Back
[00:02:53] <Valen> pcw_home: how do you make a bad cable for a mesa card?
[00:03:07] <Valen> i mean 50 pin ribbon cables aren't exactly a challenge
[00:03:58] <Valen> oh I think we finally managed to blow one of the channels on our 7i40
[00:06:20] <Valen> (we won't be claiming warranty ;-> I ran some 25 guage wires directly off all the fets to bypass the current limit ;->, been pushing 20+A through them for a year or more)
[00:09:28] <icee> zomg zomg zomg zomg zomg zomg i got my laser
[00:09:37] <icee> time to go lase things kthxbai
[00:09:38] <Valen> is it a "freekin lazor"?
[00:10:03] <Valen> omgwtfbbq I think i just came up with the name for my laser cutter model
[00:14:36] <icee> apparently not time to lase things
[00:14:44] <icee> apparenlty time to spend hours fiddling with mirrors for alignment
[00:14:49] <Valen> lol
[00:26:34] <L84Supper> just FYI depth perception is much better with 2 intact eyes than 1
[00:45:24] <icee> sadly
[00:45:28] <icee> i have no depth perception to begin with
[00:45:52] <icee> so as long as i keep one eye closed when i'm zappin' i figure i'm good
[00:51:45] <mrsun> depth perception is stuff like you can see how far away stuff is right ?
[00:52:30] <mrsun> in short distances i can .. in big i cant :/ i can stand waiting on a car at a X road to find that it was far far away when it finaly got to me but i didnt dare go cause i cant see how far away it is =)
[00:52:43] <mrsun> hurts my abaility to see 3d movies also :/
[00:53:39] <icee> yah, that's what it's like for me too mrsun.. my brain doesn't use the cues from both eyes to figure depth
[01:27:00] <Valen> icee: you aren't glen are you?
[01:27:26] <Jymmm> mrsun: How many fingers am I holding up?
[01:27:30] <Valen> mrsun: 3d movies are crap with good depth perception (i'd actually say worse)
[01:27:54] <Valen> the "3d" only does one aspect of depth and I get terrible eye strain from the absence of changes in focus
[02:02:16] <icee> valen: nope
[02:10:32] <DJ9DJ> moin
[04:10:07] <Loetmichel> mornin'
[04:10:54] <cblack30> Morning
[05:11:35] <RyanS> how do USB motion controllers deal with the limitations of USB?.. e.g. you can't run a gecko G540 via a USB to parallel converter (I've read something about that being too slow or indirect)
[05:26:21] <awallin> you can send a stream of commands one-way over usb
[05:26:40] <awallin> the problems are with feedback, i.e. send a command, then quickly get a response, then send the next, etc.
[05:42:00] <archivist> RyanS, the steps must arrive on time with consistent delay, that cannot happen over usb
[05:49:40] <awallin> archivist, RyanS: don't you think the usb motioncontrollers all send some high-level commands over usb, and have step generation on the usb-board. for open-loop machines that will work. i.e. the lpkf pcb-routers I have used all use something similar-ish to HPGL over RS232. works fine. but no feedback control.
[05:50:14] <RyanS> so USB motion control units like Smoothstepper could mess up the part being machined because the feedback isnt there?
[05:50:27] <cblack30> A good usb motion controller will handle all it's control onboard, only taking simple commands from the host such as "move to 3". For instance in a usb stepper controller the host computer would send a command "move 3000 steps over 1.2s". It would then be up to the usb device to queue up this command and properly output steps to the motors.
[05:51:23] <awallin> any open-loop approach will fail if the motors loose steps
[05:52:13] <RyanS> However most hobbyist CNC routers (which is what I'm looking at) are open-loop stepper based right?
[05:53:13] <awallin> depends on how you define hobbyist... some people in this channel have the cnc-fever pretty bad :)
[05:53:42] <jthornton> and many use cnc for production work
[05:53:58] <awallin> if you are spending 5k on tools vices toolholders etc etc anyway then servos makes a lot of sense
[05:54:15] <RyanS> hmm $3000 < routers I'm talking about
[05:54:16] <cblack30> Most stepper controlled machines are open loop, as long as sized properly you wont have any issues
[05:54:24] <awallin> if you are trying to spend <1k to do some small easy stuff then steppers are a cheaper way to start
[05:54:48] <jthornton> yea you don't want no whimpy stepper driving the Z when you rapid a 1" end mill into the vise
[05:55:23] <awallin> linuxcnc potentially makes the servo option quite similarly priced to a stepper solution..
[05:56:31] <RyanS> so what would be some of the main causes of an open loop system missing steps?
[05:56:33] <cblack30> Hit up ebay, you can easily find used servo motors with drives fairly cheap.
[05:58:19] <awallin> RyanS: steppers can work much better in applications where there are no or little cutting forces, like reprap 3d printer, or a laser cutter. with a mill there are big and variable cutting forces. if the holding torque of the motor is exceeded you loose a step
[05:59:19] <awallin> pcb-milling is another example where the cutting forces are small
[05:59:58] <RyanS> servos would be overkill for a wood, plastic & aluminium cutting router of say 600x400mm bed size?
[06:00:35] <awallin> that description doesn't define the cutting forces sufficiently
[06:00:57] <awallin> try spindle power, cutter diameter, depth-of-cut, and feedrate specifications instead
[06:01:13] <archivist> and depends how well constructed it is too
[06:01:39] <archivist> no backlash and play on a servo system
[06:02:45] <cblack30> no backlash?
[06:02:55] <RyanS> hmm 1.5kw, 6mm, conservative cut depth whatever that may be
[06:03:30] <archivist> backlash= play or lost motion in the drive
[06:05:46] <awallin> 1.5kW with a 6mm cutter and 1-2mm width of cut should be ok, at a slow feedrate, in aluminium. if you plan to make parts that need a lot of roughing however get servos..
[06:06:27] <awallin> and that will need lots of coolant, so better build an enclosure for the mill and a re-circulating coolant system
[06:07:36] <awallin> if you stick to plastic and wood just a vacuum cleaner to take away the dust might be enough. bigger parts in aluminium is a completely different world
[06:09:29] <RyanS> essentially the Chinese 6040 with 1.5kw spindle ..... Apparently is prett solid build quality, ball screws , 150N.cm steppers ... it can do some light aluminium machining I've heard, it's primarily a wood router
[06:09:55] <RyanS> and the controller is shit
[06:10:03] <RyanS> however
[06:11:21] <RyanS> Not much Z axis travel :(
[06:11:45] <awallin> so the biggest steppers you can fit/afoord, geckodrives, and linuxcnc over parallel port would be the budget upgrade I think
[06:11:50] <awallin> afford
[06:15:19] <RyanS> http://www.carving-cnc.com/cnc6040-series/cnc-6040z-s80-new-router-engraver-drilling-and-milling-machine.html there is a few suggestions on CNC zone that it is cheaper to order this with electronics, gut the control box for a G540
[06:20:49] <awallin> the psu and switches from that box are probably re-usable. if experience says the control is otherwise bad then a swap for geckordives is probably worth it
[06:23:03] <RyanS> hmm I don't see why you could tram the frame on one of those machines surely there is every chance it could be out of alignment
[06:23:53] <archivist> nothing is perfect, but how good do you need
[06:24:22] <archivist> I wonder what drivers are in the box
[06:27:11] <RyanS> There are some pictures umm,
http://www.carving-cnc.com/cnc-diy-accessories/cnc-stepping-drive/t65-3a-stepper-motor-driver.html
[06:27:50] <RyanS> Not really much information
[06:28:37] <archivist> enough to know its a cheaper driver
[06:31:01] <RyanS> There is a thread on CNC zone about it.. I'm surprised there isn't more talk about the quality of the VFD
[06:36:03] <RyanS> http://www.automationtechnologiesinc.com/products-page/cnc-spindle/atc-spindle ghaasp now this is a beast
[07:59:05] <jthornton> is there any way to tell what the current file name loaded with the python interface?
[08:02:17] <cpresser> jthornton: yes, via nml. take a look at emctop
[08:03:29] * jthornton looks for emctop
[08:03:57] <cpresser> actually i wrote a simple userspace comp which also includes code for that
[08:04:08] <cpresser> but since i am not at work, i cant send you the code
[08:04:45] <jthornton> I'm working on a custom gui using the python interface and glade and python
[08:05:28] <jthornton> I guess if I roll my own file chooser instead of using the GaldeVCP one I will have that info
[08:07:16] <jthornton> I don't see where the hal_open action has the current file name
[08:39:01] <JT-Shop> andypugh: yes
[08:39:21] <andypugh> Huh?
[08:39:32] <JT-Shop> you asked if I was here
[08:39:54] <andypugh> I did. About 12 hours ago.
[08:40:48] <archivist> time flies
[08:41:11] <JT-Shop> yes, it was a nice long nap
[08:47:40] <JT-Shop> do you still need me for something?
[08:49:57] <andypugh> Just a metal-spinning question
[08:50:17] <andypugh> Did you look at the photo?
[08:50:49] <JT-Shop> no, let me scroll back
[08:51:11] <andypugh> No need
[08:51:12] <andypugh> https://picasaweb.google.com/lh/photo/pYomg8CstFoxtFfEtJZyxNMTjNZETYmyPJy0liipFm0?feat=directlink
[08:51:51] <JT-Shop> interesting
[08:52:14] <JT-Shop> is the top silver soldered to the dish?
[08:52:16] <andypugh> Someone tried to repair/reinforce the rim by stretching and rolling it round a copper ring, anf that turned out to be rather counterproductive.
[08:52:52] <andypugh> I am trying to figure out how to fix it.
[08:52:53] <JT-Shop> oh I see now, I though it was sitting in a bowl or something
[08:53:34] <JT-Shop> when I was spinning the test parts often I needed a backup tool to keep the wrinkes from forming
[08:54:17] <JT-Shop> as soon as I noticed wrinkels starting I backed up the metal then used my tool to push to the backup and that removed the wrinkles
[08:54:24] <andypugh> I think I will end up cutting off the outer part of the rim and making a new edge to weld/solder on.
[08:54:46] <JT-Shop> what is the material?
[08:54:51] <andypugh> Pewter
[08:55:26] <andypugh> First job, find a source of pewter sheet
[08:55:55] <JT-Shop> have you attempted to use a small hammer to remove the wrinkles yet?
[08:57:03] <andypugh> No, I am planning to look at it and think for a week or so.
[08:57:13] <andypugh> It has a certain history.
[08:57:25] <JT-Shop> that is always a good plan
[08:57:30] <archivist> my local scrap yard tends to keep pewter items as little value, get some from scrap and recast/roll
[09:00:31] <archivist> http://www.pewtersheet.co.uk/
[09:01:36] <andypugh> I found them, and will send of a query next week.
[09:01:53] <archivist> ah that front page mentions how it is done by centrifugal casting too not spinning
[09:08:25] <andypugh> That lid was spun, I am fairly sure.
[09:11:35] <andypugh> And it seems to be made of two layers. There is a smaller inner lid soldered in.
[09:12:14] <archivist> could it just be a pressing too
[09:17:06] <andypugh> It was made as a one-off so I am fairly sure it is a pressing.
[09:17:23] <andypugh> Sorry, I am fairly sure it is a spinning.
[09:19:37] <andypugh> 8" diamter, by the way. There may be a lack of a sense of scale in the picture.
[09:20:51] <andypugh> In use, to give a sense of scale.
http://www.the22club.org/wp-content/gallery/90th-anniversary-dinner/img_6455.jpg
[09:24:29] <archivist> I wonder if a home brew miniature wheeling machine would help repair
[09:25:30] <archivist> with some wooden dollies to work against
[09:40:52] <IchGuckLive> hi all
[09:42:15] <IchGuckLive> for parport.0.reset-time is there a Default ?
[09:43:08] <JT-Shop> http://linuxcnc.org/docs/html/hal/parallel_port.html#_using_doublestep
[09:43:31] <IchGuckLive> :D
[09:44:27] <IchGuckLive> so best is to eliminate this function as Stepspace is on 2
[09:47:16] <IchGuckLive> JT-Shop: it is 2.3.5 so it might need this ?
[09:48:00] <IchGuckLive> i will test
[09:57:13] <JT-Shop> I don't remember when doublestep came out
[10:40:53] <skunkworks> pcw_home: that sucks. I am sure you have issues with people that just don't have enough resources to figure things out.
[10:41:16] <skunkworks> your boards work wonderfully for me :) very very good
[10:43:15] <pcw_home> Yes it does happen but not too often, we really dont have enough how-to info for beginners/hobbyists
[10:45:04] <skunkworks> maybe there needs to be some mentor program ;)
[10:45:38] <pcw_home> Sometimes I am amazed at what people do, like the Cincinnati lathe guy on the forum
[10:47:15] <skunkworks> yes - there are a few projects that I thought was never going to be finished.. (I am sure some thought that of me..) ;)
[10:47:27] <skunkworks> where
[10:47:31] <skunkworks> were
[10:49:29] <pcw_home> And his 50 HP spindle scared me
[10:50:40] <pcw_home> But he even has it tool changer working and says he's making parts
[10:52:18] <skunkworks> I think I saw a youtube
[10:55:34] <pcw_home> He had a lot of wiring with all those x4 24V in SSR racks
[10:55:42] <skunkworks> when things die down - I want to get our cincinnati going
[10:55:57] <skunkworks> ours is a dual turret
[10:56:25] <pcw_home> Yeah you've got a new baby right?
[10:56:39] <skunkworks> yes
[10:56:56] <skunkworks> we don't know why we waited so long :)
[10:56:59] <pcw_home> might keep you busy for 18 years or so
[10:57:19] <skunkworks> http://electronicsam.com/gallery/picture.php?/839/category/18
[10:57:27] <skunkworks> hope to put her to work at some point
[10:57:29] <skunkworks> ;)
[10:58:01] <pcw_home> Two happy people there
[10:58:07] <archivist> how do you cnc that?
[10:58:30] <skunkworks> I like the AI that is installed
[10:59:03] <pcw_home> learning machines
[11:01:57] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/cinclathe.JPG
[11:02:35] <skunkworks> I think we are going to try to get these working...
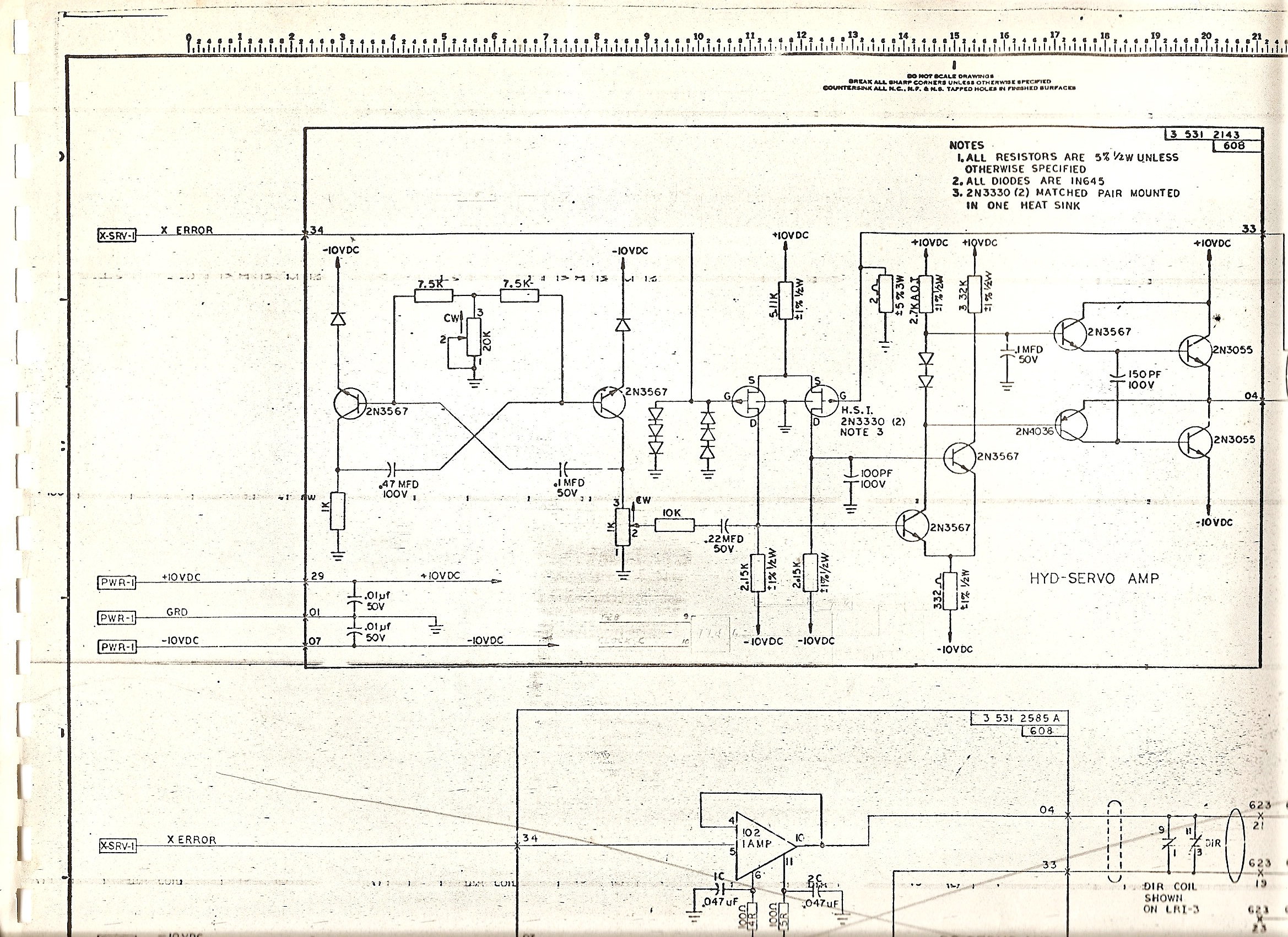
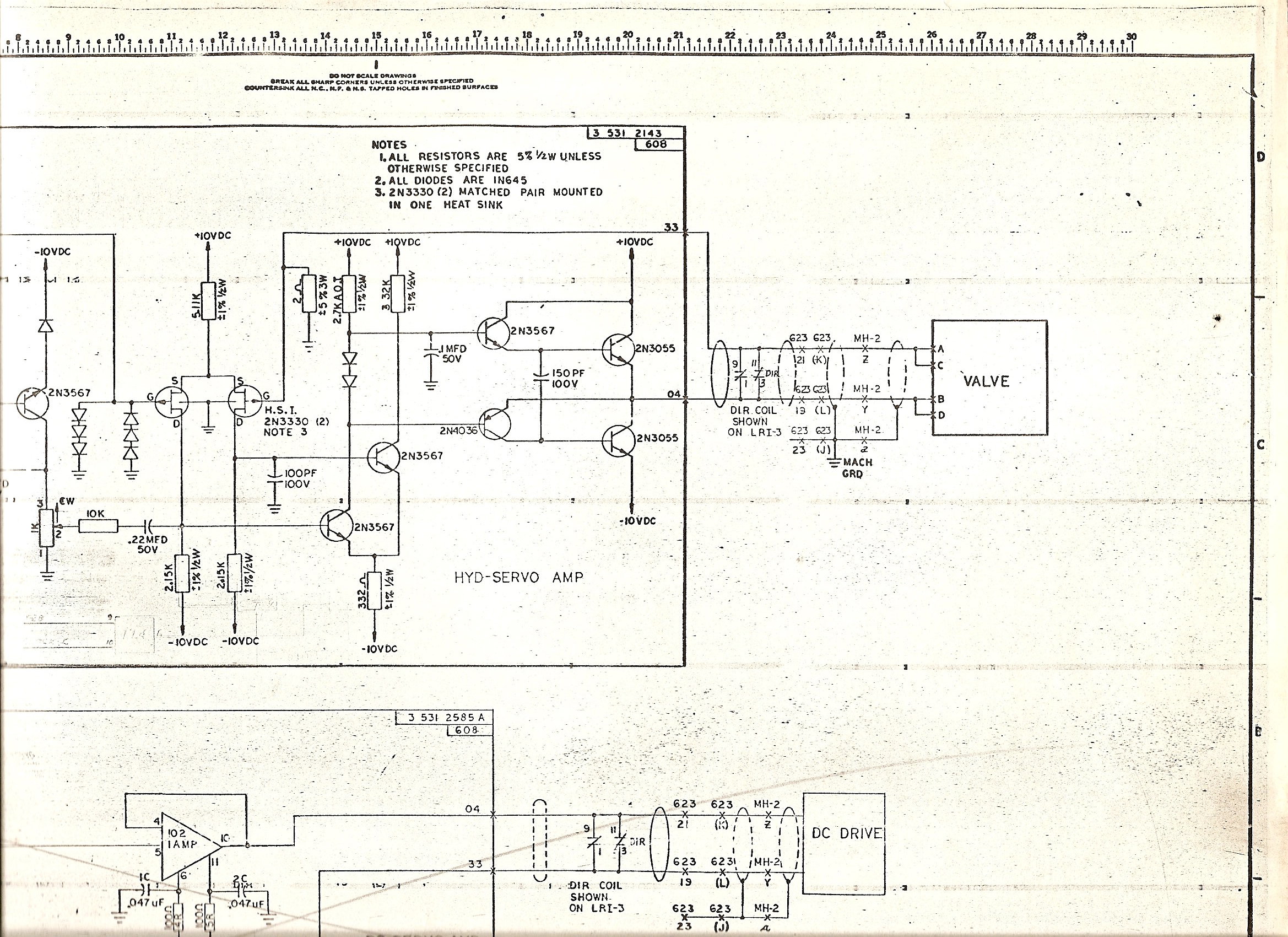
[11:02:37] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/valve.JPG
[11:03:20] <skunkworks> because we don't want to 'have' to replace this
[11:03:24] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/piston.JPG
[11:05:16] <skunkworks> http://www.youtube.com/watch?feature=player_embedded&v=v5x68Jqlevc
[11:05:20] <archivist> hmm beast
[11:06:01] <skunkworks> we had 2 - but decided one for parts was better
[11:06:14] <skunkworks> that one actually ran with the old control for a little while
[11:06:46] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/AcramatiV.JPG
[11:07:09] <skunkworks> it was newer than the k&t - actually had 7400 series ic's
[11:07:38] <archivist> I have a stock of 7400
[11:08:18] * jthornton wonders why the same file is in two places /usr/lib/pymodules/python2.6/touchy/mdi.py and /usr/share/pyshared/touchy/mdi.py
[11:10:17] <archivist> top middle tool turret looks interesting
[11:13:38] <pcw_home> Is the coil for that valve floating (so you could drive it with a bridge output)?
[11:15:19] <skunkworks> yes
[11:15:36] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/ampleft.jpg
[11:15:45] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/ampright.jpg
[11:16:01] <skunkworks> unfortunately - we threw the drives away...
[11:17:12] <archivist> mad, remaking wont be hard though
[11:17:49] <pcw_home> yeah a little Hbridge chip would do
[11:18:10] <pcw_home> with the wiggler implemented in HAL
[11:21:28] <pcw_home> or a power op-amp if you want to implement the same current output drive arrangement
[11:23:38] <pcw_home> the A3959 Hbridge chips we use on the 7I30 can be used in current output mode though they are probably not as accurate as a op amp at V to I
[11:48:15] <skunkworks> I wonder with the speed and mass of the axis - it may not be a problem
[11:56:15] <skunkworks> I think the cincinati also had a 50hp spindle. We removed it though..
[11:56:35] <awallin> anyone know if the LiveCD will work from USB-stick?
[11:56:57] <awallin> can the iso be copied with "dd" to usb stick?
[12:05:13] <awallin> I guess not..
[12:05:18] <skunkworks> I think so
[12:05:46] <skunkworks> I did it a long time ago... I think in 10.04 there is a mechanism for creating a bootable usb disk...
[12:06:08] <skunkworks> is it - 'startup disc creator'?
[12:06:49] <andypugh> awallin: Yes, use Startup Disc Creator and the ISO file. Works a treat
[12:09:33] <skunkworks> Hi andy
[12:27:04] <IchGuckLive> hi all Around the World
[12:30:08] <DJ9DJ> hi live-gucker
[12:30:23] <IchGuckLive> B( O.O
[12:30:39] <DJ9DJ> ?
[12:30:53] <IchGuckLive> just having fun
[12:31:01] <DJ9DJ> ah
[13:10:16] <pcw_home> Pretty quiet, this channel needs some Moondog
[13:10:18] <pcw_home> http://www.youtube.com/watch?v=rQ-ILt4CFsY
[13:16:04] <IchGuckLive> yea all milling very wel at themoment
[13:16:21] <IchGuckLive> i see Jupiter in bright night Clar 18F
[13:17:04] <pcw_home> rainy for a couples of days here
[13:51:34] <IchGuckLive> pcw_home: still strugeling with the servo here no Serial communication to get the motorfile into the drive
[13:52:01] <IchGuckLive> i managed to get some parameters into it so i can access now the Jogmode but then the servo stalls
[13:52:24] <IchGuckLive> it triggers back and foce about 10deg
[13:52:44] <IchGuckLive> if i git jog forward then reward
[13:52:54] <IchGuckLive> if i hit forward forward nothing
[13:54:05] <pcw_home> IS the drive set up for the particular motor/encoder? that would be the first thing (getting commutation right) symptoms of bad commutation are inability to spin the motor
[13:54:15] <IchGuckLive> maybe ishoudt get the encoder signal controlled so the Index is not on the A or B phase
[13:55:06] <IchGuckLive> pcw_home: i did what i think it is wright no other encoder motor connfig work
[13:55:41] <IchGuckLive> the file omron provided is giving me other things but i do not have the omron encoder for the servo
[13:56:28] <IchGuckLive> my main problem is that i now got 4 Servos same type the encoder are all the same but the datashieed gives me a other encoder type
[13:57:24] <IchGuckLive> it is 1 pulse index per rev in the manual and all encoder give me a nice clear serial signal i gess on the encoder index
[13:57:46] <IchGuckLive> so i gess maybe there are A quad B Serial
[13:58:10] <IchGuckLive> or somthing like that or absolute
[13:58:30] <IchGuckLive> i now mounted a standard A/B /Z to the Servo
[13:58:38] <IchGuckLive> and set this connfig up
[13:58:53] <Tom_itx> open collector encoders need pullups
[13:59:03] <IchGuckLive> that gives me after 5+ weeks a sign of Driver allive
[14:02:09] <IchGuckLive> the encoder is Dynapar E222048xx4x01
[14:07:17] <IchGuckLive> i think now that all the servos are ok but i simply got the wrong settings
[14:07:53] <IchGuckLive> as omron delivers costem made Camera Systems they may not have the standard Encoder inside the Servo
[14:07:54] <Tom_itx> http://www.encoder.com/cross-reference-dpar.html
[14:07:59] <AR_> i bought an old laptop on ebay with a dead harddrive for $28
[14:08:07] <AR_> bought new harddrive for $20
[14:08:15] <AR_> waiting for it to come so i can play with my cnc again
[14:08:38] <AR_> this laptop with parallel port will be much more convenient than the big old desktop i was using
[14:09:26] <IchGuckLive> Tom the cable layout is on the encoder printed
[14:10:10] <IchGuckLive> AR_: you will have fun with it
[14:14:16] <IchGuckLive> Tom_itx: i fixed some screws now and if i hit jog the servo turns without command slowly but there are only 10rpm in the parameter
[14:14:38] <IchGuckLive> i dont think it shoudt move without command
[14:15:37] <AR_> well, i need to rebuild my cnc
[14:15:41] <AR_> that's another problem
[14:22:13] <IchGuckLive> AR_: i did one this morning
[14:22:51] <IchGuckLive> as i came in the colegs garage it wars at 50mm/min
[14:23:04] <IchGuckLive> as i left it wars 2500mm/min O.O
[14:24:50] <IchGuckLive> Tom_itx: i messured a sin wave but im not shure if the sensor wire of the Scope where correct connected
[14:24:57] <IchGuckLive> sin as i touched the servo
[14:25:10] <IchGuckLive> i need to get my wire ploblems done first
[14:30:44] <IchGuckLive> http://mechmo.de/servo.jpg Photo place left of me
[14:31:05] <AR_> lol
[14:34:38] <IchGuckLive> winter is comming so lots of time to get a Servo moving
[14:35:21] <IchGuckLive> it turns even if it is not commanded that is better then a Driver Beroken fault starting from Feb 2012
[14:35:42] <IchGuckLive> Steppers Forever against Servos vorever
[14:36:14] <IchGuckLive> maybe on a price scale of 1000 USD per Axis it is working from the Start
[14:46:47] <IchGuckLive> ok im off have a nice weekend
[14:50:50] <Aero-Tec> not a fan of moondog, if fact I really do not like it at all
[15:29:35] <Aero-Tec> I love linuxCNC
[15:30:01] <Aero-Tec> it is nice, so much nicer then mach
[15:30:41] <Aero-Tec> hard to learn and to setup
[15:30:50] <Aero-Tec> but nice to use
[15:31:24] <Aero-Tec> I am happy happy happy...lol
[15:33:02] <adb> stop drinking ;-)
[15:35:24] <mrsun> hard to learn ?
[15:35:30] <mrsun> i found linuxcnc easier to setup then mach
[15:35:48] <mrsun> and that was as a total beginner =)
[16:18:08] <DJ9DJ> gn8
[19:01:38] <Aero-Tec> mrsun: guess you did not have any latency problems to track down and lathe spindle encoders to add
[19:02:07] <Aero-Tec> not sure I could have done it with out the help of the guys here
[19:02:37] <jthornton> so your cruising along now?
[19:02:49] <Aero-Tec> had to do some things with SMI as well as others
[19:02:53] <Aero-Tec> yes
[19:03:03] <jthornton> sweet!
[19:03:16] <Aero-Tec> as far as EMC is concerned
[19:03:34] <Aero-Tec> one of the barring in the new motor needs replacing
[19:03:46] <Aero-Tec> make a hell of a racket
[19:04:07] <jthornton> at least you know it needs attention
[19:04:30] <Aero-Tec> squeals every now and then
[19:05:08] <Aero-Tec> true, but a brand new motor should not need new bearings in just a few days
[19:05:27] <Aero-Tec> and I did not drop or over load the bearing
[19:05:45] <Tom_itx> chinese?
[19:06:05] <jthornton> depends on the quality or lack there of
[19:06:06] <Aero-Tec> the only other thing is the spindle speed keeps jumping every now and then
[19:06:15] <Aero-Tec> the original one was
[19:06:25] <Aero-Tec> it lasted about 15 years
[19:06:39] <Aero-Tec> the new one is made in the USA
[19:06:50] <Aero-Tec> brand name
[19:07:37] <Aero-Tec> paid 2 times more then if I went to automation direct
[19:08:02] <Aero-Tec> but needed it now, so could not wait the week it would have taken for shipping
[19:09:31] <Aero-Tec> I scoped the spindle index input and it is solid, but when I use the EMC scope the spindle input has a spike every now and then.
[19:10:01] <jthornton> noise on the line?
[19:10:06] <Aero-Tec> it is not the real input to the port as it is very solid
[19:10:18] <Aero-Tec> no, no noise at all
[19:10:22] <Aero-Tec> rock solid
[19:10:37] <Aero-Tec> but yes noise when it is inside the computer
[19:10:45] <Aero-Tec> so port is messed up
[19:11:02] <Aero-Tec> I am going to move to new input and try that
[19:11:16] <Aero-Tec> if that does not work then move to new port
[19:11:16] <jthornton> I had to ground my motherboard to the drive cabinet on my BP cause the drives were noisy
[19:11:23] <Aero-Tec> will have to install one
[19:12:07] <Aero-Tec> it should be grounded through the Pport cable
[19:12:16] <Aero-Tec> should it not?
[19:12:55] <jthornton> yea, but I needed a bigger bonding path to clear up the noise
[19:13:15] <Aero-Tec> I can see no noise at all on the output of the opto encoder but sure do see it when I look at what EMC sees
[19:13:27] <Aero-Tec> I may try that
[19:13:33] <Tom_itx> are all your wires shielded?
[19:13:44] <Tom_itx> motor and signal?
[19:13:53] <Aero-Tec> the new drives are much higher switching speed so that may be a problem
[19:14:02] <Aero-Tec> no
[19:14:11] <Tom_itx> it makes a big difference
[19:14:22] <Aero-Tec> but the noise is one spike even now and then
[19:14:27] <Tom_itx> i rewired mine with all shielded and it works fine
[19:14:54] <Aero-Tec> the real scope looking at the input line going onto the computer is rock solid,
[19:15:00] <Aero-Tec> nothing at all for noise
[19:15:09] <pcw_home> I would put a .001 uf or so capacitor at the parallel port or breakout input to gnd
[19:15:20] <Aero-Tec> but when using the EMC scope
[19:15:50] <Aero-Tec> I see this small quick spike every not and then
[19:15:59] <Aero-Tec> I did
[19:16:15] <Aero-Tec> and a pull down transistor
[19:16:54] <Aero-Tec> like I said the real world input to the Pport is rock solid
[19:17:22] <pcw_home> EMC's scope inherently pulse stretches so it could be a very short 1.5V noise spike that you might miss with a scope
[19:17:51] <Aero-Tec> I cranked the input voltage sensitivity way up and could not see that spike at all
[19:17:55] <Aero-Tec> nothing
[19:17:58] <Aero-Tec> not there
[19:18:41] <pcw_home> Not necessarily true its not a sensitivity thing but a trigger thing
[19:18:46] <Aero-Tec> it is something to do with the port chip or the port is damaged or some sort of very weird ground problem
[19:19:12] <pcw_home> I guarantee it will go away if you unplug the cable
[19:19:42] <roh> put schmitt-triggers into the line
[19:20:06] <pcw_home> RC followed by Schmitt trigger
[19:20:14] <roh> jap.
[19:20:47] <roh> and in noisy environments.. fibres or balanced lines and current loops.
[19:20:59] <Aero-Tec> thing is it worked for years with out any filter or transistor or anything at all
[19:21:24] <Aero-Tec> just a plain old opto
[19:21:45] <roh> parts change characteristics over time.. so maybe it was working borderline to not working but stable.. now it aged to trip over to the bad side
[19:21:59] <pcw_home> Other option is use the debounce comp in the base thread
[19:22:13] <pcw_home> (I think you can use it in the base thread)
[19:22:24] <Aero-Tec> I did that with mach to get it to work right
[19:22:58] <Aero-Tec> used debounce
[19:23:03] <pcw_home> Well there you go
[19:23:20] <pcw_home> you need to do the same with LinuxCNC
[19:23:29] <Aero-Tec> how?
[19:24:13] <pcw_home> First step is 'man debounce'
[19:24:43] <roh> sw can sometimes fix symptoms generated by hw... but it should not. fix the hw. much simpler and reliable in the end
[19:24:48] <pcw_home> Then find a hal example that uses the debounce comp
[19:25:38] <pcw_home> Ordinarily I would agree but debounce is very effective and reliable against spike noise
[19:25:50] <jthornton> john@zotac:~/emc-dev/configs$ grep -irl 'debounce' *
[19:25:50] <jthornton> boss/pid_test.hal
[19:25:50] <jthornton> boss/boss.hal
[19:25:50] <jthornton> demo_mazak/demo_mazak.hal
[19:25:50] <jthornton> lathe-pluto/lathe-pluto.hal
[19:25:51] <jthornton> smithy/1240combined_4axis.hal
[19:25:52] <jthornton> smithy/1240rutex_4axis.hal
[19:25:54] <jthornton> smithy/1240combined.hal
[19:25:56] <jthornton> smithy/1240rutex.hal
[19:26:02] <jthornton> take your pick
[19:26:17] <Aero-Tec> I have 2 caps on the input
[19:26:20] <pcw_home> in fact our hardware encoders use the same technique on the A/B/Z inputs
[19:26:27] <roh> pcw_home: true. but its usually a symptom of missing caps in input lines. even my chinese cnc driver boards have em
[19:26:36] <Aero-Tec> and a filter cap for power noise
[19:27:20] <pcw_home> The software ones also have the advantage of trivial time constant adjustments
[19:27:59] <Aero-Tec> I could not see this spike at all
[19:28:04] <pcw_home> Sometime you _dont_ want everything to be RC filtered
[19:28:48] <pcw_home> Well in any case. debounce should fix it
[19:28:53] <Aero-Tec> and with 2 filter caps connected to the Pport input for spindle index, that is all I have for the spindle right now
[19:29:17] <Aero-Tec> I can not see how I am getting any spike
[19:29:52] <pcw_home> could be ground bumping
[19:30:46] <pcw_home> its almost impossible to see what the parallel port sees unless you have a differential scope input
[19:31:07] <Aero-Tec> I know software debounce will work
[19:32:53] <pcw_home> Other options are cleaning up the noise source (common mode choke around the three spindle motor leads will help a lot)
[19:34:20] <Aero-Tec> the spindle motor is just a single phase 220 volt 1800 rpm motor
[19:34:43] <Aero-Tec> there should be no noise there
[19:35:41] <Aero-Tec> the spike is very erratic,
[19:35:58] <Aero-Tec> comes and goes
[19:36:20] <Aero-Tec> and no pattern at all that I can see
[19:37:09] <Aero-Tec> can get 2 or 3 jumps in rapid timing, and then nothing
[19:37:32] <Aero-Tec> most of the time it is just one every now and then
[19:37:46] <Aero-Tec> a bump here and a bump there
[19:38:01] <pcw_home> Oh I though it was driven by a VFD
[19:38:14] <Aero-Tec> I hope to be soon
[19:38:46] <Aero-Tec> will be putting new electronics in
[19:39:08] <pcw_home> So its just a fixed speed spindle motor?
[19:39:18] <Aero-Tec> 5i something and the 7i something to go with it
[19:39:32] <Aero-Tec> yes, for now
[19:40:15] <Aero-Tec> but what I get the 7i something board in I can add the spindle speed controller
[19:40:16] <pcw_home> I wonder if you have noise form some other obscure source (Static is one possibility)
[19:40:23] <Aero-Tec> that will be very sweet
[19:41:15] <Aero-Tec> 5i25 + 7i76
[19:41:40] <Aero-Tec> I believe that is what I should get
[19:42:07] <Aero-Tec> and the 7i76 should do motor speed control as well
[19:43:15] <Aero-Tec> started on a shoe string and have had to do things on the cheap
[19:43:40] <roh> Aero-Tec: ah.. its a motor with coals?
[19:43:54] <Aero-Tec> had to build up tooling and metal inventory
[19:44:24] <Aero-Tec> not that old...LOL
[19:44:37] <roh> well.. for contacts
[19:45:00] <roh> graphite blocks in slides with springs
[19:45:30] <Aero-Tec> no, just a AC 1800 RPM motor
[19:45:39] <Aero-Tec> has 2 startup caps
[19:45:49] <Aero-Tec> one for each direction
[19:46:07] <Aero-Tec> it is a nice motor
[19:46:17] <Aero-Tec> big and heavy
[19:46:39] <Aero-Tec> but want to get a 3 phase one and the vfd to go with it
[19:47:01] <Aero-Tec> was going to get it all from automation direct
[19:47:12] <jthornton> get a GS2 and you can control it with LinuxCNC
[19:47:24] <jthornton> via the serial port
[19:47:59] <Aero-Tec> is that better then a 0 to 10 volt control system?
[19:48:43] <jthornton> I think so you can get feedback like load and other things
[19:49:21] <jthornton> you just plug it in set a few parameters and load the gs2 component and hook up the hal and your good to go
[19:49:31] <jthornton> I use the on my BP knee mill
[19:50:00] <jthornton> the/that
[19:51:32] <Aero-Tec> cool
[19:52:01] <Aero-Tec> I was going to cheap out and use the GS1 and a 0 to 10 volt control
[19:52:17] <Aero-Tec> but it looks like a GS2 would be the way to go
[19:52:22] <jthornton> http://linuxcnc.org/docs/html/drivers/GS2.html
[19:52:33] <jthornton> http://linuxcnc.org/docs/html/examples/gs2_example.html
[19:52:44] <jthornton> I've done all the hard work for you
[19:53:12] <Aero-Tec> thanks
[19:53:34] <Aero-Tec> is there a page like that for setting up debounce?
[19:54:22] <jthornton> not that I know of but the example configs I listed before will have them
[19:54:56] <Aero-Tec> with info on how to and why and what does what?
[19:55:04] <Aero-Tec> will look
[19:55:56] <jthornton> dunno, you would have to look at the configs
[19:56:35] <jthornton> doesn't look all that complicated with only a couple of pins
http://linuxcnc.org/docs/html/man/man9/debounce.9.html
[20:14:09] <Aero-Tec> so if I make a change to hal and or the INI
[20:14:35] <Aero-Tec> is there a way to get EMC to load it with out having to restart EMC?
[20:14:56] <Aero-Tec> got it all zeroed and ready to go
[20:15:14] <Aero-Tec> but would like to get the debounce thing going as well
[20:23:04] <Aero-Tec> jthornton: any way of loading in a new ini and hal with out having to restart EMC?
[20:23:51] <Aero-Tec> or a way to lock in every thing so when EMC restarts it is zeroed and ready to go
[20:24:56] <Aero-Tec> I have backlash turned on and so that needs to be in the right dir so the zero does not move the amount of the backlash
[20:28:13] <Aero-Tec> can anyone help with this?
[20:28:37] <jdh> I think you are overthinking it.
[20:28:45] <jdh> do you have home switches?
[20:28:56] <Aero-Tec> no
[20:29:03] <Aero-Tec> I load tool 1
[20:29:12] <Aero-Tec> and zero from that
[20:29:33] <Aero-Tec> all other tools are offset from tool 1
[20:29:49] <Aero-Tec> but that is a pain to do
[20:30:03] <jdh> perhasp I misunderstood what you want to do.
[20:30:17] <Aero-Tec> would be nice to load in new ini and hal with out restarting EMC
[20:30:21] <ink-> .win 20
[20:30:22] <ink-> oops
[20:30:30] <jdh> you want to preserve your current zero, or just in general?
[20:30:39] <ReadError> ink-, #fail
[20:30:42] <ink-> yep
[20:30:54] <ReadError> lrn2gui client
[20:30:57] <ink-> haha
[20:30:58] <Aero-Tec> current zero
[20:30:59] <ReadError> this isnt 1997 brah
[20:31:14] <roh> write down the values ;)
[20:31:47] <roh> its the offset in the variable display
[20:32:17] <Aero-Tec> but I have backlash turned on
[20:32:29] <jdh> you could restart and make sure your first move is in the same direction it moved last.
[20:32:51] <Aero-Tec> how would I make sure the backlash is right by entering in the numbers?
[20:33:25] <Aero-Tec> so say move t1 to z0x0
[20:33:33] <Aero-Tec> and then restart
[20:34:20] <Aero-Tec> then make sure z and x get moved in the same dir then load t1 and zero it?
[20:34:38] <Aero-Tec> guess that would work
[20:34:53] <jdh> as long as your first move after restart is the same direction as the last move before exiting, it should work.
[20:35:07] <Aero-Tec> it is the x I am the most wanting to restore
[20:35:21] <jdh> so you could just move +.1 on each axis, exit, restart, move +.1 then -.2
[20:35:23] <Aero-Tec> the z get moved each time I rerun the program
[20:35:43] <jdh> or, just refind the spot and don't worry about it.
[20:35:50] <tbone_atl> hi all
[20:36:01] <Aero-Tec> hi
[20:36:06] <Aero-Tec> ok
[20:36:11] <Aero-Tec> will try it
[20:36:35] <Aero-Tec> but need to find the debounce sample and try to get it to work
[20:36:49] <andypugh> tbone_atl: It is many of the same people, but rather more of them.
[20:36:51] <Aero-Tec> I would love for the spindle speeds to read right
[20:37:01] <tbone_atl> I'm the proud owner of a new chinese laser that came with a moshi controller :) I do plan to convert it - am I in the right place to ask some questions?
[20:37:18] <tbone_atl> thanks andypugh?
[20:37:20] <tbone_atl> :)
[20:37:24] <jdh> Aero: I have a debounce hal if you want
[20:37:39] <roh> tbone_atl: congrats. if you havent learned about cutting corners, you'll do now :)
[20:37:48] <Aero-Tec> BTW any help on setting debounce numbers?
[20:37:58] <Aero-Tec> would love to see it
[20:38:22] <tbone_atl> i've built a couple of 3d printers - i bought the cheapo laser with expectations of hacking it to make it do what I want :)
[20:38:39] <jdh> Aero:
http://pastebin.ca/2262383
[20:38:40] <tbone_atl> but I'm pretty new to this side of the CNC world
[20:38:47] <jdh> it's for Z
[20:39:02] <Aero-Tec> jdh: cool, thanks
[20:39:34] <andypugh> Aero-Tec: I think my limits were set to 15 when I had a base thread. so a whole 300uS of travel past the switches.
[20:39:35] <jdh> not sure how applicable it is.
[20:40:10] <roh> tbone_atl: i guess you know by now that you need a new controller board?
[20:40:33] <tbone_atl> I would appreciate it if someone could confirm that I have this right: my machine came with a cheap software package (MoshiDraw) that is mostly garbage, but it's good for engraving. If I convert the controller to use Mach or LinuxCNC then I will be pretty limited to cutting only. Is that right?
[20:40:58] <andypugh> Not necessarily.
[20:41:11] <tbone_atl> roh - i pretty much knew that when I ordered it :)
[20:41:21] <roh> ;)
[20:41:24] <roh> just checking
[20:41:26] <andypugh> Do you mean raster engraving or vector engraving?
[20:41:55] <tbone_atl> well, maybe I don't know the difference - is vector engraving the same as "pocket"?
[20:42:16] <tbone_atl> (learning as I go here)
[20:42:47] <roh> tbone_atl: moshi seems to be horrible... we use newlydraw on our cutter (for now) which does vector stuff better
[20:42:49] <tbone_atl> I've played with mach3 and SheetCam for another project - Sheetcam has a pocket operation that removes material
[20:43:07] <roh> moshi seems to be mostly for rastering (back and forth, line by line modulating the beam power)
[20:43:39] <tbone_atl> roh - is NewlyDraw like Moshi in the sense that it has it's own control board that only works with that package?
[20:43:57] <tbone_atl> in other words, is it possible to run NewlyDraw if I have the Moshi controller?
[20:43:57] <roh> tbone_atl: yes. but it seems to be a different board to the moshi ones
[20:44:09] <tbone_atl> ok
[20:44:16] <roh> atleast i have seen no picture of the same board we have anywhere yet
[20:45:01] <roh> the seller asked us what we want to do and recommended to get newlydraw instead of moshi and the fitting controller for no extra money
[20:45:48] <roh> if you already got the machine you see that its basically a drop in space for the controller, regarless what kind of. 4 screws and some plugs
[20:45:48] <tbone_atl> yeah, that would have been nice - I actually made that request after I ordered it (ebay) but the um...language differences...were comical
[20:46:20] <tbone_atl> yeah - mine is USB. LinuxCNC requires a parallel port, is that true?
[20:46:30] <roh> we want to retrofit our machine to emc also
[20:46:34] <roh> ours is usb as well
[20:46:47] <tbone_atl> emc = LinuxCNC, correct?
[20:46:53] <roh> seems to use some arm7 and 2 pentawatt case stepper drivers
[20:46:54] <roh> yes
[20:47:18] <roh> what exact machine have you got?
[20:47:34] * tbone_atl looks for ebay listing
[20:47:37] <Aero-Tec> can CO2 laser do deep engraving of aluminum?
[20:47:40] <roh> ours is about 40x40cm cutting area.. space for maximum 45x45cm material.
[20:47:51] <roh> nope. no metal removal at all
[20:48:12] <roh> one can use elox. aluminium and make nice markings
[20:48:37] <Aero-Tec> saw a laser doing deep engraving, but it had to go over it like 20+ times
[20:48:47] <roh> Aero-Tec:
http://laserinformationen.de/index.php?title=Datei:AluELoxi.jpg
[20:48:49] <tbone_atl> http://www.ebay.com/itm/40-Watt-C02-Laser-Cnc-Router-Cutter-Engraver-Engraving-Cutting-Machine-Usb-K40-/290817166731?pt=LH_DefaultDomain_0&hash=item43b60dcd8b
[20:48:51] <roh> thats what co can do
[20:49:00] <tbone_atl> ^^it's basically that machine but I paid $600
[20:49:08] <tbone_atl> plus $180 shipping
[20:49:32] <tbone_atl> roh - is elox. aluminum the same as cermark/thermark/
[20:49:33] <tbone_atl> ?
[20:49:51] <tbone_atl> Aero-tec -that might be a YAG laser
[20:50:21] <Aero-Tec> that is just burning away the black dye from anodizing is it not?
[20:50:24] <roh> thermark is some special stuff to mark metal i think
[20:50:42] <roh> eloxiert means anodized
[20:50:46] <tbone_atl> yeah, you spray it on - and the laser burns it
[20:50:48] <roh> sorry.. missed to translate that
[20:50:49] <tbone_atl> ah, ok
[20:50:50] <tbone_atl> :)
[20:50:57] <jdh> how did you get it for $600?
[20:51:11] <jdh> heh, guess with the $180 shipping it is about the same though.
[20:51:31] <roh> these machines exist in basically the same visible appearance and building concept in different sizes
[20:51:41] <tbone_atl> jdh - it was a different listing. There are a ton of different sellers more or less selling the same machine
[20:51:50] <roh> from 20x20cm worksize up to 40x40
[20:52:03] <tbone_atl> K40 is one of the common ways they are descbribed
[20:52:13] <Aero-Tec> could one keep dyeing it and relaserring it to get a nice cool interplay of colors ?
[20:52:36] <roh> ours is about 100cm wide, 70cm deep and 30cm high
[20:52:50] <tbone_atl> ecpur.com - this is the website of the people I bought from
[20:52:52] <roh> which seems to be the biggest variant in that case design
[20:53:13] <tbone_atl> yeah roh - that's a decent size
[20:53:16] <roh> the tube is 30-40W
[20:53:24] <tbone_atl> my cut area is about 9X12"
[20:53:29] <roh> depending on who you ask ;)
[20:53:48] <tbone_atl> but I'm going to be modding the thing
[20:53:50] <roh> thats about 22x30?
[20:53:57] <Aero-Tec> thanks for the debounce sample
[20:54:06] <Aero-Tec> going to try it
[20:54:12] <roh> to me it seems like the machine could do more area, just the mechanics to hold a workpiece are smaller
[20:54:25] <Aero-Tec> may be back with questions
[20:54:36] <tbone_atl> yes, roh - that's why I'm going to rebuild
[20:54:43] <tbone_atl> EMC requires parallel port, yes?
[20:54:45] <roh> also.. i recommend getting some honeycomb bed
[20:54:48] <tbone_atl> (not usb)
[20:54:52] <tbone_atl> oh yeah?
[20:54:52] <roh> tbone_atl: yes.
[20:55:34] <roh> do you have plans for a driver stage yet?
[20:55:45] <tbone_atl> where do you get it from? I read some people don't like honeycomb because it reflects and marks the backside
[20:55:45] <andypugh> tbone_atl: Not-USB is correct, but there are a bunch of PCI alternatives (including PCI-ext) as well as parallel port
[20:56:08] <tbone_atl> roh - not sure what you mean?
[20:57:41] <andypugh> Night
[21:01:37] <roh> tbone_atl: well.. what you want to use as new 'controller board' .. since linuxcnc would do the controlling.. something would need to interface from parallel port pins to your steppers
[21:02:27] <roh> tbone_atl: no honeycomb also means that whatever you vapourize needs to get sucked upwards and cannot escape in all directions
[21:03:04] <roh> we do not have air assist (yet) but on stuff like acryllic one can clearly see the fumes move whereever possible
[21:04:16] <roh> what would be an alternative to honeycomb for cutting if i may ask? just a horizontal sheet would reflect even more
[21:04:39] <roh> and clamping from the sides means everything falls into the machine
[21:09:34] <roh> tbone_atl: i will be building my own driver card for such lasers and share the design soon.
[21:10:35] <roh> tbone_atl: it will be just a few ttl parts for deadlocks/chargepump and some drivers from pololu. mail me if you're interrested
[21:11:12] <roh> the steppers on our machine are faily small, so the drivers should have enough power
[21:12:01] <tbone_atl> stepped away for a sec
[21:12:24] <tbone_atl> what did you mean by "plans for a driver stage"?
[21:12:28] <tbone_atl> is that a controller?
[21:12:40] <roh> together with linuxcnc
[21:13:05] <roh> moshi or newly seem to do what would be the 'make gcode equivalent and send to machine' part
[21:13:36] <roh> but the controlling the steppers and stuff is done on the arm on our machines currently. with linuxcnc that job moves onto the pc
[21:13:43] <roh> thats why it needs an rtai kernel
[21:14:06] <roh> also the power amplifiers for the steppers are on there (stepper drivers)
[21:14:37] <roh> which is just a fancy word for '2 h-bridges' per stepper
[21:14:41] <tbone_atl> this looks interesting:
http://chriscircuits.blogspot.com/
[21:15:11] <tbone_atl> he has the same laser and made a 'drop in' solution for a new control board - no re-wiring needed
[21:15:21] <roh> if you only do isolation and stepping, yes.
[21:15:34] <roh> but i#d recommend adding a chargepump and deadlock for safety.
[21:15:50] <roh> a parallelport can have lots of states before the machine runs and linuxcnc is started
[21:16:00] <roh> his design is missing those
[21:16:26] <roh> besides that its very similar to what i just proposed
[21:17:58] <roh> also the ideas for adding pump monitoring are nice. we just built a new cooling system for our machine and still need proper monitoring there
[21:18:35] <roh> atm we use a old digital rpm meter on the flowmeter and some pc panel with temperature display for the sensors
[21:18:56] <roh> but the pc doesnt know about these.. and it would be very nice. thanks for the link
[21:20:00] <tbone_atl> my ideal setup would have X Y and Z, plus A - interlock on the door, water flow sensor/kill switch, E-stop button, water temp readout
[21:20:42] <tbone_atl> So EMC can engrave or not?
[21:21:01] <roh> it can, but its not that easy ;)
[21:21:12] <roh> the guys from a hacklab.to did that afaik
[21:21:37] <skunkworks> check this out..
http://www.buildlog.net/forum/viewtopic.php?f=5&t=1078
[21:21:39] <roh> they retrofitted a old air cooled laser some while ago and raster with a special hack
[21:21:55] <skunkworks> it is based on the hacklab work
[21:22:39] <roh> ah. nice. i wasnt that far to check up on recent sw developments. nice to see it progressed that far :)
[21:23:39] <roh> we just rebuilt the machine (new tube, new cooling, cleanup, etc) and when i am finished with my current project i'll build the controller/driver board
[21:24:26] <roh> i find it quite spooky to see these new china-co2-tube based designs recently.. one even had the tube moving on the Y axis
[21:24:26] <tbone_atl> any suggestions for a homemade chiller option?
[21:24:36] <roh> use oversized pc tuner stuff
[21:24:56] <tbone_atl> pc tuner?
[21:25:12] <roh> the piping is quite small diameter so use a high flow pump and some chiller for 2 or 3 12cm fans
[21:25:39] <roh> pc hardware tuning stuff.. you know.. idiotic blinking fans and watercooling for gamer systems? ;)
[21:25:49] <tbone_atl> ahha
[21:26:32] <roh> made all that stuff dead cheap and availible.. we used a flowmeter from the same line of equipment
[21:26:38] <tbone_atl> what about fume extraction? those systems are expensive. I can vent to the outside, but the little air mover they gave me is weak
[21:27:11] <roh> remove the fan that came with it and make your own adapter for a round 10 or even 12.5 or 15cm diameter flextube from aluminium
[21:27:50] <roh> run that to a fan and then outside with directional lid
[21:28:46] <roh> our fan is something like 400cubic meters per hour or so.. much more than the chinese thing, but it could be even more
[21:29:22] <roh> check out the recommendations for sizing the fan from the epilog helix laser manuals. they are online as pdf somewhere
[21:29:55] <tbone_atl> cool
[21:30:21] <roh> our tubing for venting is 10cm dia, with adapters to 125mm for the fan on both sides.. but the total length is less than 5 meters, so thats fine.
[21:30:44] <roh> if you are in a residential area you propably should think about a charcoal filter system
[21:31:11] <tbone_atl> yes, looking into that
[21:31:32] <roh> in total our fume extraction system cost something less than 200Euro. the fan about 80, and some small parts
[21:31:37] <tbone_atl> right now I can't seem to cut more than one time per hour without the software crashing so my neighbors are safe :)
[21:31:53] <roh> heh. thats evil
[21:32:50] <roh> but it sounds like that will change
[21:33:08] <Aero-Tec> looks like I messe3d up trying to do the debounce
[21:33:15] <Aero-Tec> http://pastebin.com/6qV22G26
[21:33:25] <Aero-Tec> error message trying to start emc
[21:33:33] <tbone_atl> hopefully i will be able to consistently control this thing...soon
[21:33:46] <Aero-Tec> can anyone help decode it?
[21:34:27] <roh> tbone_atl: i'll go back to completing that last contract of mine.. so i can get back to hacking the laser ;) bbl
[21:34:46] <tbone_atl> is gcode used by Mach3 the same as EMC? or are there different "flavors"?
[21:35:03] <tbone_atl> thanks for our help
[21:35:07] <tbone_atl> your help :)
[21:36:00] <Aero-Tec> I can post the hal file as well if that will help
[21:36:47] <Aero-Tec> jdh: you still around?
[21:39:17] <Aero-Tec> is there anyone here that can help with programming the hal file?
[21:49:00] <Aero-Tec> skunkworks2: hello
[21:49:14] <Aero-Tec> got time to help me out of a jam?
[21:49:56] <Aero-Tec> need some help with linuxemc
[21:50:03] <skunkworks2> ask away.. but I am fading
[21:50:22] <Aero-Tec> trying to do some hal programming
[21:50:30] <Aero-Tec> get error mess
[21:50:42] <Aero-Tec> http://pastebin.com/6qV22G26
[21:50:55] <Aero-Tec> can post hal if you need
[21:51:20] <Aero-Tec> trying to add debounce to spindle index
[21:52:07] <skunkworks2> old-lathe.hal:91: Pin 'parport.0.pin-11-in' was already linked to signal 'spindle-index'
[21:52:08] <Aero-Tec> will get the hal file for you
[21:52:33] <Aero-Tec> I have no idea how to rework it all so it works right
[21:52:47] <Aero-Tec> will post the new hal I messed up
[21:53:00] <Aero-Tec> maybe you can fix it
[21:53:03] <skunkworks2> plus are you editing the file on a windows machine?
[21:53:05] <Aero-Tec> I sure hope so
[21:53:22] <Aero-Tec> this is windows
[21:53:33] <Aero-Tec> I copy and past using linux
[21:53:48] <Aero-Tec> so I save a temp file using win
[21:53:55] <Aero-Tec> and open it in linux
[21:54:02] <Aero-Tec> and copy info over
[21:55:07] <tbone_atl> anyone here use MoshiDraw on a cheap chinese laser? :)
[21:58:01] <Aero-Tec> http://pastebin.com/7fye7xzU
[21:58:06] <skunkworks2> old-lathe.hal:4: Warning: File contains DOS-style line endings
[21:58:13] <Aero-Tec> my hal file that gen the eror
[21:58:21] <Aero-Tec> I saw that
[21:58:28] <Aero-Tec> but just the one line
[21:58:44] <Aero-Tec> line 4
[21:58:59] <Aero-Tec> or am I reading it wrong
[21:59:32] <Aero-Tec> how do I get rid of the dos line endings?
[21:59:47] <Aero-Tec> I am using the linux editor
[22:00:44] <Aero-Tec> I think I have ultra edit installed, that would convert line endings
[22:03:12] <kwallace> The line ending message is just a warning. The "already linked" message is an error.
[22:04:34] <Aero-Tec> I used this as a template
[22:04:40] <Aero-Tec> http://pastebin.ca/2262383
[22:05:18] <Aero-Tec> but had no idea how to make it work
[22:06:03] <Aero-Tec> getting it to load with out error is one thing, getting it to work is another thing all together
[22:06:13] <skunkworks2> remark out line 68
[22:08:28] <Aero-Tec> you mean I got the rest of it right and just messed up not remming out that one line?
[22:08:34] <Aero-Tec> wow
[22:08:42] <skunkworks2> 69 and 71 need to be hooked up to net spindle-index-filtered instead
[22:08:55] <skunkworks2> I think
[22:09:34] <skunkworks2> I am on my nook - so this is a pain
[22:11:04] <kwallace> If one unlinks a pin, does it unlink both the straight and "not" version of the pin? I don't do much unlinking.
[22:11:48] <kwallace> Oops, gotta go.
[22:12:52] <Aero-Tec> anything I can do to help out?
[22:13:23] <Aero-Tec> skunkworks2: thank you for the help
[22:15:31] <skunkworks2> well - remark out 68 and see what the next error is
[22:16:36] <Aero-Tec> did
[22:17:06] <Aero-Tec> pin spindle index does not exist
[22:17:37] <Aero-Tec> that is the new error
[22:19:38] <skunkworks2> net spindle-index <= debounce.0.0.out
[22:20:01] <skunkworks2> 92
[22:20:59] <skunkworks2> in stead of net spindle-index-filtered <= debounce.0.0.out => spindle-index encoder.0.phase-Z
[22:22:12] <Aero-Tec> ok, will try it and be right back with a report
[22:26:53] <Aero-Tec> skunkworks3: you still there
[22:27:07] <Aero-Tec> it loads but no spindle speed
[22:28:57] <Aero-Tec> could the debounce be to high?
[22:29:05] <Aero-Tec> I think it is 20
[22:29:15] <Aero-Tec> not sure what that means
[22:33:01] <Aero-Tec> will try to gen a sig by hand and see if that works
[22:34:01] <RyanS> do small CNC routers for wood and plastic typically have or even need servos as opposed to steppers?
[22:35:09] <Aero-Tec> that did not work
[22:35:33] <Aero-Tec> most use steppers
[22:35:43] <Aero-Tec> cheaper, easier
[22:36:07] <Aero-Tec> servos are faster if done right
[22:36:27] <Aero-Tec> and less likely to loose steps
[22:37:06] <Aero-Tec> they have a feed back loop so the drives know when the steppes have not been done
[22:37:23] <skunkworks3> set debounce to 1 and see if it works normally
[22:37:40] <Aero-Tec> will try
[22:38:38] <RyanS> when would you use servos. I read a post on CNC zone. someone had two similar machines one with stepprs and one with servos and stated that in practice both are just as effective
[22:39:59] <RyanS> You can also have closed loop stepper systems,..
[22:40:13] <Tom_itx> they cost more so if you're building a system on the cheap, steppers are it
[22:40:31] <Tom_itx> servos have feedback
[22:40:39] <RyanS> true
[22:40:40] <Tom_itx> if you loose steps with a stepper you don't get em back
[22:41:11] <Tom_itx> you can use encoders on steppers but it's not that highly recomended
[22:41:55] <RyanS> If you are converting something like a huge vertical knee mill, is that something where servos are highly recommended?
[22:42:16] <Tom_itx> probably
[22:42:24] <Tom_itx> even so, you can get large steppers
[22:43:57] <RyanS> Could you say that servos have a higher 'power to weight ratio'? which for a 3 ton mill , who cares
[22:44:58] <Tom_itx> you would belt or gear drive a servo
[22:45:15] <Tom_itx> and possibly even a stepper on that
[22:47:18] <RyanS> How do they even CNC the Z axis of those? via the quill?
[22:50:10] <skunkworks3> usually
[22:51:48] <Aero-Tec> did not work
[22:52:21] <Aero-Tec> tried to undo it all and see if things worked, it did not, not sure what I did wrong to undo it all
[22:54:18] <skunkworks3> odd - in have to sleep. be back tomorrow.. if you don't have it by then
[22:54:41] <Aero-Tec> ok thanks for the help
[23:06:54] <L84Supper> where do the lost steps go?
[23:08:33] <RyanS> gone forever
[23:52:43] <Aero-Tec> skunkworks: got it working, thanks for your help, you had it right the last try, and setting 1 and 20 both seem to work, not sure if 1 would have fixed the spindle speed problem but 20 seems to have it fixed
[23:55:50] <Aero-Tec> the problem of why it did not work was a hardware glitch I have fixed
[23:57:39] <Aero-Tec> thanks very much for your help
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}