Back
[00:32:16] <Loetmichel> mornin'
[01:16:19] <roh> morning. *yawn*
[02:03:32] <DJ9DJ> moin
[03:30:23] <mrsun> http://i.imgur.com/K9RKt.jpg?1 !
[03:33:47] <automata_> hi
[03:34:25] <automata_> In HAL I want to change a parameter based on a signal. is that possible?
[03:35:03] <automata_> From my understanding that can only be done for a pin and not a paramter.
[03:35:12] <automata_> So is there any way to achieve that?
[03:44:14] <automata_> the hal comp constant can be used to set a pin based on the value of a param
[03:44:38] <automata_> I want to do the reverse, use a pin to set the value of a param
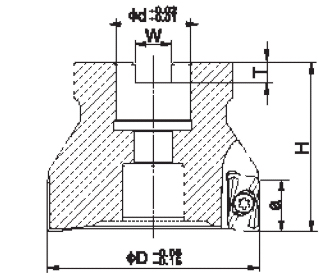
[05:11:35] <mrsun> http://www.ctctools.biz/servlet/the-132/50-MM-INDEXABLE-FACE/Detail does these kinds of mills turn a 90 degree angle?
[05:14:31] <cncbasher> mrsun: no
[05:15:15] <mrsun> cncbasher, says they are used for slotting also, shouldnt that cut a 90 degree angle on the edges? :)
[05:15:52] <mazafaka> mrsun: don't you know Wikipedia has a page describing manufacturers' stadards on the type of the tip of screwdrivers?
[05:16:02] <cncbasher> looking at the picture it seems to have an outward angle to it
[05:16:18] <cncbasher> realy need a better picture to be sure
[05:16:23] <mrsun> http://www.ctcengineering.hk/CTC%20Tools/Images/Product%20Photos/D42_il1.jpg
[05:16:30] <cncbasher> or the drawing etc
[05:16:52] <cncbasher> arh thats better
[05:17:11] <mrsun> looks like its a 90 degree angle
[05:17:13] <cncbasher> yes it does do a right angle
[05:17:17] <mazafaka> mrsun:
http://en.wikipedia.org/wiki/List_of_screw_drives
[05:17:54] <mrsun> (want to face off the end of some tubing that is welded shut in the end and its the closest i have that has greater cutting area then shank
[05:17:55] <mazafaka> we had mitsubishi tools for WFL M35
[05:18:49] <mrsun> and i cant stand the tubing up
[05:18:54] <mrsun> so need to cut it on the side of the cutter
[05:21:12] <cncbasher> just run a grinder over it
[05:21:40] <cncbasher> seems over kill to use a mill
[05:22:54] <cncbasher> we use 60grit sanding disks to do a similar job
[05:23:19] <mrsun> cncbasher, i need it to be a perfect 90 degree angle to the side of the tubing
[05:23:26] <mrsun> its not for welding later, its for bolting
[05:25:20] <cncbasher> no matter what you use your going to get flex of the cutter doing that type of job
[05:25:27] <cncbasher> what is the dia of the pipe
[05:27:55] <mrsun> 50mm dia
[05:28:07] <mrsun> face mill that i will use for cutting on the side insted :P
[05:28:18] <mrsun> tho i need a bigger mill to do it in :/
[05:28:31] <mrsun> my little X1 will surley make very bad stuff of it :P
[05:28:49] <mrsun> best would have been if i buy a Mk2 -> Mk3 converter and throw it all up in the lathe in some way
[05:29:06] <mrsun> then i can cut as the cutter was intended =)
[05:29:19] <cncbasher> yes lathe would be much better
[05:29:39] <mrsun> but my lathe is small, and standing so i cant get the tubing in there ... i think :(/
[05:29:44] <mrsun> and no T slot table =)
[05:34:01] <archivist> a square and a file
[05:34:25] <mrsun> archivist, hehe =)
[05:34:46] <archivist> used that method many times
[05:34:52] <cncbasher> was that a needle file
[05:34:58] <archivist> hell no
[05:35:35] <archivist> but when doing clock parts, yes
[05:35:45] <mrsun> thing is with a real rigging on something i can make them the same length, got two tubes that need to be the same length .. sure i can shim it later but i rather have as little shimming as possible =)
[05:36:12] <archivist> clamp together and file
[06:17:15] <automata__> In HAL I want to change a parameter based on a signal. is that possible?
[06:17:23] <automata__> From my understanding that can only be done for a pin and not a paramter.
[06:17:31] <automata__> So is there any way to achieve that?
[06:17:39] <automata__> the hal comp constant can be used to set a pin based on the value of a param
[06:17:45] <automata__> I want to do the reverse, use a pin to set the value of a param
[06:18:07] <automata__> is there some way to do that?
[07:30:50] <mrsun> reasons for a bandsaw to not cut straight? dull blade ?
[07:31:01] <mrsun> its like 3 - 4 mm shorter in the lower end then the upper end :P
[07:32:36] <archivist> dull blade and not tight enough
[07:32:36] <jthornton> loose guide blocks, guide blocks not aligned so back of blade is in the center of the cut, chinese band saw, damaged teeth
[07:37:39] <mrsun> american bandsaw =)
[07:37:56] <mrsun> kinda annoying realy, as everything is inch on it :P
[07:38:24] <jthornton> adjust the guide blocks
[07:39:12] <mrsun> they are so i can stop them with my fingers when the blade is running
[07:39:12] <mrsun> the bearings
[07:39:15] <mrsun> other then that i cant find any ajustment on them ?
[07:40:13] <mrsun> trying to join the yahoo group but i need confirmation from the group owner/owners
[07:40:17] <jthornton> is the blade parallel to the cut or tilted a bit
[07:41:13] <jthornton> cut a test piece until the blade is flush with the top and see if the blade is centered up in the cut or off to one side
[08:30:58] <mrsun> heh deep grooves in the upper guide bearings and they are rattly like hell .. gonna try and switch them out and see whats hangin
[08:31:11] <mrsun> looks like they never have switched themout, they have a huge radius on the sides of them even
[08:35:01] <jthornton> worn out bearings can be the problem
[09:59:13] <IchGuckLive> hi all someone kows a lives stream of the thangsgiving parade
[09:59:46] <IchGuckLive> Happy thanksgiving
[10:14:11] <rizo> i have a linear motor sine servo driver which requires two signals (sine and cosine) for current control for each motor winding. Have anybody ever try to drive such servo with emc?
[10:22:57] <mrsun> replaced all bearings and went from over 5mm error to like 1mm error
[10:23:19] <mrsun> and on a side note the excentric bolt for one of the bearings was lose .... but the bearings were worn like hell
[10:23:33] <JT-Shop> sounds like your making progress
[10:23:59] <mrsun> now i dont know if the blade is dull, doesnt feel dull and no teeth missing so
[10:24:13] <mrsun> and cuts tubing like butter
[10:24:36] <mrsun> the 1mm error isnt that bad, its over 50mm so and for welding its not a problem :P
[10:28:13] <mrsun> just start with tacking down the right side first and i should be aight :P
[10:32:50] <IchGuckLive> i got the lifestream to the parade ->
http://www.stream2watch.me/live-tv/nbc-live-stream
[10:33:02] <jdh> what parade?
[10:33:12] <IchGuckLive> Macys
[10:33:34] <jdh> oh, that should be banned for wasting helium.
[10:33:48] <IchGuckLive> O.O
[10:34:08] <IchGuckLive> 50mio viewers world wide
[10:35:20] <IchGuckLive> ada all over in this stream
[10:35:29] <IchGuckLive> they changed trhe route
[10:35:50] <IchGuckLive> no more Eartcam timesqare
[10:36:11] <jdh> I have to pay $140 for 300ft^3 of HP helium now. It was $60ish a year or so ago.
[10:36:37] <IchGuckLive> why do you need helium
[10:36:43] <jdh> diving
[10:36:52] <cncbasher> jdh: £130 + tax over here
[10:36:56] <IchGuckLive> ah thats clean stuff
[10:37:01] <jdh> (~8500l)
[10:38:10] <IchGuckLive> ADS ADS ADS what a crap
[10:38:32] <mrsun> http://www.mini-lathe.com/Bandsaw/jfear_mod2.jpg that is nice!
[10:38:39] <mrsun> great idea =)
[10:38:53] <jdh> I have that saw!
[10:43:04] <IchGuckLive> is it cold in NY
[10:43:25] <syyl> i think that saw is in "a few" shops all over the world ;)
[10:43:25] <syyl> i got the same
[10:44:59] <mrsun> missing the vice portion on mine so i have fabricated out of some angle iron, need to redo it and add a screw hole like that, that is golden =)
[10:45:11] <IchGuckLive> im off By
[10:45:42] <L84Supper> IchGuckLive: not really, ~12 deg C
[10:45:43] <syyl> i throw some scap metal in if i have to chuck something short in the saws vice ;)
[10:46:34] <mrsun> syyl, yeah thats what i do now also of same dimension, but sometimes its hard to get =)
[10:46:51] <syyl> stack it up ;)
[10:47:07] <mrsun> yeah i could use my blocks for the sinebar ;P
[10:47:12] <mrsun> just to put them to real good use
[10:47:59] <syyl> hrhr
[10:48:10] <syyl> step block from the clamping kit are good
[10:48:15] <syyl> or screw jacks
[12:06:50] <IchGuckLive> hi all B)
[12:16:30] <IchGuckLive> haooe turkey to you all
[12:16:42] <IchGuckLive> the macy's parade has been wonderfull
[12:17:13] <IchGuckLive> and so fast within 1min delay at 3hr thats what only the usa can delever
[12:24:57] <mevon> dont think what your country can do for you, think what you can do for your country
[12:25:02] <mevon> :P
[12:25:40] <IchGuckLive> mevon: how went the homing
[12:26:06] <mevon> its a little of a mess :P
[12:26:12] <mevon> less*
[12:26:53] <mevon> but getting there, I still had some troubles with the servo_thread being to fast and too restrictive over f-error
[12:27:03] <mevon> now seems ok
[12:27:33] <mevon> I still would like to reduce the amount of step ahead when moving manually
[12:28:49] <IchGuckLive> it works thats the main goal
[12:29:32] <mevon> but overall, on small moves I get f-error smaller then 0.1 mill, on a long hold of continuous jogging, I get a time pressed proportional f-error that gets to maybe 0.500 mill on 10 sec holding
[12:29:58] <mevon> IchGuckLive, yes its moving and Im getting more satisfied
[12:30:58] <IchGuckLive> then you are to fast give me some numbers i will calculate
[12:31:00] <mevon> it really was the f-error that was stopping it from moving soI will need more time to recheck homings
[12:31:13] <IchGuckLive> Baseperiod or better what is your worst latency
[12:31:31] <IchGuckLive> the driverstage is Gecko leadshine ...
[12:31:56] <mevon> IchGuckLive, servo period and base period is 1 ms
[12:32:03] <mevon> 1000000
[12:32:22] <IchGuckLive> is this a Servo mashine no its a stepper
[12:32:29] <mevon> indeed
[12:32:32] <cncbasher> mevon: whats your setgen maxaccel in your hal file ?
[12:32:46] <mevon> ahhh
[12:32:49] <mevon> genius
[12:32:54] <mevon> 30 :S
[12:33:09] <IchGuckLive> mevon latency
[12:33:15] <mevon> ill lower that
[12:33:20] <IchGuckLive> and driver then i calculate
[12:33:26] <cncbasher> and the maxaccel in your ini file
[12:34:40] <mevon> cncbasher, I dont see it, I think Im not setting it
[12:35:05] <IchGuckLive> cncbasher: he startet from a Sim config
[12:35:19] <cncbasher> arh ok
[12:35:46] <mevon> I will check that
[12:36:16] <mevon> is traj_period_nsec=[EMCMOT]TRAJ_PERIOD needed?
[12:36:30] <cncbasher> stepgen value in your hal file needs to be 1.25 x the max_acceleration in the ini file
[12:37:40] <cncbasher> is this on a real machine or just in sim ?
[12:38:00] <mevon> it is really a sim wired with an arduino
[12:38:16] <cncbasher> arh ok
[12:38:33] <mevon> arduino actuating 3 servo
[12:39:18] <mevon> but I started off with the simulation as a template
[12:39:44] <cncbasher> ok
[12:39:58] <cncbasher> so your running over usb ?
[12:40:05] <mevon> how do I set the stepgen values in the HAL?
[12:40:08] <mevon> yes
[12:40:17] <cncbasher> usb latency will be a problem too
[12:40:56] <mevon> cncbasher, it is kinda but I implemented a position feedback
[12:41:03] <cncbasher> in your INI file try
[12:41:06] <cncbasher> MAX_VELOCITY = 20.0
[12:41:06] <cncbasher> MAX_ACCELERATION = 60.0
[12:41:15] <cncbasher> under each axis
[12:41:18] <mevon> woah thats fast
[12:41:32] <mevon> i have 1 for vel and 5 for accel
[12:41:50] <cncbasher> i have real machines running faster than that
[12:42:04] <cncbasher> but ok change the values
[12:42:13] <mevon> my machine is a little slower and smaller maybe
[12:42:14] <cncbasher> say 5 and 15
[12:42:36] <mevon> cncbasher, since I dont really have control on the speed yet
[12:43:15] <cncbasher> then change your stepgen acceleration to 15x1.25= 18.75
[12:43:36] <cncbasher> just as a trial you can tweak later
[12:44:06] <andypugh> I don't think he has stepgens
[12:44:09] <cncbasher> it's all guess at the moment anyhow
[12:44:24] <cncbasher> ok andy
[12:44:59] <mevon> hi andy
[12:45:42] <cncbasher> problem is no one else is using arduino etc so no benchmark to run too
[12:46:25] <cncbasher> i'm having problems running on an arm so i think you'll be pushed with an arduino
[12:46:27] <mevon> lowering the accel gives me less overshoot when jogging in continous on a long period of time
[12:46:39] <mevon> cncbasher, its not running much
[12:47:05] <mevon> only steps the servo drives and stopss at position asked
[12:47:26] <cncbasher> hey if it works dont knock it
[12:47:35] <mevon> I have a spindle control on that too but not tested yet
[12:48:11] <mevon> andypugh, is traj_period_nsec=[EMCMOT]TRAJ_PERIOD needed?
[12:48:43] <mevon> in the motmod calling?
[12:52:53] <andypugh> Yes
[12:58:12] <Loetmichel> re @ home
[13:23:48] <IchGuckLive> why are inch timing belts and puleys always cheeper then metric
[13:23:53] <IchGuckLive> they all come from china
[13:25:34] <IchGuckLive> im off have a great holiday in the USA
[14:02:15] <mrsun> on these 6x4 bandsaws, is there a bronze bushing on them also on the freewheeling wheel ?
[14:21:31] <JT-Shop> take is apart and see
[15:09:21] <mrsun> there is bronze bushing on mine, thing is that there is a lubrication hole in the bushing but on the pulley there is a shinyspot with aspring loaded ball, i was thinking if its for some kind of oiling or if its supposed to be greace luricated so there should be a greace nipple thingie there ?
[15:10:23] <c60> vfd keeps giving me a E.OC.n error, anyone know where I should start looking to fix this?
[15:10:39] <c60> also how important is it to have shielded cable for the spindle?
[15:11:00] <mrsun> E.OC.n ? error over current ?
[15:11:07] <mrsun> is the motor overloaded ?
[15:11:15] <mrsun> is the current limit set to low on the vfd ?
[15:14:26] <c60> sorry, E.OC.d, don't think the motor should be overloaded, doing a 6mm pass with a 9mm bit at 2500mm/min
[15:17:11] <c60> max voltage is set to 220 with intermediate voltage at 17, I upped it from the factory default of 15, 2200watt water cooled spindle
[15:27:50] <andypugh> I have visitors the next two weekends, so I have spent all evening making the house loom more like a house and less like a Bat-Cave.
[15:31:10] <andypugh> And I just found a Christmas card, on the mantlepiece. That's been there quite a while.
[15:33:03] <c60> I'm wrong, it's E.OC.n
[15:37:51] <c60> Is the current limit a function of frequency and voltage limits?
[15:38:20] <t12> is that one of those watercooled chinese ones
[15:38:31] <t12> how is that
[15:38:36] <t12> some guy on ebay sells them?
[15:39:19] <rob_h> sometimes uget a Over current on VFD if u start or stop too fast and Bus can not handle the inrush or outrush current/voltage
[15:39:44] <t12> http://www.ebay.com/itm/CNC-Spindle-for-CNC-Router-2-2KW-/380290226679
[15:40:20] <c60> It's one of those watercooled chinese ones,
http://www.automationtechnologiesinc.com/products-page/cnc-spindle/2200-milling-spindle
[15:41:20] <c60> It starts fine, I've been cutting for a week or two with occasional stops, but I've upped the detect overtorque rating, but today I can barely cut out a 2x2 foot piece without it stopping,
[15:45:17] <t12> bearings feel ok?
[15:45:29] <t12> measure actual current being delivered?
[15:46:48] <c60> bearings seem fine, it doesn't seem to freespin like HSD one I used previously. but feels smooth,
[15:47:15] <c60> problem is it only stalls under load, I can't really measure it when it's running can I? or at least I wouldn't have enough free hands
[15:48:56] <t12> will the vfd display actual current delivered?
[15:49:34] <c60> dont' think so, I had the rated motor current set to 8amp, I upped it to 11, lets see if that works.
[15:51:40] <t12> maybe bearings being weird only when it has load?
[15:51:45] <t12> i'm just making guesses
[15:52:02] <t12> or the vfd is having problems
[15:54:28] <c60> Nope, that didn't work,
[15:54:46] <c60> I wish the error messages were more descriptive.
[15:54:59] <t12> what kinda vfd?
[15:56:52] <andypugh> The manual is probably online
[15:57:23] <t12> might have some bus input or whatnot that lets you read useful values directly
[15:57:29] <c60> from the same website,
http://www.automationtechnologiesinc.com/products-page/cnc-spindle/led-display
[15:57:44] <c60> 2.2kw
[15:58:31] <t12> looks like you can make it indicate output current
[15:59:02] <c60> hmm, this time the error was E.OC.d which I guess means on deaccelerating, which it wasn't hmmm
[15:59:11] <c60> on the display?
[15:59:16] <t12> yeah
[15:59:29] <t12> page 10 of the pdf
[16:00:32] <t12> looks like you can rs485 to it as well
[16:02:52] <c60> so should I run the program again and watch it fail and try to pay attention to the current draw?
[16:03:17] <c60> It's saying .2 -> .4 once it's up to speed, but never goes above 1, this is all without load so far
[16:06:42] <andypugh> Is it perhaps stopping for some other reason, and the OC error is because the run-down ramp is too fast?
[16:19:46] <c60> wierd, of course now that I had the current displayed it worked, although I didn't have my crappy shopvac hooked up, perhaps all the static electricity it was generating was tripping up the inverter?
[16:19:49] <mevon> linuxcnc 3d printing human organs with arduino trolololololololo
[16:20:04] <mevon> oh isht wrong chan to spam
[16:20:12] <c60> well, I'm packing it in for the day, I'll attack it tomorrow, Thanks the for input
[16:21:54] <DJ9DJ> gn8
[16:24:37] <c60> btw, the current never went above 1.8 mostly 1.3-1.5 when cutting
[17:31:47] -pratchett.freenode.net:#linuxcnc- [freenode-info] please register your nickname...don't forget to auto-identify!
http://freenode.net/faq.shtml#nicksetup
[17:32:09] <mevon> 2x fsampling is a must
[17:32:14] <mevon> boys and girls
[17:49:45] <tjb1> Ah sitting at kmart
[17:58:50] <Tom_itx> take a weapon with you?
[17:58:53] <Tom_itx> you may need it
[18:02:17] <tjb1> I have a pocket knife but im not even sure if this kmart sells laptops
[18:03:39] <Tom_itx> i think my time is spent better doing other things
[18:04:31] <tjb1> Ive done this once before and didnt get what I wanted that time
[18:06:03] <tjb1> If I dont get it this time, its the last :)
[20:08:06] <andypugh> Some commercial machines seem less elegant than hobby conversions.
http://www.ebay.co.uk/itm/Matchmaker-cnc-milling-machine-Larger-than-Bridgeport-Needs-a-controller-Project-/190756900654
[20:11:12] <andypugh> This seems to be nearly all headstock, very strange:
http://www.ebay.co.uk/itm/English-Electric-Lathe-/221153064705
[20:27:54] <t12> weird
[20:28:28] <t12> maybe theres lots of large gearing directly on the spindle
[20:41:23] <andypugh> It looks very sturdy
[20:48:59] <r00t4rd3d> http://i.imgur.com/NgsAG.jpg
[20:55:34] <andypugh> Night all
[21:16:40] <tjb1> Got the last of the 3 laptops they had
[21:30:09] <ReadError> which laptop?
[21:33:28] <tjb1> http://www.amazon.com/gp/aw/d/B0085RUZ7S
[21:34:23] <ReadError> selling em?
[21:35:40] <tjb1> ?
[21:36:12] <ReadError> i mean did you get them to sell?
[21:36:18] <ReadError> or just needed 3 laptops
[21:36:28] <tjb1> I only got 1
[21:37:36] <tjb1> I got the last 1 out of the 3 they had
[21:38:04] <ReadError> oh thought you meant the last 3
[21:38:15] <tjb1> No
[21:39:17] <tjb1> This is just gonna be for sheetcam, linuxcnc testing, draftsight, etc...
[21:40:22] <tjb1> Mainly so I dont have to take my mbp into the garage
{kind=link}
{kind=link}
{kind=link}
{kind=link}