Back
[01:12:45] <zoni1983> hi
[01:12:55] <zoni1983> is anyone there
[02:03:56] <DJ9DJ> moin
[02:57:04] <Loetmichel> mornin'
[04:36:55] <Loetmichel> *harhar* just at the moment the mailman arrived and complained about the weight of the 24" TX package... "did you order lead sheets?" $me: "no, 40 1mm steel sheets for 24" monitor cases ;-) ;-)
[04:37:34] <Loetmichel> s/tx/tft
[06:25:39] <jthornton> http://linuxcnc.org/index.php/english/forum/9-installing-linuxcnc/25951-emc2-y-hal#27798
[06:45:13] <archivist> hehe
[06:46:45] <jthornton> I knew someone would get a kick out of that
[06:46:56] <archivist> one sees a number of those per year in various places, some basics about reading manuals and error messages I think
[06:49:42] <archivist> or....Doesn't work is not a helpful statement. Was there an error? Unexpected results? Does it sit on the couch all day eating all your cheetos and ignoring the classifieds? Be specific!
[06:49:55] <jthornton> lol
[06:53:38] <jthornton> yea, I got my radius subroutine to behave properly
[06:54:12] <jthornton> now to figure out how to load gremlin by guessing a lot
[07:21:06] <archivist> jthornton, the statement "both throw errors" but then no errors listed :)
[07:22:11] <jthornton> I didn't think the errors were of any value
[07:22:14] <archivist> if only you can read the error, only you can understand it and fix it
[07:22:47] <archivist> I would say error messages are 99-100% of fixing problems
[07:23:16] <jthornton> if they are relevant errors yes
[07:23:41] <jthornton> in this case I simply don't have a clue how to start gremlin so I am just guessing
[07:23:50] <archivist> how could they be not relevant
[07:23:53] <jthornton> TypeError: unbound method __init__() must be called with Gremlin instance as first argument (got GObjectMeta instance instead)
[07:24:42] <jthornton> they just say I'm a dumb ass and don't know enough about python
[07:25:06] <jthornton> Exception AttributeError: "'Gremlin' object has no attribute '_dlists'" in <bound method Gremlin.__del__ of <Gremlin object at 0x94b75cc (uninitialized at 0x0)>> ignored
[07:25:24] <jthornton> errors are on this computer mail on a different one :(
[07:25:49] <archivist> that tells me you dont understand the api and what you put in the brackets, remember I am a python free zone but the error tels me something
[07:26:00] <Tom_itx> jthornton, that just means they don't have an answer either
[07:26:24] <archivist> nah its a type error, it says give me the right type
[07:28:49] <archivist> what would a metric nut say when you put a unf screw it it....it cannot know, but its just wrong
[07:31:11] <r00t4rd3d> OH YEAH!
[07:31:55] <archivist> so the jist of an error will contain some sense
[07:34:13] <jthornton> the error says I don't understand the proper way to start gremlin
[07:34:58] <jthornton> what does gremlin-run do? do I need to use it somehow?
[07:36:16] <jthornton> on a happier note I did get my lathe ngcgui radius subroutine whipped into submission
[07:37:18] <archivist> got GObjectMeta instance instead is a type error
[07:38:09] <jthornton> yes, but that doesn't help me guess what to try next
[07:40:29] <jthornton> another guess
http://pastebin.com/UtcErUJr
[07:41:18] <archivist> no guessing, has someone used it and published something that worked
[07:41:53] <jthornton> If I could find that then it would be monkey see monkey do :)
[07:43:01] <archivist> so with that pastebin I see more type clues to follow up
[07:43:19] <archivist> TypeError: slice indices must be integers or None or have an __index__ method
[07:46:08] <archivist> but... with your naming are you trying to load an ini file instead of pointing at your interface method
[07:47:08] <jthornton> I'm trying to put gremlin into a hbox
[07:49:18] <archivist> remember I have no clue about python or what an hbox is, how should gremlin know too
[07:51:39] <jthornton> I have a few clues about python but none about how to start gremlin even after looking at gremlin-run and hal_gremlin.py and gremlin.py
[07:52:24] <archivist> the error message seem to me to be about what are you telling gremlin to join/connect/get method interfaces from
[07:52:38] <jthornton> maybe Pavel will come around one day and give me the needed clues
[08:21:09] <JT-Shop> today is just not starting off right for me...
[08:58:30] <skunkworks> JT-Shop, yeck!
[08:59:04] <JT-Shop> yea, a subroutine works in the beer cave but gives me a gouging error on the CHCN :(
[09:03:56] <skunkworks> That sucks - what is different? are the setups identical? Tool diameter the same?
[09:06:04] <cradek> yeah, surely a tool table difference
[09:33:14] <JT-Shop> yea, the diameter of the one that works is 0.03125 and the diameter of the one that gives the error is 0.015625
[09:34:11] <JT-Shop> the tool table that works is differnent with P then D, the one that gives the error is P X Z then D
[09:37:49] <JT-Shop> it doesn't give the error when I load or reload the program but it does give the error when I try and run the program
[09:40:02] <cradek> weird. does it do anything unusual that can affect it at runtime, like probing?
[09:40:17] <cradek> and you did reload tool table?
[09:44:58] <cradek> what version(s) and which error message are you getting?
[09:55:46] <JT-Shop> both are running 2.5.1 the error message is "Straight traverse in a concave corner cannot be reached by the tool without gouging"
[09:56:54] <JT-Shop> the subroutine
http://pastebin.com/4br5YRAF
[10:04:36] <JT-Shop> if I use tool 1 I don't get the error, when I use tool 3 I get the error and both tool 1 and 3 have the same tool table entries except for X and Z offsets
[10:05:12] <cradek> interesting
[10:05:36] <cradek> I see the angle your entry move makes will be different, depending on the TLO because there is no move between G43 and the entry
[10:05:58] <cradek> I suggest adding a move before the G41 so you can precisely control the entry move
[10:07:05] <cradek> in fact the entry move might even be null, or less than radius, since you could just happen to be at that coordinate when you start the sub. you need to control the entry.
[10:10:19] <jthornton> and the home locations and offsets are different on the sim down here so that makes sense
[10:10:50] <cradek> yeah differing tool change location could do it too, since you're right after M6
[10:11:25] <cradek> none of that is really simulated for the preview
[10:11:36] <cradek> so you've fooled it
[10:14:54] <jthornton> moving the G41 down below the G0 makes it work down here
[10:18:32] <cradek> yay
[10:24:31] <JT-Shop> Houston we have ignition, cradek thanks for spotting that error for me :)
[10:24:54] <cradek> !
[10:59:28] <Cylly> re @ home
[11:00:49] <archivist> you can change nicks without rejoining :)
[11:12:26] <IchGuckLive> hi all B)
[11:12:31] <theos> hey
[11:12:56] <IchGuckLive> bad weather today in Germany
[11:13:12] <theos> end of the world?
[11:13:36] <DJ9DJ> huh, i hope not before friday!
[11:13:45] <DJ9DJ> have to make a few things clear til then ;)
[11:13:56] <IchGuckLive> 21 is the last O.O
[11:14:02] <theos> :;/
[11:35:15] <tjb1> r00t4rd3d would be happy…now on android
[11:39:52] <jdh> heh
[11:54:18] <IchGuckLive> someone had ever gone for Belt on Belt drive
[11:55:00] <IchGuckLive> i did a python script to calculate best pulley for given wanted precisi
[11:55:42] <IchGuckLive> if you use math.pi from python you can get ecellent numbers
[11:55:50] <IchGuckLive> with 3.14 not
[11:58:10] <IchGuckLive> i did not know till know and you know that i do so many with timing belts that there are also all formulars
[11:58:22] <IchGuckLive> D0=Z*t/pi
[12:05:23] <IchGuckLive> tjb1: hopping inet connection ?
[12:08:13] <tjb1> new phone
[12:09:47] <IchGuckLive> bad provider
[12:11:00] <itesm_mty> Hi, i have a couple of articles related with LinuxCNC that i would like to add to the list on:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Case_Studies the articles are in Spanish and im the author, i have the hyper link from the publisher, could some administrator help me ?
[12:12:46] <IchGuckLive> please mail the Articles to the Mailinglist
[12:13:38] <tjb1> No not bad provider, I didnt buy tethering app yet
[12:14:11] <IchGuckLive> B)
[12:18:15] <Aero-Tec> had power outage, did I miss anything?
[12:18:46] <tjb1> Tons
[12:19:42] <IchGuckLive> Aero-Tec: you missed santa
[12:26:17] <Aero-Tec> :~(
[12:26:20] <Aero-Tec> lol
[12:36:03] <IchGuckLive> *<|:-)
[12:59:50] <IchGuckLive> tjb1 logging in without logging out thar is cool B)
[13:00:37] <tjb1_> skills :)
[13:01:10] <tjb1> I got this
[13:01:12] <IchGuckLive> so bad that the emotions on this cannel are only standard
[13:01:27] <jdh> ?
[13:01:55] <tjb1> Im only 2-3 miles away from 4G service :(
[13:02:31] <IchGuckLive> no problem to you
[13:02:37] <IchGuckLive> it works
[13:24:22] <tjb1> Rooting phone, if not back in 15 minutes you know I messed up. Send the magical android fairy if thats the case.
[13:24:29] <jdh> what phone?
[13:24:34] <tjb1> galaxy s3
[13:24:36] <jdh> heh
[13:25:08] <jdh> with the a+wr everything
[13:25:19] <tjb1> a+wr?
[13:25:45] <skunkworks> I rooted my color nook. Running Jelly Bean. working quite well
[13:26:06] <IchGuckLive> im off by
[13:26:15] <tjb1> Im already on jellybean, trying to get rid of the stupid ongoing notifications
[13:26:44] <skunkworks> I don't remember what was on it originally - Never used it. Got it to root it
[13:31:07] <jdh> fing (in android app store) is kind of cool for network discovery
[13:38:13] <tjb1> heimdall didnt work
[13:52:52] <tjb1> jdh: are you skilled with the rooting procedure?
[13:55:53] <andypugh> I have a feeling that "rooting" has quite a different meaning in Aus. (and, to an extent, in the UK where "I am rooting for you" means "I hope you succeed")
[13:56:27] <skunkworks> same here..
[13:56:51] <skunkworks> but in these terms it means similar to being root in linux
[13:57:05] <tjb1> Well I found another tutorial…hopefully I will be back
[13:57:54] <skunkworks> (gaining root access to your device)
[14:25:13] <tjb1> well im done playing with it before I brick it...
[14:32:50] <jdh> looks like it's workign well for you.
[15:21:31] <andypugh> Any tricks for measuring a partial radius (less than 70 degrees)
[15:22:38] <cradek> how precisely?
[15:23:03] <andypugh> Thinking about it, measuring the part is the silly way.
[15:23:08] <cradek> haha
[15:23:26] <andypugh> I can measure the distance from the boring tool to the last cut at maximum.
[15:23:42] <andypugh> (I didn't mention how I was machining it)
[15:23:47] <cradek> I'd probe three points using my mill's probe, but it would have to be manually axis-aligned
[15:24:12] <cradek> oh it's something you're boring. inside or outside?
[15:24:18] <andypugh> It would als (in this case) involve removing the boring tool.
[15:24:31] <andypugh> Inside radius.
[15:24:51] <andypugh> It's just a silly little bracket to fit on an existing cover.
[15:25:07] <andypugh> It might be easier to machine the mating part flat.
[15:25:40] <andypugh> Hmm, yes, that seems to make far more sense.
[15:25:41] <cradek> oh then certianly just measure your boring head's diameter
[15:26:08] <andypugh> Well, measuring the head diameter is not the easiest thing
[15:26:27] <cradek> I was trying to picture how to stack gage blocks or something...
[15:27:38] <andypugh> I think a vernier caliper in depth-gauge mode from the tool tip to what it last cut ough to work. Or maybe even a block of scrap material to also get cut.
[15:29:02] <cradek> yeah except the depth poker is always flat on the end
[15:29:22] <cradek> you can get close enough
[15:30:16] <cradek> or yeah, mount a second piece of material across from it, just touching the boring tool. after you bore them both on the same setting you can measure it directly
[15:31:02] <andypugh> Probably the way to go.
[15:31:06] <cradek> or duh, measure it with your mill using an edge finder. you know where the center is!
[15:31:26] <andypugh> I just decided that I like that better than the other way, I get proper control of centre distance then.
[15:32:28] <andypugh> This will probably be made on the nastymill. So I don't trust the repeatability if I put the boring head back in for the next cut.
[15:32:57] <cradek> oh gotcha. you need to measure it without moving anything!
[15:33:25] <cradek> you'll get better finish if you bore a whole circle - two birds
[15:33:32] <andypugh> Though... The NiceMill now has a Y-axis DRO, so I could use that. It is a rather an expensive DRO, being a servo motor, resolver and 7i49. :-)
[15:33:43] <skunkworks> heh
[15:34:34] <andypugh> Using a 5" x 3" square of material for a 2" x 2" part seems wasteful :-)
[15:34:45] <JT-Shop> saw
[15:42:30] <andypugh> Mounting a resolver on the existing back cover of the mill.
http://imagebin.org/239720
[15:43:45] <andypugh> It's the ideal place for it for hobbing with the horizontal spindle, not 100% ideal for rigid-tapping with the vertical.
[15:51:19] <JT-Shop> been banging my head against that radius subroutine off and on all weekend... all the parts are done. cradek thanks again for taking the time to look at it... I coudn't see the forest for the trees.
[15:52:59] <cradek> welcome! send scotch or chocolate.
[15:57:35] <skunkworks> scotch?
[15:57:38] <skunkworks> Really?
[15:59:05] <cradek> in florida I tried "peat monster" which was ... pretty awful
[15:59:31] <cradek> it's amazing how closely it tastes like dirt smells
[15:59:38] <skunkworks> heh
[15:59:51] <cradek> not like household dirt - I mean like good strong smelling garden soil
[16:00:07] <skunkworks> Rich ;)
[16:00:28] <cradek> yeah, and no thanks, don't have to try it again. it was interesting.
[16:14:43] <andypugh> Tallisker is rather distinctive.
[16:15:22] <andypugh> Though I think my preferred version is Highland Park (Which, oddly, is not from the Highalnds)
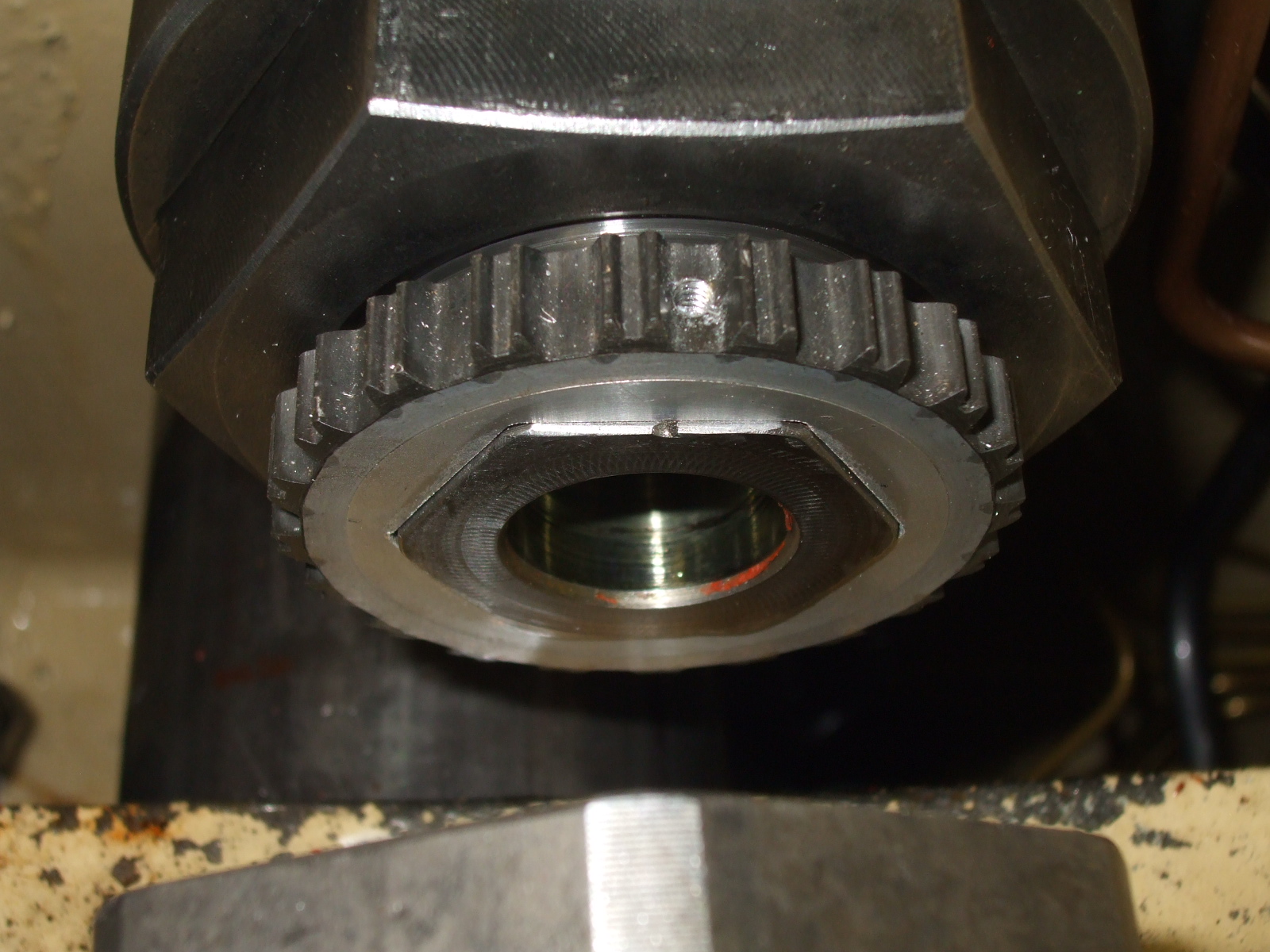
[16:20:35] <andypugh> Now, do I attempt to cut toothed-belt teeth on the existing locknut on the spindle, or machine a register and press on a commercially-made pulley whittled down to a almost just the teeth?
[16:26:00] <skunkworks> andypugh,
http://electronicsam.com/images/KandT/conversion/spindle/spindletiminggear.JPG
[16:26:02] <DJ9DJ> gn8
[16:26:36] <andypugh> Neat.
[16:26:54] <andypugh> My locknut is cylindrical with pin-spanner holes
[16:27:11] <andypugh> (I best check they are not lock-screw holes...
[16:28:08] <skunkworks> http://electronicsam.com/images/KandT/conversion/spindle/timinggear.JPG
[16:28:26] <andypugh> I have a cunning plan. I can buy a 12mm wide pulley and make it onto two. (Solves the problem of workholding when making a tiny thin one)
[16:28:53] <skunkworks> http://electronicsam.com/images/KandT/conversion/spindle/spindleencoder.JPG
[16:29:21] <skunkworks> we blew the bearing out of the first encoder... We added a bearing to the second attempt
[16:30:03] <andypugh> What's the idea of that funny skip-tooth belt/pulley?
[16:30:39] <skunkworks> it was out of a line printer iirc
[16:30:59] <skunkworks> we re-cycle...
[16:31:03] <skunkworks> ;)
[16:32:00] * mrsun have put OSB boards on walls and "gypsum?" in the ceiling of his woodworking shop today! yeah! =)
[16:32:30] <andypugh> mrsun: Gypsum board? (Plasterboard)
[16:32:40] <mrsun> plasterboard yeah .. i guess thats what its called
[16:32:48] <mrsun> stuff you build walls/ceilings with :P
[16:33:18] <mrsun> now its just the finnishing touches to the roof etc left and i can start populating it =)
[16:33:44] <mrsun> from shed that was sunken into the ground to lifted up and fixed up in a little over a year .. single handed =)
[16:34:09] <mrsun> tho i wish i would havee just destroyed it and built totaly new ... :p
[16:35:19] <mrsun> http://sphotos-f.ak.fbcdn.net/hphotos-ak-snc6/603178_10151291801103648_176714904_n.jpg http://sphotos-h.ak.fbcdn.net/hphotos-ak-ash4/406650_10151291800483648_169308544_n.jpg
[16:35:21] <mrsun> =)
[16:37:37] <mrsun> sadly do not have any pictures of the state of it when i began :/
[16:37:46] <mrsun> bottom part was totaly rotten away ...
[16:42:01] <Valen> designing new router/Al mill
[16:42:25] <Valen> we are thinking of putting the spindle inside a 150mm dia Al tube thats then wrapped in carbon fiber
[16:42:51] <Valen> mainly using the CF overwrap to dampen the spindle, any thaughts?
[16:44:20] <andypugh> Any reason to think that will work?
[16:44:51] <andypugh> It will look cool, but it seems like a lot of trouble to go to withouy knowing that it works.
[16:45:10] <Valen> gut feel mainly
[16:45:44] <Valen> if you want to put fancy pants reasons on it the impedance mismatch between the Al and the CF We feel would act as a dampener
[16:46:46] <Valen> we started out with a U shaped channel in Al and figured that would act as an excellent sounding board
[16:48:13] <andypugh> I can see that.
[16:49:23] <Valen> the gantry is going to be an L shaped profile of carbon fiber over a foam core
[16:50:20] <Valen> (dad was in composites for ~30 years so that part doesn't hold much fear for us lol)
[16:50:49] <Valen> I figure a tube with the spindle inside it is probably the best in terms of strength/weight that one can get
[16:51:01] <andypugh> Well, if it's familiar tech and you have the materials, then let us know if it works :-)
[16:51:53] <andypugh> I have been planning out a belt drive for my resolver. But most I see around are gear driven. I can see that gear drive puts less force on the resolver shaft.
[16:52:14] <Valen> wouldn't it add more backlash though?
[16:52:21] <Valen> we are doing spinning ball nuts too
[16:52:26] <Jymmm> https://www.youtube.com/watch?v=2Sar5WT76kE
[16:52:30] <Valen> how are you getting oil into yours?
[16:53:11] <andypugh> I am thinking of small-pitch gears in plastic, moderately tightly meshed.
[16:54:33] <andypugh> I haven't given much thought to lubrication. I imagine I will smear the ballscrew with grease once every seldom :-)
[16:54:41] <Valen> Jymmm: nice
[16:55:15] <andypugh> Though I have plans for a central oiling sytem and might try to make something better happen.
[16:55:20] <Valen> ROFL at the astronaught
[16:57:41] <Valen> I figured the wipers on the nuts would take off most any lube coming from outside the nut
[16:58:46] <andypugh> You are probably right.
[16:59:24] <Valen> we are trying to do something where we inject oil throught he axial bearings and have it drain into the nut
[16:59:55] <andypugh> I will be using a sealed bearing. So that can probably be used to keep oil on a space that communicates with the ballnut.
[17:00:03] <andypugh> Certainly something to look at.
[17:00:28] <Valen> might be sealed, don't know if it'll be up to running with oil against it though
[17:00:37] <Valen> (with out filling up and spilling out the other side lol)
[17:00:59] <andypugh> It only needs to persuade the oil to take an easier route. I could even pull out the seal on the lube-side.
[17:01:14] <andypugh> Hmm, food for thought
[17:01:15] <Valen> true
[17:03:07] <andypugh> And I have decided that I need to break out the hobbing system again for my Resolver drive. I then have the option later of matching the vertical spindle ratio if I change it (currently 1:1 but 2:1 was an option)
[17:03:50] <Valen> why use resolvers over encoders?
[17:05:52] <andypugh> I have 3 spare resolver channels, and no encoder channels :-)
[17:06:00] <Valen> what on?
[17:06:07] <andypugh> 5i23
[17:06:35] <Valen> its just software, get a new one rolled for you ;-P
[17:06:43] <tjb1> Mmm yes, connected to 4g
http://www.speedtest.net/result/2379014942.png
[17:07:00] <andypugh> I do have 2 encoder channels on the 7i39 board, but they have jobs. I also have spares on the 7i73, but those have no index.
[17:07:02] <Valen> 126ms ping on 4g? sucky
[17:07:59] <tjb1> Valen: Im on the very edge of the 4G
[17:08:18] <tjb1> Im not even sure how it picked it up…I can barely hold 1X at certain spots in the house
[17:08:18] <Valen> still shouldn't bother the ping, the transfer rate sure
[17:09:06] <andypugh> http://www.speedtest.net/result/2379018351.png
[17:09:21] <Valen> I hate you
[17:09:28] <tjb1> I hate him too
[17:09:43] <Valen> when my NBN comes your going down!
[17:09:45] <Valen> fiber to the home
[17:10:06] <Valen> 100 down 40 up i think they were offering
[17:10:09] <Valen> might have been 60
[17:10:16] <andypugh> Aye, I only have fibre to the end of the street.
[17:10:30] <Valen> opposition is trying to push it that way
[17:10:33] <Valen> bunch of wankers
[17:10:34] <jdh> tjb1: not for that device.
[17:10:44] <Valen> http://www.speedtest.net/result/2379020471.png
[17:10:49] <tjb1> I gave up jdh, too many things to go wrong
[17:11:03] <andypugh> Upload is horrible.
[17:11:08] <tjb1> Oh Valen, im in PA connecting to a server in Michigan
[17:11:18] <jdh> I would have thought it would be trivial after the last day or two.
[17:11:22] <Valen> mine? yeah, the sad thing is thats actually pretty good
[17:11:25] <andypugh> TBH 20Meg down is fine. That's what I had until last weekend.
[17:11:45] <Valen> I moved to cable to get that, on adsl i was getting 6
[17:12:28] <Valen> the best upload I can get without doing silly stuff is 2mbit with adsl annex M
[17:13:29] <Valen> I think its silly wanting to have "competition" for infrastructure
[17:15:45] <tjb1> Valen: Here is a closer server -
http://www.speedtest.net/result/2379027249.png
[17:15:53] <Valen> running cable and fiber and copper to the home is just going to wind up being more expensive for the end user
[17:16:19] <tjb1> Even close server I get 8.4 down :)
[17:17:40] <tjb1> Hell of an upgrade considering on 3G I get like 1.2 down
[18:13:45] <Valen> do needle roller bearings come with an inner race?
[18:14:23] <andypugh> Some do, some don't. You can generally buy an inner race when they don't
[18:14:39] <andypugh> Quite often they bear directly on the shaft.
[18:14:58] <Valen> hmm, that probably wouldn't work too well for me thn
[18:15:00] <Valen> then
[18:15:29] <Valen> http://www.robowars.org/forum/viewtopic.php?p=79486 is my robot wars robot
[18:15:37] <Valen> you can see there are some issues with the bearings
[18:16:22] <Valen> but a needle bearing wont give any vertical support which is kinda needed
[18:24:40] <andypugh> It's a lot smaller than mine was :-)
[18:25:31] <andypugh> Track Roller bearings are what you want. But I doubt that they exist that small
[18:28:44] <Valen> arent those just normal bearings with a groove cut in the outer race?
[18:30:39] <andypugh> http://www.linearbearings.com.au/Portals/0/Cam%20Followers.pdf
[18:31:43] <Valen> wont handle thrust loads too well though
[18:31:57] <andypugh> Possibly well enough.
[18:32:32] <andypugh> Hardened steel on hardened steel is actually quite a good bearing. It was used a lot in lathe headstocks.
[18:33:07] <Valen> also I want like 6mm ID 12mm OD or so
[18:34:19] <andypugh> They do 4mm stud, 12OD. or 6mm stud, 16OD.
[18:34:59] <Valen> The other thing is i need to have as little friction as possib
[18:35:00] <Valen> ble
[18:35:10] <Valen> so the one with the thrust balls would be needed
[18:36:29] <andypugh> Track Rollers have angular contact bearings:
http://simplybearings.co.uk/shop/p42804/LFR50/8-62Z+Yoke+Type+Track+Roller+with+U+Groove+8x24x11mm/product_info.html
[18:36:48] <andypugh> But I doubt that they exiss small enough.
[18:37:28] <andypugh> Your undelying problem is that if you want to break anything bigger than the bearings, then the bearings will break..
[18:37:55] <andypugh> (Not _exactly_ true, as they are somewhat protected by the mass of the ring)
[18:38:07] <Valen> the theory was that the bearings only need to move the inside of the bot
[18:38:16] <Valen> ~.5kg, vs the ring at ~1kg
[18:40:20] <andypugh> I think it might be worth trying with plain bearings.
[18:40:32] <Valen> thats what I did use
[18:40:37] <Valen> thats what exploded
[18:40:42] <andypugh> Simple bronze bushes.
[18:41:12] <Valen> I thought about those but it'll drastically increase the rolling friction
[18:41:24] <Valen> thats what sets the limit on the RPM and hence weapon power
[18:41:36] <andypugh> Maybe less than you think. It's only an hour on the lathe to find out..
[18:41:44] <Valen> bit more
[18:41:53] <Valen> i need to make a new frame as that one got bent as well
[18:42:19] <andypugh> As an experiment I would say straighten that frame and try bushes.
[18:42:41] <andypugh> Id you need bigger bearings then you will need a different design.
[18:45:19] <Valen> I was thinking of making a new design anyway
[18:45:36] <Valen> not sure it'll make enough of a difference though
[18:45:37] <andypugh> There are these, but they also lack any obvious thrust capability.
http://docs-europe.electrocomponents.com/webdocs/0bca/0900766b80bca275.pdf
[18:46:20] <Valen> I wonder about making a needle/ball combo and having it inside a roller that interfaces with the ring
[18:46:46] <tronwizard> have you looked into thrust bearings?
[18:46:52] <andypugh> Do you have space?
[18:47:08] <Valen> smaller is better, but I do have some vertical room
[18:47:23] <Valen> but the bearing can only interface with the ring over a small area
[18:47:37] <Valen> (got to have room for motor stuff on the ring too
[18:49:16] <andypugh> http://simplybearings.co.uk/shop/p556491/NKIA5901+Budget+Needle+Roller+/+Angular+Contact+Ball+Bearing+12x24x16mm/product_info.html
[18:49:31] <andypugh> You probably would need the NKIB patttern.
[18:49:45] <andypugh> I hope you are wealthy.
[18:50:26] <Valen> lol nope
[18:52:13] <andypugh> To be honest by the time you are up to that size (25 OD x 17 wide) any bearing would probably cope.
[18:53:58] <andypugh> The trick might be to mount rollers on some form of snubbing mount and have the ring on the rollers. So under no load the ring runs on little mounts, but under shock load the roller movesand takes the load on a solid surface.
[18:54:32] <andypugh> I lost the ability to compile meaningful sentences part way through that.
[18:54:47] <andypugh> Under no load the ring runs on little bearings...
[18:56:30] <Valen> i know what you mean
[18:56:52] <Valen> we were thinking about rubber mounting the bearings and then letting the ring hit some bushes when it hits
[18:57:43] <andypugh> Same idea as mine, basically. Only simpler and better :-)
[18:58:00] <andypugh> Time to sleep, for me, anyway.
[19:14:25] <tjb1> JT-Shop: So your thc is activated during piercing too? interesting...
[19:15:33] <JT-Shop> yes
[19:26:31] <tjb1> How does that work out during the pierce?
[19:29:54] <JT-Shop> how would you expect it to work?
[19:34:54] <tjb1> Diving when it starts the arc
[19:37:34] <JT-Shop> guess again
[19:43:45] <JT-Shop> time to give up and go stop the bleeding...
[20:27:48] <tjb1> Aww yeah, good guy phone connected to LTE when downloading the new firmware for my iPhone
[20:27:57] <tjb1> 884 MB file in 9 minutes
[22:52:41] <abetusk> So I think I blew out a stepper motor, but I don't know how I did it. I think I was trying to drive it to fast at one point. It then just stopped working. Does anyone have an idea of why it might have died and how to avoid it in the future?
[23:33:23] <tronwizard> abetusk: did you rset and drive it at the previous rate?
[23:39:12] <abetusk> The motor is not even holding position
[23:39:23] <abetusk> I did reset the whole system
[23:39:34] <abetusk> I drove it at a rate that other motors worked at to no effect
[23:48:38] <tjb1> rooted :)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}