed so I dont miss pulses from the encoder
[04:22:49] <archivist> but would it be cheaper to get gears from
http://www.hpcgears.com/products/spur_gears.htm and bore them to suit
[04:22:57] <Jymmm> archivist: Too many speeding tickets =)
[04:23:38] <archivist> ?
[04:23:54] <Jymmm> archivist: spindle speed
[04:24:57] <Jymmm> archivist: they put speed governors on fleet vehicles to limit max speed here.
[04:25:35] <Jymmm> your encoder == governor =)
[04:54:34] <JBFromOZ> archivist, where's the fun in that?
[04:54:49] <JBFromOZ> besides hpcgears only seems to go up to a 128 tooth gear
[04:55:16] <archivist> they know how to charge for specials :)
[04:56:16] <JBFromOZ> i'd be needing a total of 13 gears
[04:56:30] <JBFromOZ> and i would not have any new tooling ;-)
[04:56:41] <JBFromOZ> http://www.thingiverse.com/thing:37795 is the set i need
[04:59:19] <archivist> are you making steel rather than spastic though
[05:33:42] <JBFromOZ> archivist yes,
[05:33:56] <JBFromOZ> steel with 4th axis, stepper drive, with hobbing cutter on the mill
[05:35:01] <archivist> if I remember andy drives his rotary with a servo, a stepper is a bit slow for hobbing
[05:53:46] <archivist> JBFromOZ, if still thinking of that belt driven rotary, does it come with a tailstock to support the work
[05:55:06] <JBFromOZ> one of the auctions does
[05:57:36] <archivist> some of the forces during hobbing can be high so a lot provide support , machine I used to use
http://gears.archivist.info/P9190303.JPG
[05:59:26] <archivist> there is a crossover between conventional and climb
[05:59:38] <JBFromOZ> nice!
[06:01:30] <archivist> while that has end support it is conventional, without the tail support that is climb
[06:01:42] <JBFromOZ> is the hob straight cut?
[06:02:18] <archivist> it has a spiral and the head is tilted
[06:02:47] <archivist> straight is not hobbing,
[06:03:00] <JBFromOZ> im meaning the pressure angle on each tooth is that a flat edge
[06:03:03] <archivist> I remember saying that the other day :)
[06:03:17] <JBFromOZ> so the invoulte is caused by the interaction between the spiral and the work
[06:03:27] <archivist> no it is a cycloidal form for clockwork
[06:04:39] <archivist> it generates the form in a similar way to rack form generating involute
[06:05:08] <JBFromOZ> so the rack form for 20?PA is a flat faced (infinite radius gear)
[06:06:00] <archivist> here is rack (flat)
http://www.archivist.info/cnc/stage6/P1010031.JPG
[06:06:13] <archivist> making a worm wheel
[06:07:01] <JBFromOZ> is that still a spiral on the hob?
[06:07:12] <JBFromOZ> but each tooth cuts a facet
[06:07:25] <archivist> yes the hob has a spiral
[06:10:32] <archivist> most/all generating systems cut tiny facets, any machining has some error
[06:13:59] <JBFromOZ> indeed
[06:16:16] <archivist> if you are really tight and have 4 axis you can grind up a rack form flycutter and use multiple passes per tooth slot generate your form
[06:21:56] <archivist> JBFromOZ,
http://www.youtube.com/watch?v=SJQtx80euGM
[06:26:34] <JBFromOZ> mill presently has no CNC on XY or Z,
[06:26:57] <JBFromOZ> so was thinking being able to gear the spindle to 4th axis might be simplest way of moving forward
[06:32:50] <archivist> andypugh, do you have a link to your encoder mod on the mill pics
[06:39:34] <andypugh> Which encoder? (Which mill?)
[06:46:27] <JBFromOZ> andypugh, i'm trying to figure ways to cnc this
http://www.flickr.com/photos/87180506@N08/8315104556/in/set-72157632353641139/
[06:46:59] <JBFromOZ> spindle encoder and stepper 4th axis is my first simple way forward
[06:47:25] <JBFromOZ> which means encoding spindle speed
[06:49:41] <andypugh> http://pico-systems.com/bridge_spindle.html
[06:49:47] <andypugh> Might be useful
[06:50:10] <JBFromOZ> ah yeah had a read of that
[06:50:22] <andypugh> I used the same sensors on my milling machine, but in a slightly different orientation.
[06:51:09] <andypugh> Post 21 here:
http://www.cnczone.com/forums/vertical_mill_lathe_project_log/109301-harrison_universal_miller_conversion-2.html
[06:51:11] <JBFromOZ> not sure if there is a gear in the spot, the variable speed cone appears fixed at the bottom of the stack
[06:51:40] <andypugh> Ah, that could be awkward
[06:52:22] <ktchk> JBFromOZ:
http://plus.google.com/photos/110879331250608935528/albums/5822074023884691729
[06:52:58] <ktchk> JBFromOZ: look at thephotos I use a large stepper motor to move it
[06:54:26] <archivist> JBFromOZ, drill holes in the under surface and use an inductive sensor pointing upwards
[06:55:06] <archivist> or cuts/slots in the lower edge
[06:56:53] <JBFromOZ> ktchk, good photos, similar conversion!
[06:57:03] <JBFromOZ> what size /rating of steppers are you running?
[06:57:41] <ktchk> JBFromOZ: 110mm 20nm using 110v 8a controller
[06:59:38] <ktchk> JBFromOZ: I am doing a relub with nanolub kind of oil to make it move faster At the moment xy is moving at 50mm/sec
[07:00:01] <JBFromOZ> how is lash?
[07:00:27] <ktchk> lash what is it
[07:00:46] <ktchk> backlash?
[07:00:56] <JBFromOZ> sorry not sure the term, accuracy of feed forward and backward
[07:01:54] <ktchk> I tighten the screws to adjust backlash and hope linuxcnc software can do something. Have to run test later to check.
[07:21:11] <andypugh> http://imgur.com/a/mskl7
[07:22:01] <andypugh> I wonder if he could have re-used it if she said "no"?
[07:25:07] <archivist> a lot of effort for all the later nagging
[07:27:53] <andypugh> Getting his shed-time in while he still could, perhaps?
[07:28:09] <archivist> hehe
[07:37:16] <JT-Shop> warmer than they said this morning it is only -8C
[07:43:57] <archivist> I hope it remains temperate over here
[07:47:07] <JBFromOZ> man its 28C at 9.30 pm here
[07:48:23] <JT-Shop> I need some chip curtians for the BP knee mill
[07:49:00] <JT-Shop> any ideas?
[07:49:36] <andypugh> Shower curtains?
[07:49:52] <andypugh> Look very stylish.
[07:50:42] * archivist imagines the air blast curtain that supermarkets use on the door
[07:50:53] <JT-Shop> I was thinking some of those welding curtians or something
[08:01:08] <JT-Shop> anthing I can think of seems to get in the way...
[08:01:13] <JT-Shop> anything
[08:03:59] <archivist> I think any protection/ guarding gets in the way
[08:05:53] <JT-Shop> I need chip control more than anything
[08:09:05] <archivist> having to duck or you dont like the area of sweeping :)
[08:09:31] * JT-Shop goes to look for a windows disk to try out ELO's touch screen solution
[08:09:56] <JT-Shop> the chips get on my desk and on the other computer keyboard near the mill
[08:11:29] <archivist> those folding plastic screens to stop stuff flying maybe, but sure get in the way
[08:16:08] <archivist> how would one hang off the table like
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_06_15_Adcock_Shipley/IMG_1249.JPG with a spastic screen in the way
[08:18:53] <archivist> and this I spotted
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Statfold/p1010170.jpg crane is holding the armature
[08:19:52] <archivist> image before that one is more obvious p1010169.jpg
[08:23:14] <andypugh> The guards on the mill at work are surprisingly convenient.
[08:23:31] <andypugh> Not as convenient as no guard at all, but bearable.
[08:25:44] <andypugh> The closest I can find is:
http://www.machinesafety.co.uk/nelsa-milling-machine-guards/Page-2/
[08:26:35] <andypugh> But the one at work has a cunning linkage so that you just need to pull the front handles and the front panels pivot out of the way to the sides.
[08:28:30] <andypugh> I need some 0.055mm2 crimp ferrules. They only seem to be available down to 0.25mm2. Whicj is 5x too big.
[08:29:42] <archivist> I wonder if a magnetic base to sheet spastic would be usable
[08:35:18] <JT-Shop> I have a magnet base for my air tubing and it is very attractive to steel chips
[09:34:09] <andypugh> There's the answer. a 10T magnetic chip-curtain to prevent any chip-egress.
[09:36:33] <archivist> self induced magnetism in the non magnetic metals, let the plastic fly
[09:37:36] <pcw_home> might make tools a little dangerous
[09:37:44] <Jymmm> Overhead bug blower
[09:38:05] <Jymmm> like used in commercial kitchens
[09:40:14] <Jymmm> I saw one used in a grocery store in AZ once. 4ft x 12 ft grate in floor, another in the ceiling. It was weird walking thru it. you kinda felt the pressure of it blowing on you, but your sorta didn't.
[09:41:15] <Tom_itx> like the frog they suspened by magnetism?
[09:41:41] <Jymmm> I've heard of cow magnets, but frog magnets?
[09:41:45] <Jymmm> ;)
[09:43:01] <Tom_itx> http://www.youtube.com/watch?v=2VlWonYfN3A
[09:48:40] <ReadError> are there any solid lathe tutorials out there?
[09:50:04] <archivist> you cannot learn the feel of using a lathe from a tutorial
[09:50:19] <archivist> go to a local night class if you can
[09:50:33] <Tom_itx> yeah i agree, you run lathes by 'feel'
[09:50:57] <archivist> or model engineers club or hacker space
[09:51:01] <Tom_itx> you can have guidelines for spindle speed for different materials but still need to 'feel' how it's cutting
[09:51:11] <archivist> and hear
[09:52:49] <archivist> squeals mean chatter and poor finish
[09:53:40] <archivist> your lathe will need very sharp tools and light cuts
[09:53:52] <ReadError> archivist
[09:54:04] <ReadError> well i was wondering more about stuff like tool selection
[09:54:07] <ReadError> angles and stuff
[09:54:30] <ReadError> speed and all
[09:54:57] <ReadError> i shaved a bit of aluminum on it last night, didnt cut or kill myself
[09:55:07] <archivist> yet
[09:55:23] <ReadError> yet*
[09:55:27] <ReadError> ;)
[09:57:02] <archivist> I know I made plenty of mistakes when I started, and I missed out on the metalwork classes at school
[09:58:13] <ReadError> well i work too much to be able to go to a local college for it
[09:58:48] <JT-Shop> what kind of lathe do you have?
[09:59:36] <ReadError> i just got a little taig
[09:59:44] <ReadError> nothing fancy but enough to get me started
[10:00:58] <JT-Shop> there is a guy in south america that has a bunch of putube vids making small things with small lathes
[10:02:08] <ReadError> yea i think ive seen some of his stuff
[10:02:12] <ReadError> guy with white hair?
[10:02:26] <JT-Shop> can't recall
[10:02:29] <JT-Shop> been a while
[10:03:00] <ReadError> oh
[10:03:00] <ReadError> http://www.youtube.com/user/tryally?feature=watch
[10:03:03] <ReadError> this guy i think
[10:03:47] <JT-Shop> looks like it
[10:14:44] <JT-Shop> prototype 1 chip deflector
http://imagebin.org/241093
[10:17:23] <tjb1_> JT-Shop:
http://sphotos-b.ak.fbcdn.net/hphotos-ak-snc6/736997_4828556227766_1678986834_o.jpg
[10:17:35] <Loetmichel> JT-Shop: hrhr
[10:18:26] <Loetmichel> i hope you didnt use the contents of that box yourself prior to working with the mill?
[10:18:36] <JT-Shop> lol
[10:19:16] <JT-Shop> tjb1: a fuzzy photo... congrats
[10:19:43] <ReadError> nice tjb1
[10:20:01] <ReadError> any new plasma table vids?
[10:20:12] <tjb1> http://sphotos-d.ak.fbcdn.net/hphotos-ak-frc1/735531_4828555907758_1605410100_o.jpg
[10:20:22] <tjb1> No plasma table is still waiting on gecko
[10:21:18] <JT-Shop> tjb1: is the other one for something different?
[10:21:35] <tjb1> The other picture is the 2 together, that one is just one of them
[10:21:46] <JT-Shop> cool
[10:22:56] <tjb1> Ill have another in May :D
[10:26:27] <tjb1> JT-Shop: what kind of mill is that
[10:27:52] <JT-Shop> BP Series 1 with an Anilam 3 axis CNC conversion kit and now with LinuxCNC
[10:37:44] <IchGuckLive> hi all B)
[11:18:04] <IchGuckLive> last day of the 2012 so let the 2013 be a good milling year !
[11:21:55] <andypugh> Hmm. I am an Associate of the Royal College of Science too, and we had a machine-tool course (which I skipped) :-)
[11:22:51] <andypugh> The mill can no do rigid-tapping under the control of the spindle-resolver. This might be a "first"
[11:57:48] <andypugh> Right, off to Germany for the New Year. Have fun everyone.
[12:34:46] <JT-Shop> dang elo touch screen with apr sucks
[12:35:07] <Tom_itx> problems still?
[12:35:14] <tjb1> I have two of them, dont have the mpg or other stuff required to use it
[12:35:30] <JT-Shop> installed windblows xp on a computer to test with and now the lan won't work and the driver won't install, I assume it needs a sp or something
[12:35:58] <JT-Shop> tjb1: do you have an APR model?
[12:36:16] * tjb1 goes to look up what apr is
[12:36:47] <tjb1> No, mine are $70 specials off ebay
[12:38:05] <JT-Shop> APR (Acoustic Pulse Recognition)
[12:38:36] <JT-Shop> in any case I've stopped making really nice looking scrap
[12:39:01] <tjb1> http://imgur.com/a/mskl7?gallery
[12:39:02] <tjb1> wow
[12:39:37] <JT-Shop> yea, saw that earlier...
[12:40:15] <JT-Shop> the gears are cool with the iris door
[12:41:41] <tjb1> Wish it had a video of it opening
[12:43:18] <IchGuckLive> people just have to mutch time to make this thinks
[12:43:31] <IchGuckLive> best is the fixure of the multicam
[12:44:01] * JT-Shop found another computer to try and install windblows on
[12:47:43] * JT-Shop goes to take a nap while the HD formats
[12:49:11] <IchGuckLive> JT-Shop: you do not need to format with Gparted
[12:55:15] <pcw_home> Also supposedly Ubuntu 12.04 supports the APR touch screens, might be worth a try
[13:00:27] <IchGuckLive> i dont like the look of 12.04
[13:00:50] <IchGuckLive> even with gnome classic it is a miss
[13:01:12] <IchGuckLive> its the future as everyone runs android or sutch fancy stuff
[13:01:32] <IchGuckLive> but desktop as steve jobs decided is a nice thing to work
[13:02:08] <IchGuckLive> Off topic how will the USA stay the night of politics
[13:02:18] <IchGuckLive> is the tax rising tomorrow ?
[13:04:40] <pcw_home> Actually i rather like 12.04 (but dont like unity much)
[13:05:17] <pcw_home> so many thing just work that are broken on 10.04
[13:05:49] <IchGuckLive> flash blue faces ?
[13:06:04] <IchGuckLive> on 10.04 nvida a hell of a miss
[13:06:54] <pcw_home> Yeah new video drivers is one thing
[13:07:08] <IchGuckLive> the intel D525 is not gone produced in 2013
[13:07:36] <IchGuckLive> our faiforid cpu is gone runn out
[13:09:52] <IchGuckLive> by im off
[13:09:57] <pcw_home> the D2XXXs one work but are video limited
[13:16:10] <skunkworks> I have been running 12.04 on my laptop (with unity) and like it
[13:16:37] <skunkworks> I really should get linuxcnc back on it so I can play
[13:18:42] <pcw_home> well with the new Xenomai you may even be able to have ~real time on 12.04 on your LT
[13:20:49] <skunkworks> sure - but I think this laptop still will have crappy latency
[13:21:25] <skunkworks> And I have no way of controlling any hardware (until you have your ethernet solution working .. :))
[14:02:30] <ReadError> alex4nder
[14:02:31] <ReadError> http://lh3.ggpht.com/_aNjK3CTQ0DE/TS329yqS80I/AAAAAAAAMxI/TXU0r73znsg/s1600-h/pzich21%5B3%5D.jpg
[14:02:36] <ReadError> that taig is riced out hardcore
[14:32:31] <ReadError> http://www.amazon.com/Grizzly-H5868-Lathe-Tool-Kit/dp/B0002U8BPY/ref=pd_rhf_dp_p_t_3
[14:32:38] <ReadError> that seem decent ?
[14:33:14] <JT-Shop> did anyone get LinuxCNC working on 12.04?
[14:40:31] <pcw_home> awallin, mhaberler maybe more
[14:40:55] <mhaberler> yessir! whatstheproblem, sir?
[14:41:07] <mhaberler> need to read back..
[14:41:17] <pcw_home> JTs question
[14:42:40] <mhaberler> jt: yes, at least our development branch works fine on it
[14:43:16] <mhaberler> there are some minor changes because the linker on 12.04 is more picky - in particular wrt library ordering
[14:43:17] <JT-Shop> mhaberler: cool
[14:43:42] <mhaberler> do you need to get v2.5_branch or master on 12.04?
[14:44:18] <mhaberler> and gcc is a bit more retentive and gives more warnings
[14:44:28] <JT-Shop> either one would work, I'll see if the touch screen works on 12.04 first
[14:45:47] <mhaberler> I havent tried vanilla v25_branch or master on 12.04 in a while
[14:46:22] <mhaberler> it's an excellent opportunity to sign up a an 'early tester' (exact meaning might vary ;), see
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?NewRTInstall
[14:50:28] <JT-Shop> want me to bleed some more I see :)
[14:52:33] <mhaberler> it's about Saving The Whales. iow: to reduce bleeding of others;)
[14:54:58] <JT-Shop> LOL
[14:55:13] <JT-Shop> did you see my impromptu machine guarding?
[14:58:47] <mhaberler> where?
[14:58:57] <JT-Shop> prototype 1 chip deflector
http://imagebin.org/241093
[14:59:24] <mhaberler> ;)
[15:00:11] <mhaberler> is that the type of wine where you get a free guiding dog when you buy 12 of them ;-?
[15:02:44] <JT-Shop> nothing free, it is only $75 a case but quite nice
[15:05:08] <JT-Shop> it's jakob demmer piesporter michelsberg
[15:06:25] <pcw_home> and when your chip guard wears out you have no choice but to free up another one :-)
[15:07:26] <JT-Shop> that's the wifes job :)
[15:07:33] <JT-Shop> I drink dry red
[15:07:35] <mhaberler> likely lots of "blending" going on
[15:07:42] <mhaberler> aja, I wondered
[15:12:28] <motioncontrol> good evening at all. have a problem with feedhold pin. in refpoint when set at true feehold the motion not stop. it stop only in jog. it's a bug ?
[15:30:09] <skunkworks> motioncontrol: it works for me.
[15:32:22] <motioncontrol> skunkworks, i use master, feedhold is ok only in jog or automatic or mdi, but not in ref
[15:32:52] <skunkworks> ah - I don't know. I have not used master for a while
[15:33:33] <skunkworks> there is a lot of stuff happening in master at the moment.. I could see some things breaking. maybe write a bug report?
[15:35:12] <motioncontrol> skunkworks, yes i thing in the next day write a bug report
[15:35:43] <motioncontrol> skunkworks, what is bug in master ?
[15:51:12] <DJ9DJ> gn8
[15:55:34] <kwallace> If one needs to waste around 30 seconds, here is a screen capture of my HNC lathe with spindle-at-speed hooked up doing a facing routine with CSS and Units/rev. Near 1 and 2 are connected to the spindle encoder scaled to RPS and the motion.spindle-speed-out-rps pin. Looks like there is some noise or quantization which I should probably filter out. Near out goes to motion.spindle-at-speed.
[15:56:24] <kwallace> http://www.wallacecompany.com/machine_shop/LinuxCNC/spindle_at_speed_test1a.ogv
[16:07:11] <JT-Shop> how did you capture that?
[16:18:24] <kwallace> I tried a few links and I'm pretty sure I used this:
[16:18:27] <kwallace> http://www.howtogeek.com/howto/24742/record-screen-activity-in-ubuntu-with-recordmydesktop/
[16:18:44] <JT-Shop> cool
[16:20:42] <JT-Shop> that would be cool to watch late at night in th dark listening to Pink Floyd and sipping on cognac
[16:21:19] <bpuk> ok *now* I'm going to watch that :P
[16:22:08] <kwallace> The problem was in trimming the front few seconds of useless stuff. I tried oogCut but I could only get within a couple of seconds of the trim points and then only 30 seconds total.
[16:23:02] <kwallace> Oops oggCut
[16:24:02] <bpuk> and, barring a couple of points where the spindle speed takes ~2s to follow I can only say I wish my spindle response was that good
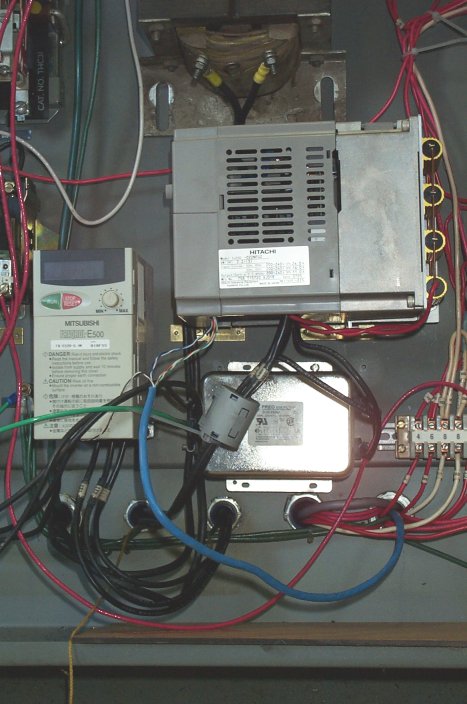
[16:31:31] <kwallace> I put braking resistors on my spindle VFD so it can stop the the spindle pretty quickly. There are four resistors in the upper right:
http://www.wallacecompany.com/cnc_lathe/HNC/00024-1a.jpg
[16:32:17] <bpuk> ah - that'd help - what sort of size is the spindle motor?
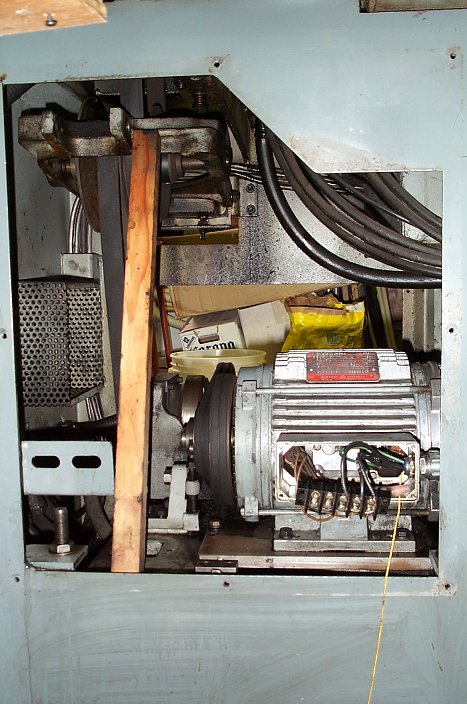
[16:34:27] <kwallace> I recall it being 2HP:
http://www.wallacecompany.com/cnc_lathe/HNC/00032-1a.jpg
[16:35:00] <bpuk> oh, so not a big one then - interesting to see brake resistors being used on a fairly small motor
[16:36:03] <bpuk> I do rather like the extra bracing on that last image though :D
[16:39:27] <kwallace> The mechanical variable speed system was there. I figured the VFD would replace it, but now I need the stick. Someday maybe I'll paint the stick to match.
[16:40:44] <bpuk> can't fault that - just jumps out a bit
[16:41:50] <bpuk> I am curious though, how do you find cutting at low spindle rpms? my VFD/belt-driven lathe struggles with torque at the low end - which isn't a problem on the geared manual
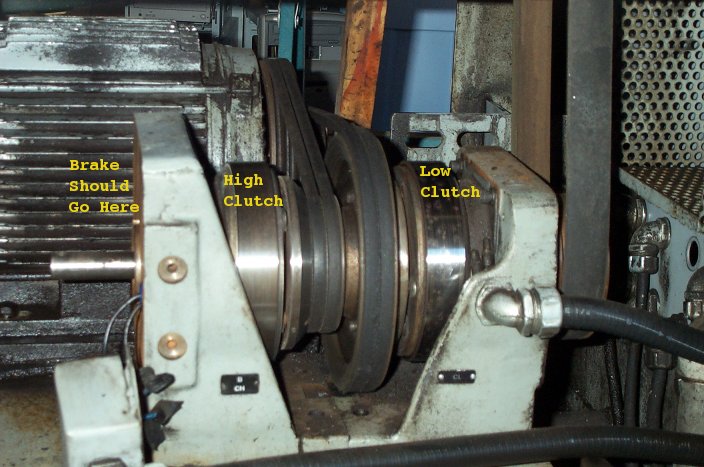
[16:48:19] <kwallace> There is a two speed clutch that allows me to keep the motor speed up:
http://www.wallacecompany.com/cnc_lathe/HNC/00051-1a.jpg . Torque seems to be good enough above 20 Hz or I think 600 motor RPM. I think if I play with the VFD settings I could get more low end torque but I haven't needed to yet.
[16:49:55] <bpuk> ah, that'd help :D thanks for the info - the HNC looks like a good machine
[17:01:19] <ReadError> has anyone here used a USB pendant ?
[17:01:28] <ReadError> i see there is a hid tool
[17:06:04] <tjb1> I am getting one but its a keyboard emulator I believe
[17:06:29] <ReadError> which one?
[17:07:03] <tjb1> http://www.kickstarter.com/projects/1651082654/jog-it-open-source-controller-pendant-for-emc2-and?ref=live
[17:17:46] <tjb1> ReadError: I haven't got it yet…hopefully it will be here in January but he was late on the december ones
[17:21:13] <ReadError> hmm i wanted an MPG
[17:22:07] <tjb1> Oh my…I have to buy 6 textbooks...
[17:23:58] <skunkworks> hold out for a mpg
[17:30:50] <tjb1> I love it when using the college website for textbooks and how conveinent it is that the used books are never in stock
[17:34:39] <tjb1> Dang…
https://dl.dropbox.com/u/3090951/Screen%20Shot%202012-12-30%20at%206.21.02%20PM.png
[17:34:57] <ReadError> i need to hit up a scrap yard
[17:35:05] <ReadError> and find some metals
[17:51:11] <adb> what's a 'mpg' ?
[17:52:51] <tjb1> manual pulse generator
[17:53:43] <adb> thx
[18:06:52] <Tom_itx> as shown here:
http://www.pmdx.com/MPG-01
[18:07:27] <tjb1> Known as death wheel on Haas? :P
[18:16:35] <adb> 'mpg' has a order of precision ? 1/100 mm
[18:17:12] <adb> or its a non sense ..
[18:29:09] <ReadError> i think theres a certain amount of pulses per revolution
[18:29:23] <ReadError> and you can set a factor on the pendant to control the speed
[18:29:29] <ReadError> or distance each pulse does
[18:32:44] <adb> thx
[18:38:38] <skunkworks> http://www.cnczone.com/forums/benchtop_machines/170556-so_you_want_try_cnc_i_did.html
[18:41:54] <tjb1> Wish I could tell google I dont care about malware
[18:46:18] <asdfasd> :
[18:46:21] <asdfasd> :)
[18:46:22] <asdfasd> The last time Google visited this site was on 2012-12-30, and the last time suspicious content was found on this site was on 2012-12-30.
[18:46:22] <asdfasd> Malicious software includes 125 trojan(s), 4 exploit(s). Successful infection resulted in an average of 2 new process(es) on the target machine.
[18:48:19] <skunkworks> We have found the problem that caused our site to be blacklisted, we have cleaned all infected files. Since 2003 I have never had a problem like this. I'm taking many costly steps to eliminate this from happening again. Site should be back to normal by monday.
[18:48:21] <skunkworks> Thanks for your patience.
[18:50:46] <adb> Thanks for your works
[18:51:31] <tjb1> Its been off and on doing it for the past couple months
[18:52:14] <asdfasd> same happened to my forum 2 years ago, I hosted the forum on my own server at home, later I moved the forum on paid server, and year later happened again - some files on the server was replaced, after you open the main page of the forum a lots of viruses begin to download to your pc
[18:55:58] <tjb1> I believe he said it was in the ad code so I wonder if that means people using adblock aren't affected
[18:57:22] <asdfasd> I think if someone can gain access to modify files on remote server it will be capable to trick adblock too
[18:57:53] <asdfasd> so better dont take that risk :)
[18:58:30] <tjb1> i dont run anti virus
[19:01:14] <tjb1> never have, never will :)
[19:09:41] <asdfasd> which OS ?
[19:17:33] <ReadError> so
[19:17:39] <ReadError> im officially horrible at using a lathe
[19:17:51] <ReadError> the metal looks worse after than it did when i put it in
[19:20:31] <Tom_itx> what does it look like?
[19:20:43] <Tom_itx> is the tool on center?
[19:20:52] <Tom_itx> is the spindle speed too fast?
[19:20:56] <ReadError> yea im fairly sure i need to take my square to it
[19:21:06] <ReadError> part of the problem might be i have no clue what im doing
[19:21:16] <ReadError> and maybe the aluminum is too soft?
[19:21:29] <Tom_itx> O material is crap to machine
[19:21:54] <ReadError> well im just really bad then ;)
[19:21:59] <Tom_itx> if it's T material it should machine ok however some alloys machine better than others
[19:22:30] <Tom_itx> take a pic and show the material and tool
[19:23:08] <Tom_itx> while you do i'm gonna shower
[19:23:45] <ReadError> pic coming
[19:24:00] <ReadError> http://dl.dropbox.com/u/25091878/Photo%20Dec%2030%2C%208%2010%2007%20PM.jpg
[19:25:08] <Tom_itx> the material was too far from the spindle to begin with or you should have supported the end with a live center
[19:25:16] <Tom_itx> too much chatter
[19:25:24] <ReadError> ahh
[19:25:31] <ReadError> i can try that
[19:25:41] <Tom_itx> also make sure the tool is on center and sharp
[19:26:24] <Tom_itx> if you face the end off and it leaves no tit it should be pretty close to center
[19:26:39] <tjb1> asdfasd: mountain lion
[19:44:09] <tjb1> Im tired of moving snow
[19:52:37] <Tom_itx> ReadError, got an updated pic?
[19:52:57] <ReadError> well, i dont have anything to make the center hole ;/
[19:53:01] <ReadError> i need to buy one
[19:53:13] <Tom_itx> what rpm was it turning?
[19:53:34] <Tom_itx> and what diameter is the bar?
[19:53:41] <ReadError> i have no idea about the rpm
[19:53:50] <ReadError> i need to add a little hall effect sensor
[19:53:52] <Tom_itx> fast medium slow
[19:53:56] <ReadError> or do the math for my pulleys
[19:53:58] <ReadError> medium
[19:54:02] <ReadError> it was in the middle
[19:54:24] <Tom_itx> can you put it closer to the chuck?
[19:55:03] <ReadError> the metal ?
[19:55:05] <ReadError> or the pulley
[19:55:06] <Tom_itx> yes
[19:55:10] <Tom_itx> the bar
[19:55:16] <ReadError> yea i just cut that piece off to test with
[19:55:30] <Tom_itx> how far was it sticking out?
[19:55:41] <ReadError> its about 3" long
[19:55:45] <ReadError> so maybe 2.5"
[19:55:46] <ReadError> or 2
[19:56:01] <Tom_itx> bar size? 1/2" ?
[19:56:07] <Tom_itx> 1/4" ?
[19:56:19] <ReadError> a little over 1/4"
[19:56:23] <Tom_itx> i figured
[19:56:31] <ReadError> .215
[19:56:34] <ReadError> err, .315
[19:56:37] <Tom_itx> 5/16
[19:56:48] <Tom_itx> .3125
[19:57:46] <Tom_itx> are they insert cutters or just square tool steel you sharpened?
[19:57:47] <ReadError> yea around that
[19:57:59] <ReadError> well i got 6 bits with my lathe
[19:58:09] <ReadError> let me get a pic
[19:59:45] <Tom_itx> a trick i learned to eyeball if the tool is on center is to pinch a straight bar between the tool and the workpiece with it off. if the bar is perpendicular to the lathe bed when you pinch it between the work and the tool it is straight
[20:00:18] <Tom_itx> s/straight/on center
[20:00:31] <ReadError> http://dl.dropbox.com/u/25091878/Photo%20Dec%2030%2C%208%2046%2008%20PM.jpg
[20:01:07] <Tom_itx> the tool is sticking out too far too
[20:01:08] <ReadError> i was cutting that from right to left
[20:01:24] <Tom_itx> and is the tool sharpened to a point?
[20:01:29] <Tom_itx> it looks like a tool blank
[20:01:30] <ReadError> well its how it came
[20:02:00] <Tom_itx> i can see somewhat of a relief on it i think
[20:02:07] <Tom_itx> but it's sticking out too far
[20:02:19] <tjb1> Took me a while just to see the tool
[20:02:26] <ReadError> thats a piece of steal on there now
[20:02:34] <ReadError> but i think it was bent when i got it
[20:02:41] <Tom_itx> shorten the tool and bring the work closer to the chuck and try it again
[20:03:25] <ReadError> 1 sec
[20:03:31] <ReadError> should it being going fast or slow?
[20:03:37] <ReadError> (for steel)
[20:03:41] <Tom_itx> slow
[20:03:47] <ReadError> ok 1 min
[20:03:56] <Tom_itx> do you have a radiused tool?
[20:04:08] <Tom_itx> one without a sharp point
[20:04:35] <Tom_itx> that's really not the right tool there imo
[20:05:01] <tjb1> I have trouble getting a good finish with a very light pass also
[20:05:12] <tjb1> Looks like you barely took anything off
[20:05:37] <Tom_itx> show me the other tools you have
[20:13:23] <tjb1> Got slic3r and repetier so far
[20:13:45] <ReadError> Tom_itx, its a real gaggle
[20:13:52] <ReadError> i was thinking about ordering a 20 pack
[20:14:02] <kwallace> HSS (High Speed Steel) tool blanks do not usually come sharpened. Before insert tooling became all the rage, shaping and sharpening tool blanks was part of the art of machining. I just found this:
http://www.sherline.com/grinding.htm . I usually need to use cutting oil with steel to get a decent finish too.
[20:14:55] <Tom_itx> he's got a bit of relief cut on the tool but i wouldn't use that tool for that cut
[20:15:02] <tjb1> Make sure you do not tighten inserts in too tight, idiots at school put them in so tight you have to break the insert to get it out
[20:15:32] <ReadError> Tom_itx, what do you recommend ?
[20:16:00] <Tom_itx> i'd use a V cut tool flat on top with reliev on each side with a bit of a radius on the tip
[20:16:08] <kwallace> http://www.mini-lathe.com/Mini_lathe/Tool_grinding/tool_grinding.htm
[20:16:30] <ReadError> i have one thats V shapped but its rounded
[20:16:47] <ReadError> i should really read a book
[20:16:51] <ReadError> to understand all this better
[20:17:00] <ReadError> i have the machinery handbook
[20:17:06] <ReadError> but its such a boring read
[20:17:18] <ReadError> dont think i would get much out of it
[20:17:23] <Tom_itx> kwallace, whoever wrote that tutorial burned the crap outta the tool
[20:17:43] <tjb1> ReadError: You would get a lot out of it if you can find the correct section
[20:17:51] <tjb1> You have the 28th?
[20:18:13] <ReadError> yea its a newer one
[20:18:18] <ReadError> i need to get this for the ipad
[20:18:32] <tjb1> If it is the 28th, I can find the page for you
[20:18:59] <ReadError> well i need the home machinist book
[20:19:03] <ReadError> its on amazon for 13$
[20:19:10] <ReadError> looks like it has some good stuff in it
[20:19:18] <ReadError> (but they dont sell the digital copy, bums)
[20:21:40] <tjb1> 746-760 will help you with tools
[20:22:54] <tjb1> 1005 has speeds and stuff
[20:24:07] <tjb1> This is a good book if you can find it -
http://www.amazon.com/Machinists-Ready-Reference-Weingartner-Compiler/dp/B004RIV86Q/ref=sr_1_2?ie=UTF8&qid=1356919867&sr=8-2&keywords=machinists+ready+reference
[20:24:35] <tjb1> ISBN: 0-9703398-0-1
[20:24:56] <Tom_itx> i've got it
[20:25:03] <Tom_itx> different cover but same book
[20:25:09] <tjb1> http://www.amazon.com/Machinists-Ready-Reference-C-Weingartner/dp/0970339801/ref=pd_sim_sbs_b_1
[20:25:15] <Tom_itx> mine's 8th edition
[20:25:28] <tjb1> Mines 9th but its red
[20:25:28] <Tom_itx> also the machinists handbook
[20:25:40] <tjb1> I hate the "toolbox" handbook
[20:25:42] <ReadError> http://www.amazon.com/Home-Machinists-Handbook-Doug-Briney/dp/0830615733/ref=pd_sim_sbs_b_5
[20:25:47] <ReadError> thats what i wanted
[20:26:28] <tjb1> Seems like a waste for that one
[20:26:40] <tjb1> "Proper lighting and storage"
[20:27:05] <tjb1> "Buying, using, and storing tools"
[20:27:06] <Tom_itx> http://www.amazon.com/Machinerys-Handbook-29th-Toolbox-9780831129019/dp/083112900X/ref=sr_1_1?s=books&ie=UTF8&qid=1356919987&sr=1-1&keywords=machinists+handbook
[20:27:57] <tjb1> The 28th I have is like tracing paper
[20:28:17] <ReadError> yea
[20:28:21] <ReadError> bible paper or something
[20:28:24] <Tom_itx> i think mine is 25 or so
[20:28:57] <tjb1> I have the digital version
[20:29:22] <Tom_itx> also have mark's standard handbook for mechanical engineers
[20:33:10] <tjb1> Only other ref book I have is ugly's electrical references
[20:37:23] <tjb1> Going to be great if they can get an open source pellet to filament extruder going
[20:44:42] <ReadError> they have the lyman
[20:44:44] <ReadError> or w/e it is
[20:44:49] <ReadError> seems pretty simple
[20:45:39] <IndexWerkeB60> Thank you all.
[20:47:42] <tjb1> For that contest, <$250 and ability to color the filament
[20:52:17] <tjb1> ReadError:
http://www.soliforum.com/topic/557/filament-extruder-convert-pellets-to-filament
[21:02:14] <t12> once going through all that diy
[21:02:31] <t12> wouldnt it be easier to just go straight from pellet -> printing extrusion head
[21:03:31] <Tom_itx> too much moveable mass
[21:07:54] <t12> could still feed through a guide or something
[21:12:36] <tjb1> If you are feeding it through a guide you are basically printing the filament then
[21:12:56] <t12> my point is why bother going to a spool as an intermediate
[21:13:05] <t12> if you're going to produce filament right next to the printer anyway
[21:13:13] <t12> might as well run everything in tandem
[21:13:41] <JBFromOZ> makes the printer quite a bit more complex
[21:13:59] <tjb1> They have trouble with rectraction using direction pellet to extrusion
[21:14:03] <tjb1> *direct
[21:14:55] <tjb1> They also found they can't do individual pellet feeding reliably because of the size inconsistencies so you end up with a large reserve of one color
[21:14:58] <JBFromOZ> if you have multiple printers, would you want multiple pellet to printer setups
[21:19:03] <tjb1> I'm going to apply for beta for that pellet extruder once I get my printer next month
[23:04:22] <Jymmm> Anyone have access to Ford TSB?
[23:05:01] <frysteev> tchnical service bulletin?
[23:05:38] <Jymmm> yeah
[23:06:07] <Jymmm> There's 146, but I can only see a single sentance summary
[23:06:14] <frysteev> i have access at an oily haynes manual for an 1988 f150 does that count?
[23:06:36] <Jymmm> That doens't even count as a manual =)
[23:07:30] <frysteev> 'haynes manual' is what i said
[23:07:36] <Jymmm> frysteev: But, if your headlamps ever go out, check the ground screw under the hood on the fender wall
[23:07:46] <frysteev> its like 'genuine imatation leather'
[23:08:15] <frysteev> i have a bunch of haynes manuals from over the years and half of it is that same generic crap like body repair
[23:08:30] <frysteev> the older ones atleast had schematics,
[23:08:34] <Jymmm> I have the Ford Wiring manual, and the service manuals are on the way.
[23:08:55] <frysteev> the last one i saw had like 6 level circuit diagrams in it
[23:09:09] <frysteev> Jymmm: what did you break now?
[23:09:19] <Jymmm> lol, mine alone is 1" thick on wiring alone.
[23:09:21] <frysteev> and why havent you used EMC to replace your car computer?
[23:09:37] <Jymmm> frysteev: Not emissions certified
[23:11:56] <Jymmm> frysteev: and it's a car, not autonomous vechicle ya goober!
[23:26:41] <tjb1> still havent figured that out
[23:38:50] <JBFromOZ> ok i've figured out the KL12 DRO mitutoyo has RS232 out, which gives me XY to 3 decimal places
[23:39:12] <JBFromOZ> is that something linuxcnc can use as input on serial to control steppers?
[23:43:05] <dhoovie> for feedback?
[23:44:53] <dhoovie> going to have to go through the hal documentation to see if there is a way to do that. I'm not sure tbh.
[23:47:26] <JBFromOZ> yeah not sure of accuracy and condition of the leadscrews, they acmes not ballscrews, so thinking if i can position based on DRO, that might give good positional accuracy
[23:51:57] <dhoovie> hmmm... another thing I'm not sure is the speed of the readings that can be read from the DRO
[23:52:17] <dhoovie> maybe try to ebay some cheap quad encoders?
[23:52:59] <dhoovie> or buy some of those magnetic encoder ICs and try to get em to work
[23:54:03] <dhoovie> you could also try to measure the backlash and try to do some backlash compensation.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}