Back
[02:01:36] <DJ9DJ> moin
[02:26:47] <Loetmichel> mornin'
[02:49:25] <uw> yoyoyo!
[05:01:14] <r00t4rd3d> The gas produced from 5 McDoubles is not very pleasant.
[08:38:27] <skunkworks> http://www.youtube.com/watch?v=CZbWXoIJk9k
[09:09:32] <r00t4rd3d> ffs
[09:19:25] <FinboySlick> That's pretty darn good print quality though.
[09:23:38] <jdh> yeah, but the subject matter is of questionable taste.
[09:24:22] <r00t4rd3d> i can only think of pervert
[09:25:06] <FinboySlick> Why? I don't have a TV but I watched one of the shows on Youtube to figure out what the fuss was all about and it's pretty cool as a childrens' cartoon.
[09:48:15] <L84Supper> yikes 5 hours for that low res print
[09:50:29] <L84Supper> I guess he didn't know about water soluble support material either
[09:50:56] <jdh> doens't that require dual head?
[09:51:19] <L84Supper> yes
[09:55:52] <L84Supper> I'm not sure what is up with some of the reprap devs not wanting to work with LinuxCNC
[09:55:54] <FinboySlick> L84Supper: I didn't think you could get that good with home made extruder types actually.
[09:56:40] <FinboySlick> I'm going to start seriously considering buidling one now.
[09:57:13] <L84Supper> first they wanted very dumb arduino type boards that just handled a small number of G-codes for motion control
[09:57:42] <L84Supper> now they are moving to ARM cortex M3 boards that slice models and handle motion control....
[09:57:52] <L84Supper> but their boards are ~$200
[09:59:43] <L84Supper> FinboySlick, the DIY FDM or FFF printers equal the quality of the similar tech pro machines
[10:05:26] <gmagno> hey guys, finnaly my pcb engraving bits arrived :D Gonna try them now :D :D :D
[10:06:15] <FinboySlick> L84Supper: I'm impressed. I'm assuming that the difference between poor and good results is mostly in the extruder design?
[10:09:53] <L84Supper> combination of several small things, extruder, stability of the design (have you seen some of the rickety Rube Goldberg setups!) filament quality, extrusion temp and rate etc etc
[10:35:33] <JT-Shop> anyone have a clue on this git error?
http://linuxcnc.org/index.php/english/component/kunena/?func=view&catid=20&id=24387&limit=6&start=6#24457
[10:35:46] <tjb1> You dun screwed up.
[10:52:18] <tjb1> How conveinent, the parts I needed today are now being delivered tomorrow(hopefully) but a package that shipped out the same time crossed 9 states in 3 days and is delivering today
[10:52:39] <tjb1> The one that I needed has been in the same state for 3 days
[12:08:15] <IchGuckLive> HI all B)
[12:44:24] <mrsun> sending commands from axis to usb ? :) like spindle forward etc is that possible in some simple manner? :)
[12:44:27] <mrsun> spindle speed
[12:45:49] <IchGuckLive> msr usb is not save in realtime mode
[12:46:16] <IchGuckLive> you can do a loop via a python file to your usb devise
[12:46:55] <IchGuckLive> i managed 500 readwrite Byte per sec in my pendand
[12:47:16] <IchGuckLive> the usb is this a arduino
[12:47:42] <IchGuckLive> mrsun: ?
[12:48:38] <mrsun> IchGuckLive, custom card im thinking of building, easy to just throw in an usb cable for spindle forward/rev and spindle speed, and tachometer feedback (like 1 read every second or so for speed ... cant need more if not doing rigid tapping ? =) )
[12:49:09] <IchGuckLive> then yes
[12:51:48] <IchGuckLive> mrsun: try to go via serial usb
[12:52:21] <IchGuckLive> PORT = "/dev/ttyUSB0"
[12:52:23] <IchGuckLive> ser = serial.Serial(PORT, 9600)
[12:53:00] <IchGuckLive> mrsun: then you can go back and forward to the hal componenet
[12:53:07] <mrsun> that would require a usb serial chip then ? :)
[12:53:14] <IchGuckLive> yes
[13:30:39] <Jymmm> cradek: If you know... Whats the formula to get the phase angle for this? wikipedia is confusing the hell out of me =) "What is the phase angle between the voltage across and the current through a series RLC circuit if XC is 25 ohms, R is 100 ohms, and XL is 50 ohms?"
[13:31:25] <cradek> Jymmm: taking a class?
[13:32:22] <Jymmm> cradek: Ham Radio Extra exam on Saturday, studying for it now.
[13:32:23] <jdh> do you use your mind or body for the majority of your professional work?
[13:32:28] <jdh> <urk>
[13:33:31] <Jymmm> cradek: I took my General Exam last Saturday, got 100% on that. Then they give you the next one for free, I missed passing my Extra by 3 questions.
[13:34:39] <archivist_> the only extra for me was morse code
[13:35:29] <andypugh> Jymmm: Isn't it frequency dependent?
[13:35:41] <Jymmm> archivist_: Not even a requirement anymore, but I like CW
[13:36:02] <archivist_> that dates when I took the exam :)
[13:36:23] <andypugh> archivist_: Semaphore?
[13:36:33] <Jymmm> andypugh: Someone said it was: tan theta = Xl - Xc / R, buy I have no clue what theta is
[13:36:42] <Jymmm> s/buy/but/
[13:36:56] <jdh> the phase angle
[13:37:33] <Jymmm> so tan(theta) in this case?
[13:37:36] <archivist_> andypugh, not that old!
[13:41:01] <archivist_> they fought for the Bostomatic! £862
[13:41:41] <andypugh> Jymmm the number you require is arctan(XI-Xc.R)
[13:42:34] <andypugh> not ., /
[13:42:59] <Jymmm> arctan?
[13:43:08] <jdh> tan^-1
[13:43:17] * Jymmm no see that button on the calculator =)
[13:43:32] <Jymmm> tanh ?
[13:43:33] <andypugh> inv-tan
[13:44:02] <andypugh> tanh is hyperbolic tan. Not really what you want.
[13:44:08] <Jymmm> ah
[13:44:18] <Jymmm> 1/tan ?
[13:44:35] <jdh> that will work but will probably be in radians
[13:45:04] <andypugh> Jymmm: No, inverse tan.
[13:45:20] <Jymmm> andypugh: I'm using the mac calculator
[13:45:39] <andypugh> up-arrow then tan
[13:46:08] <Jymmm> AH
[13:46:56] <Jymmm> Ok, so it's... arctan((Xl-Xc)/r)
[13:47:36] <Jymmm> damn, that's not it =(
[13:49:26] <jdh> what are the values?
[13:49:43] <Jymmm> XC is 25 ohms, R is 100 ohms, and XL is 50 ohms
[13:50:13] <Jymmm> I get 89
[13:50:23] <jdh> nifty units for caps and inductors
[13:50:44] <cradek> I don't see how you can get 89
[13:51:26] <L84Supper> http://www.kb6nu.com/extra-class-question-of-the-day-phase-angle-between-voltage-and-current-phase-angles-of-series-and-parallel-circuits/
[13:51:47] <jdh> 14degrees?
[13:52:29] <Jymmm> jdh: I have the answers to all 702 questions, I'm trying to understand how to calc it
[13:53:04] <jdh> a((xl-xc)/r)
[13:53:15] <Jymmm> and once I figure out series, than I gotta figure out parallel =)
[13:53:17] <jdh> in bc
[13:53:31] <jdh> then convert to degrees
[13:53:47] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/pdf/lecture14.pdf page #9
[13:55:23] <Jymmm> FSCK, stupid calculator is NOW showing the correct results
[13:55:36] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/pdf/lecture14.pdf page 14 for parallel
[13:55:37] <Jymmm> weird
[13:55:59] <Jymmm> L84Supper: whats the link to the main page you are looking at?
[13:56:32] <L84Supper> Jymmm: it's a pdf of an entire lecture on AC circuit analysis
[13:56:42] <L84Supper> just download the whole shootin match
[13:57:03] <Jymmm> L84Supper: That's fine, but is there a page that lists the PDF's that can be downloaded?
[13:57:07] <L84Supper> RLC circuits
[13:57:18] <L84Supper> dunno
[13:57:37] <Jymmm> L84Supper: then how do you know the link to the pdf's directly?
[13:57:51] <L84Supper> LMGTFY
[13:58:15] <Jymmm> L84Supper: So the link is in a google result is what you are saying?
[13:58:49] <Jymmm> L84Supper: or are on you on some uni website?
[13:58:57] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/
[13:59:14] <L84Supper> video lectures as well
[13:59:24] <Jymmm> ah, thank you
[13:59:31] <Jymmm> that's what I was asking for =)
[13:59:39] <L84Supper> happy to be of service
[14:00:28] <L84Supper> now i have to go flush moly lube and 90W out of a differential since the seals leaked
[14:00:45] <Jymmm> L84Supper: Hey, is that a spray can ?
[14:01:25] <Jymmm> L84Supper: moly bedulim lube in spray can?
[14:02:00] <L84Supper> front differential on a Toyota Land Tank
[14:02:22] <Jymmm> L84Supper: I'm looking for moly in spray can
[14:03:43] <Jymmm> thank you guys, appreciate it!!!
[14:06:55] <Jymmm> cradek: It's weird, if I don't hit the EQ key before division of R, I get the wrong results. fwiw
[14:07:13] * Jymmm goes grabs his HP calc
[14:11:41] <L84Supper> oh boy!
[14:12:05] <L84Supper> there goes the network again
[14:14:08] <cradek> Jymmm: a-b/r and (a-b)/r are very different due to order of operations
[14:15:07] <cradek> non-rpn calculators tend to work however they want, so you have to be really careful
[14:16:45] <Jymmm> cradek: Yeah, I noticed that in the formula. I wrote it correctly above, but didn't key it in the calculator properly.
[14:17:41] <Jymmm> cradek: At least it'll be easy to realize I forgot, as it won't be one of the answers =)
[14:29:25] <tjb1> Iphone -> wifi -> macbook pro -> ethernet -> cnc desktop
[14:29:28] <tjb1> lol
[14:35:37] <andypugh> Jymmm BODMAS
[14:35:53] <Jymmm> andypugh: yo momma!
[14:36:14] <Jymmm> andypugh: what are we talking about by the way?
[14:36:54] <andypugh> Wiki bodmas
[14:37:33] <Jymmm> andypugh: Ah, heh, I knew it, I just dind't actually DO it =)
[14:37:58] <Jymmm> andypugh: ty =)
[14:38:51] <tjb1> andypugh: its PEMDAS not BODMAS :P
[14:39:11] <andypugh> Only in foreign
[14:39:38] <tjb1> http://www.facebook.com/photo.php?fbid=434692499930161&set=a.268489309883815.67691.268330443233035&type=1
[14:39:50] <tjb1> heh
[14:39:55] <tjb1> Foreign what
[15:39:32] <Gabe_At_Work> I can't wrap my head around kernels, and patching, and packing
[15:40:21] <Gabe_At_Work> do you have to have a distribution or can you boot straight into a kernel
[15:40:55] <skunkworks> Gabe_At_Work, did you get your encoder working?
[15:41:28] <Gabe_At_Work> half way
[15:41:58] <Gabe_At_Work> im seeing triangle wave forum's at higher speeds
[15:42:41] <Gabe_At_Work> once i got the scope it was alot easier once i brought the scope in
[15:43:44] <andypugh> That might indicate that the pull-ups are too weak. Or strong. Or something.
[15:44:03] <Gabe_At_Work> i don't have pullups on it
[15:44:16] <Gabe_At_Work> it just needed higher voltage
[15:44:28] <Gabe_At_Work> i gave it 12v's and it started working
[15:44:37] <Gabe_At_Work> i tried pull up resistor's but i didn't see a difference
[15:46:08] <L84Supper> Gabe_At_Work, the system you are running boots into a kernel and then follows the scripts for the distribution
[15:46:31] <L84Supper> you might want to take a look at Linux from Scratch to see how things really work
[15:46:34] <Gabe_At_Work> i want to make a minimum install for linux with the rtai kernel
[15:47:02] <Gabe_At_Work> I then want to reconfingure the make for linuxcnc to just install hal and its dependencies
[15:47:15] <L84Supper> Gabe_At_Work, well if you learn how this works and spend the time you probably could
[15:47:22] <Gabe_At_Work> i looked into that
[15:47:26] <andypugh> It might be simpler just to uninstall everything
[15:47:47] <andypugh> What are you hoping to achieve?
[15:48:07] <Gabe_At_Work> simpler updating, and prevent data loss
[15:48:39] <Gabe_At_Work> boot from an iso installed a a CF or SD drive, and run it in memory then make a persistent folder for data i.e program files
[15:49:00] <Gabe_At_Work> then in case of power failure, or if i have an update just replace the iso image
[15:49:14] <Gabe_At_Work> similar to how Tiny Core linux works
[15:49:37] <Gabe_At_Work> i only need Xorg installed, i don't even need a window manager
[15:49:49] <L84Supper> Gabe_At_Work, what file system are you using now that is losing data?
[15:50:38] <Gabe_At_Work> i haven't seen it with linux yet, but when i was using mach3 several times when a breaker blew or someone flipped it off. It would restart missing core windows files
[15:50:54] <Gabe_At_Work> even using solid state drives
[15:52:02] <L84Supper> Gabe_At_Work, a journaling file system help prevent data loss, that what the standard install of LinuxCNC already uses
[15:53:14] <L84Supper> you should be fine with the standard install
[15:53:46] <Gabe_At_Work> its to much bloat
[15:54:02] <mozmck> What's too much bloat?
[15:54:04] <Gabe_At_Work> i want it too look like an embedded program
[15:54:18] <L84Supper> we have been building with Gentoo for embedded LinuxCNC only because we don't care much for ubuntu
[15:54:40] <L84Supper> you should be fine with any modern hardware
[15:55:00] <Gabe_At_Work> i only use the hal part of linuxcnc for the machines i build
[15:55:26] <L84Supper> memory and drives are cheap
[15:55:42] <Gabe_At_Work> also i want an efficient way to roll updates
[15:56:05] <r00t4rd3d> lol
[15:56:07] <Gabe_At_Work> i don't want to have to drive to 6 different companies to reconfigure a hal component or something along those lines
[15:57:46] <L84Supper> spend a few months at you'll be able to roll it the way you want
[15:58:05] <mozmck> ext3 or ext4 are journaling file systems, and are the normal ones used for linux.
[15:58:29] <Gabe_At_Work> i spent the last 5 days trying to patch a kernel and use it with Tiny Core linux
[15:58:43] <Gabe_At_Work> i thought i had it, but it panics something about an init file
[15:59:13] <L84Supper> my RTAI dev here just threw his hands up in the air and said 'no more I'm going" LOL
[16:00:08] <L84Supper> Gabe_At_Work, it's lot of work and RTAI takes some time to learn
[16:00:28] <Gabe_At_Work> i would like to do linux from scratch, but i can't stand reading pdf documents, and im not about to print that off
[16:00:45] <mozmck> L84Supper: was he actually working on RTAI code?
[16:01:52] <Gabe_At_Work> I went to IMTS last weekend pretty awesome, i go every 2 years and it amazes me every time
[16:02:39] <Gabe_At_Work> i feel like mario, in the big worlds because we do real small precision machining, and gearing, and everything there is the size of a living room
[16:03:41] <Gabe_At_Work> does anyone have a 3d printer?
[16:04:01] <r00t4rd3d> #reprap
[16:09:19] <DJ9DJ> gn8
[16:12:41] <Gabe_At_Work> now i have to make one
[16:14:29] <Gabe_At_Work> i'll just make my kids a christmas present
[16:14:36] <Gabe_At_Work> i don't have any kids
[16:14:40] <Gabe_At_Work> but when i do
[16:42:49] <andypugh> Gabe_At_Work: Make kids
[16:47:42] <s1dev> Gabe_At_Work I'm working on building a 3D printer right now, if you want to PM me or ask about it in #reprap
[16:49:42] <r00t4rd3d> andypugh, cant make em alone
[16:49:59] <andypugh> I was meaning 3D printing them.
[16:50:15] <andypugh> Cheaper and easier, I reckon.
[16:50:17] <s1dev> you COULD print a wife
[16:51:24] <andypugh> <backs away from this conversation>
[16:52:36] <tjb1> Ive changed my HAL file so A axis is getting the stepgen and dirgen from the x axis port, how do I reverse the direction so the a axis moves the same
[16:53:25] <andypugh> Swap two motor wires. (A+ for A-, for example)
[16:54:17] <andypugh> Normally you would negate the stepgen scale, or invert the dir pin, but I suspect that won't work for you. (Just guessing though)
[16:54:18] <tjb1> i cant swap the motor wires
[16:54:26] <tjb1> Its prewired
[16:54:57] <andypugh> G540?
[16:56:00] <andypugh> Can you describe the system? My psychic skills are sub-par.
[16:56:14] <tjb1> g540 yes
[16:56:26] <tjb1> Actually scratch that, I dont even know how to get x and a to move together
[16:56:39] <andypugh> And the motors came pre-wired with D-subs?
[16:56:52] <tjb1> I did it before by changing either net astep to xstep or changing the pin to the one for the x
[16:56:55] <tjb1> Yes...
[16:57:09] <andypugh> How many stepgens do you have?
[16:59:17] <tjb1> 0,1,2,3
[16:59:35] <andypugh> The simplest way to do it it just to set Pin2 and Pin 8 to X_step and Pin 3 and pin 9 both to X-dir in Stepconf. Then you can (optionally) invert pin 9 to reverse that motor.
[17:01:00] <tjb1> So in the hal file
[17:01:17] <andypugh> You can do it in stepconf, if you want.
[17:01:31] <tjb1> let me go check that out
[17:01:38] <andypugh> But you could also do it int he HAL file.
[17:03:33] <tjb1> Ok got that figured out
[17:03:41] <tjb1> How do I make the X home/limit also work for the A?
[17:06:23] <tjb1> Well in stepconf I set up pin11 input as the home both for a then went into hal and changed the input pin to 10
[17:06:27] <tjb1> Guess that will work...
[17:07:19] <tjb1> Well it didnt like that, it wouldnt start with that change
[17:12:35] <tjb1> andypugh: Any suggestions on that?
[17:14:03] <andypugh> You need to do it right...
[17:14:12] <andypugh> Wht's the error?
[17:15:12] <andypugh> You need to use the signal name, not the parport pin name.
[17:16:07] <tjb1> Ok I have "net both-home-x <= parpot.0.pin10-in-not"
[17:16:19] <tjb1> and "net both-home-a <= parport.0.pin-11-in-not"
[17:16:48] <tjb1> I tried to change a to pin-10 and it doesnt work
[17:17:18] <L84Supper> mozmck, he was but he was responding to what was being asked in the channel at the time about building RTAI as a n00b
[17:17:26] <andypugh> What does your new HAL line say
[17:18:25] <tjb1> It said "net both-home-a <= partport.0.pin-10-in-not"
[17:18:34] <tjb1> *parport
[17:18:55] <andypugh> You can't do that, because parport-10 is already netted to both-home-x
[17:18:58] <L84Supper> Gabe_At_Work, a FDM (FFF) 3D printer or SLA?
[17:19:30] <L84Supper> s1dev, are you building a reprap FFF type?
[17:19:31] <andypugh> The right way to do it is to delete all references to both-home-a and replace them with both-home-x
[17:19:54] <s1dev> L84Supper: FFF type?
[17:20:05] <tjb1> So in the stepgen section for axis 3, change "net both-home-a" to "net both-home-x"
[17:20:18] <L84Supper> FFF = FDM or reprap
[17:20:26] <andypugh> (Note that the name "both-home-x is not special, you could call that net anything you wanted)
[17:21:10] <L84Supper> FDM is a trademark and stands for Fused Deposition Modeling, the open term is FFF for Fused Filament Fabrication
[17:21:16] <andypugh> But yes. In fact you don't have an A axis, so you probably want to remove any reference to one. You have one X axis with 2 "joints"
[17:21:24] <s1dev> yes, I'm building a Reprap
[17:22:08] <L84Supper> s1dev, are you using ramps + pronterface and slicer or similar or LinuxCNC?
[17:23:13] <s1dev> the former
[17:23:41] <tjb1> Ok I get that now andy
[17:23:52] <L84Supper> Open Source Photopolymer DLP 3D Printer
http://code.google.com/p/lemoncurry/wiki/main
[17:23:55] <tjb1> I didnt even need to change the homing because it was doing it for x anyway
[17:24:13] <s1dev> shiny
[17:24:37] <tjb1> One more thing, when trying to home the motors dont spin they keep clicking…where are the speed settings for homing?
[17:25:42] <andypugh> In the INI. HOME_SEARCH_VELOCITY etc
[17:26:00] <tjb1> ok ini, thanks
[17:26:02] <tjb1> brb
[17:47:06] <JT-Shop> I worked my ass off making this today.
http://imagebin.org/229197
[17:48:21] <JT-Shop> it weighs just shy of 500lbs
[17:49:53] <L84Supper> sturdy flagpole? :)
[17:50:54] <L84Supper> JT-Shop, what are the gussets going to hold?
[17:51:48] <JT-Shop> gluelam beams
[17:57:30] <Loetmichel> looks like the corner pole for a shed
[17:57:43] <tjb1> andypugh: After homing, it turns machine power off. Is that right?
[17:58:37] <andypugh> No
[17:58:44] <Loetmichel> hrmpf... ist 0:46 over here... and i am still working for my company... nowhere finished... that will be a short night, have to bei in the company again at 0800
[17:58:53] <Loetmichel> :-(
[17:59:05] <andypugh> Loetmichel: No point going home.
[17:59:47] <Loetmichel> andypugh: i AM home... the company has no CNC mill
[17:59:49] <tjb1> It hits switch, reverses direction until off switch, hits switch and machine powers off after it completes
[18:00:06] <Loetmichel> making a prototype PSU casing for a new laptop
[18:00:08] <L84Supper> I'm wide awake, wish i could help
[18:00:49] <andypugh> tjb1: Pastebin your HAL file?
[18:01:04] <tjb1> Do you want INI too?
[18:01:13] <andypugh> No
[18:01:26] <Loetmichel> and just have finished the blueprint. now making gcode, and then the 1,5mm aluminium goes on the mill... and the mill is to small, so i have to make it by milling half of it, turning around, adjust, and then mill the other half...
[18:01:38] <tjb1> When it hits the home the second time, it says "Joint 0 on limit switch error"
[18:01:41] <Loetmichel> times 4 because of for casing parts
[18:01:44] <tjb1> But it is set to ignore limits on home
[18:02:26] <andypugh> Ah that's it then. No need for the HAL
[18:04:05] <andypugh> You might be able to get round it with a simpler homing sequence. Try changing the sign of the latch velocity.
[18:04:47] <andypugh> Actually, the solution is probably not to have any limits wired for X2.
[18:05:25] <tjb1> Well here is the HAL
[18:05:25] <tjb1> http://pastebin.com/raw.php?i=tuDhA18A
[18:05:26] <andypugh> I am assuming that you only have one set of switches, so they don't need to be limits for both joints.
[18:05:35] <tjb1> I only have one switch
[18:05:47] <tjb1> Its only set both-home for X
[18:07:05] <andypugh> Hmm, puzzling.
[18:07:24] <andypugh> First try latch velocity with the opposite sign to search velocity. That might do it.
[18:08:26] <andypugh> I am confusing myself here.
[18:08:47] <tjb1> Heh
[18:09:04] <andypugh> It is doing no homing or anything on X2/A is it? So it's nothing to do with that.
[18:09:12] <tjb1> nope
[18:09:29] <tjb1> X2 is getting X step and dir
[18:09:37] <tjb1> Its not separate
[18:09:45] <andypugh> It can only be that HOME_IGNORE_LIMITS isn't working. It may be in the wrong section of the INI, or it may be misspelled.
[18:10:35] <JT-Shop> Loetmichel: corner post for a deck and roof
[18:11:13] <Loetmichel> JT-Shop_ so i wasnt THAT far away
[18:11:14] <Loetmichel> ;-)
[18:11:28] <JT-Shop> real close
[18:11:41] <tjb1> ini coming up andypugh
[18:12:14] <tjb1> http://pastebin.com/raw.php?i=KZCXR71m
[18:13:17] <JT-Shop> you have 4 axes defined in traj but only have three axis_n sections why is that?
[18:13:24] <Loetmichel> <- making silly errors now. i think i should go to bed and call in tomorrow that i will finish this casing and THEN go to the company... after all, its work done for the company...
[18:14:26] <tjb1> I had it set as 4 axis machine JT-Shop but since deleted axis 3 because not needed since A was slaved
[18:14:37] <JT-Shop> you also need enough home offset to move off of the switch
[18:14:46] <jp_> afternoon all!
[18:14:57] <JT-Shop> change axes to 3 and coordinates to xyz
[18:15:07] <andypugh> Yeah, the problem is that it doesn't move off the switch when homed.
[18:15:08] <JT-Shop> good afternoon
[18:15:22] <JT-Shop> no home offset no move
[18:15:27] <andypugh> HOME_LATCH_VEL = -0.1 might be better.
[18:15:48] <tjb1> Isnt the home latch vel the velocity it uses when searching again?
[18:15:51] <jp_> JT-Shop, Hows the BP ?
[18:16:02] <andypugh> (then home is when the switch releases, though you still want a tiny move off the switch)
[18:16:14] <tjb1> andypugh: Maybe I wasnt clear, it moves off but when it hits again it also trips the limit and powers machine off
[18:16:54] <JT-Shop> jp_: almost done, just a few minor things to wrap up
[18:17:07] <jp_> cool!
[18:17:15] <andypugh> tjb1: Yes, it will. Because it trips it, says "that's home", moves to "home" (ie exactlty the same spot), clears the "homing" flag, then finds that the limit switch is set.
[18:17:53] <JT-Shop> for inch I use 0.1 search and 0.01 latch
[18:17:57] <andypugh> A negative latch vel will set home as the point where the switch releases.
[18:18:18] <andypugh> Ah, I search at full speed.
[18:18:27] <JT-Shop> your a daring guy too
[18:18:30] <tjb1> .1 is really slow
[18:18:46] <andypugh> Do you jog to close to home before starting the sequence then?
[18:19:00] <tjb1> Do I need to do anything with offset?
[18:19:03] <JT-Shop> that's why I rapid to home before I turn off my plasma with my button
[18:19:21] <JT-Shop> <andypugh> Yeah, the problem is that it doesn't move off the switch when homed.
[18:19:21] <JT-Shop> <JT-Shop> no home offset no move
[18:19:45] <JT-Shop> <JT-Shop> you also need enough home offset to move off of the switch
[18:19:55] <andypugh> 0.1 (or -0.1) home offset would help.
[18:20:29] <JT-Shop> home offset should normally be the same sign as the search and latch
[18:20:37] <andypugh> Or, zero offset, and a home-position of 0.1 (or, potentially, mid travel)
[18:20:48] <tjb1> But with andy's - latch vel it is now homing when off switch
[18:21:01] <tjb1> So if I input a home offset would it do the double check correctly?
[18:21:14] <andypugh> But only just. The slightest nudge might set the switch again.
[18:21:17] <JT-Shop> double check?
[18:21:43] <andypugh> Just put random numbers in till you get what you want. That's how I got mine working.
[18:21:49] <andypugh> :-)
[18:21:55] <JT-Shop> roflmao
[18:22:14] <tjb1> Isnt the home search a rapid search, it finds switch, backs off and researches slower to get a "more accurate" home?
[18:22:23] <JT-Shop> yes
[18:22:29] <jp_> home random number generator
[18:22:41] <JT-Shop> 2.5 latch is much too fast
[18:22:43] <tjb1> Ok when mine finds the more accurate home, it is tripping the limit switch and powering the machine off
[18:22:45] <andypugh> But you can rapid to the switch, then back off slowly, and use the release posiiton.
[18:23:12] <JT-Shop> <JT-Shop> <JT-Shop> you also need enough home offset to move off of the switch
[18:23:13] <tjb1> THe only way it didnt shut off was using the - search vel like andy said
[18:23:23] <tjb1> I just set .5 offset and it still did it ;)
[18:23:23] <andypugh> tjb1: No, it is finding home, then finishing the home sequence, and finding that the limit switch is set.
[18:23:55] <JT-Shop> if you mix signs with search and latch your doing a different homing method
[18:23:56] <andypugh> You want negative offset, or positive home position.
[18:24:03] <JT-Shop> you should read the manual on homing
[18:24:28] <andypugh> After finding home, the machine rapids to the home location. Your problem is that your home location is inside the switch travel.
[18:25:04] <jp_> how close is you home sw to your limit?
[18:25:15] <tjb1> Its the same switch
[18:25:24] <JT-Shop> tjb1:
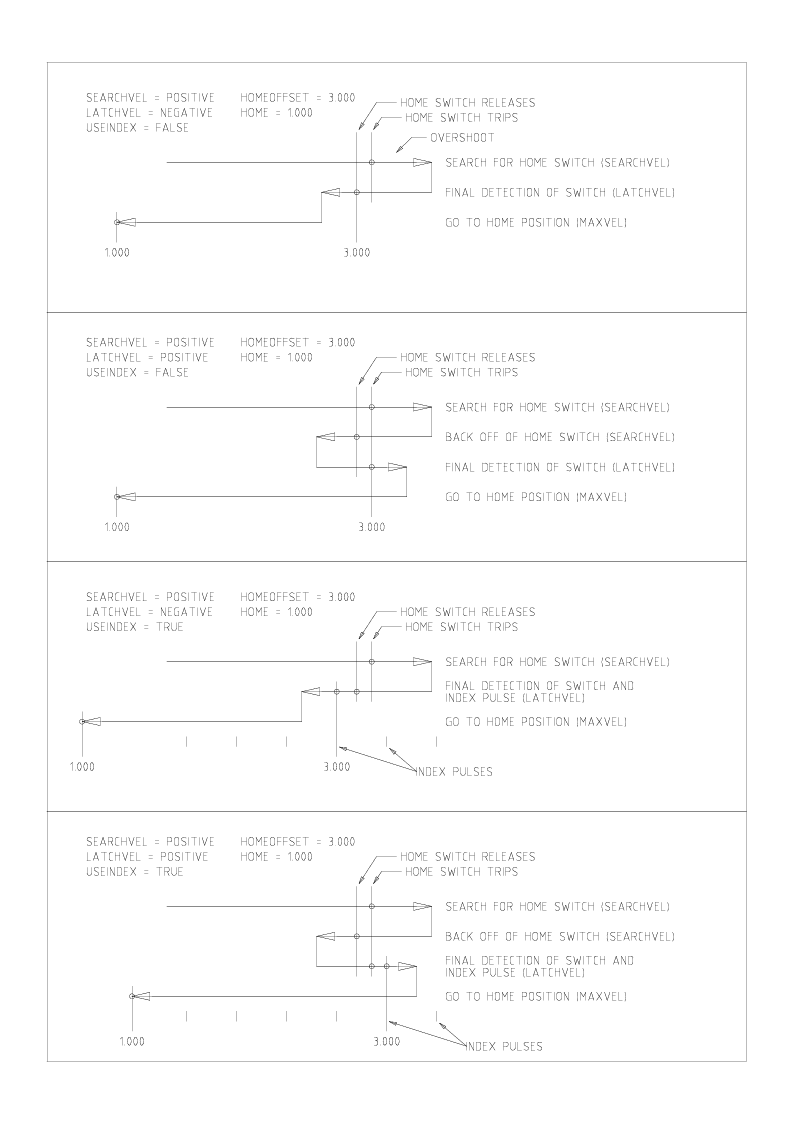
http://linuxcnc.org/docs/html/config/ini_homing.html
[18:25:35] <JT-Shop> look at the pictures in that link
[18:27:33] <JT-Shop> http://linuxcnc.org/docs/html/config/ini_homing.html#_home_offset
[18:29:11] <tjb1> ok second picture down
[18:29:57] <tjb1> Im confused with that picture
[18:30:07] <tjb1> Are home and home offset distance values?
[18:31:10] <andypugh> yes
[18:31:17] <andypugh> From the INI
[18:31:58] <tjb1> So what is the 3 in the second picture?
[18:32:08] <tjb1> It moves 3 inches off trip location to search again?
[18:32:14] <tjb1> http://www.linuxcnc.org/docs/2.4/html/emc2-motion-homing-diag.png
[18:32:15] <JT-Shop> tjb1: after you home and manually move the axis off of the switch note the distance and add a small amount to that and put that in home offset with the same sign as search and latch
[18:33:12] <tjb1> JT-Shop: My problem is on "Final Detection" when it hits the switch, it thinks it is hitting the limit but shouldnt it still be in the homing sequence?
[18:33:35] <JT-Shop> no, you have to move off of the home switch with your homing settings
[18:34:17] <tjb1> So I have positive search and latch, homeoffset of 3 and home of 1
[18:34:36] <JT-Shop> try offset of .25 and home 0
[18:34:40] <tjb1> It moves off the switch but says "Joint 0 on limit switch error"
[18:34:45] <JT-Shop> the numbers are just examples
[18:35:02] <JT-Shop> yes I know it does
[18:35:20] <tjb1> Is it supposed to do that in that homing sequence?
[18:35:35] <JT-Shop> your latching at 150 IPM!
[18:35:41] <JT-Shop> do what
[18:35:59] <tjb1> I have my latch at 2.5
[18:36:08] <tjb1> tjb1: It moves off the switch but says "Joint 0 on limit switch error"
[18:36:11] <JT-Shop> yea, how fast it that?
[18:36:50] * JT-Shop wanders off
[18:36:58] <tjb1> im lost...
[18:37:22] * r00t4rd3d LAUGHS
[18:37:35] <r00t4rd3d> :D
[18:38:20] <tjb1> yep funny
[18:40:32] <tjb1> Care to help r00t4rd3d ?
[18:41:19] <jp_> tjb1: Slow down your latch Vel
[18:41:34] <jp_> 2.5 = 150 IPM
[18:44:18] <tjb1> How does equal to 150
[18:45:03] <tjb1> 2.5*max vel?
[18:45:09] <jp_> vel is in machine units per sec
[18:45:30] <jp_> 2.5 * 60 = 150
[18:47:02] <tjb1> Ok is MAX Velocity 50 ipm or 3000 ipm?
[18:47:23] <jp_> max vel is whatever you set it to in the INI
[18:48:23] <jp_> Home Vel has nothing to do with max vel
[18:49:15] <tjb1> I have it set to 50
[18:49:22] <tjb1> but is that 50 * 60 or 50?
[18:49:34] <jp_> 50*60
[18:49:35] <andypugh> 50 units per second
[18:49:47] <tjb1> So that would be 3000 ipm
[18:49:47] <jp_> to get machine units per/,min
[18:50:13] <jp_> yes
[18:50:28] <tjb1> Ok thanks…I will have to adjust those
[18:50:51] <jp_> read up on the integrator manual
[18:51:25] <jp_> all the information is there (not to be an ass)
[18:51:28] <JT-Shop> if I had a normal pastbin of the ini I'd fix it in 2 seconds
[18:51:50] <andypugh> It's there, isn;t it?
[18:52:03] <JT-Shop> no it is a raw pastbin
[18:52:14] <JT-Shop> tjb1: your plasma goes 3000 IPM?
[18:52:19] <andypugh> Ah, yeah.
[18:53:20] <JT-Shop> and accelerates at 21,000 ipm pm
[18:53:51] <tjb1> the x and a motors arent hooked to anything yet
[18:54:08] <tjb1> If I set search vel at .33, the motors barely move
[18:54:22] <tjb1> which should be 20ipm but its not
[18:54:39] <JT-Shop> then your scale is wrong
[18:54:43] <jp_> Is your axis scaling correct?
[18:55:27] <tjb1> Is all this in the integrator manual?
[18:55:38] <JT-Shop> that and more
[18:55:50] <tjb1> Well I am going to try to download that
[18:55:52] <tjb1> and read it..
[18:55:58] <JT-Shop> the integrators manual should have everything you need to set up a machine
[18:56:24] <jp_> if you want to cheat load up a dummy pncconf
[18:56:50] <jp_> that will give you an idea of how things get set and why
[18:56:56] <JT-Shop> or use stepconf wizard
[18:57:14] <tjb1> I used stepconf
[18:57:46] <JT-Shop> tjb1: you need reasonable values for your velocities and accelerations or it will never work
[18:58:45] <JT-Shop> make a new config and use reasonable values
[18:59:20] <jp_> the tuning in pncconf is good for that not sure if stepconfig has it as i have never used it
[19:00:32] <tjb1> I put 5 for vel which is 300 ipm and 7 for accel
[19:00:48] <JT-Shop> 7 is two low for accel
[19:00:52] <jp_> depends on scaling
[19:01:32] <jp_> if scale is to high nothing will work
[19:01:38] <tjb1> 636
[19:01:40] <JT-Shop> 7 is too low for accel if 5 is your max velocity
[19:01:46] <jp_> check scaling first then set vel and accel
[19:01:49] <tjb1> SCALE = 636.619772366
[19:02:05] <JT-Shop> does it move 1" when you command it to?
[19:02:20] <jp_> on what screw with what reduction and what kind of microstepping
[19:02:43] <tjb1> 10 microsteps
[19:02:47] <tjb1> 2.73:1 belt reduction
[19:02:51] <tjb1> 22 tooth pinion
[19:03:05] <JT-Shop> tjb1: <JT-Shop> does it move 1" when you command it to?
[19:03:08] <tjb1> Yes JT-Shop
[19:03:14] <JT-Shop> then your scale is fine
[19:03:30] <JT-Shop> now set reasonable values for velocity and acceleration
[19:03:44] <JT-Shop> on my plasma vel 7 and accel 125
[19:04:21] <JT-Shop> latch is 0.025 and home offset is .25
[19:06:18] <tjb1> with latch at .025 the motor just clicks
[19:06:20] <tjb1> doesnt move
[19:06:42] <JT-Shop> then you have some other issues
[19:07:09] <JT-Shop> that is 1.5IPM
[19:07:57] <JT-Shop> did you change your vel and accel to be similar to mine?
[19:08:08] <JT-Shop> or do you still have 7 for accel
[19:08:35] <tjb1> I set 7 for vel and 125 for accel
[19:08:44] <tjb1> It may move but it doesnt sound right
[19:09:08] <JT-Shop> does it now home properly?
[19:10:08] <tjb1> On its final search it trips limit switch
[19:10:33] <JT-Shop> increase the home offset to 2
[19:11:10] <JT-Shop> your using some kind of cheap prox right?
[19:11:15] <andypugh> Possibly noise in the limit switch wires.
[19:11:57] <JT-Shop> yea, if the input goes on and off when you don't expect it to then it will never home
[19:13:01] <tjb1> im just going to set search vel -
[19:13:40] <tjb1> It makes a TON of noise and vibration at 3 for search vel...
[19:14:25] <JT-Shop> does it search toward the switch with + or -?
[19:15:12] <JT-Shop> jp_: button box installed :)
http://imagebin.org/229208
[19:15:42] <tjb1> +
[19:15:58] <JT-Shop> then they should all be +
[19:16:24] <JT-Shop> set the search - and it will go the other way
[19:16:27] <jp_> Good old AB 800T LOL
[19:16:31] <andypugh> JT-Shop: My machine searches on then latches off.
[19:17:48] <JT-Shop> that works too if you search at warp speed :)
[19:18:11] <JT-Shop> jp_: got a box full of the 800T's for free, I just had to strip them from a bunch of machines
[19:18:29] <jp_> JT-Shop, Thinking of selling my kitamura and just put a little bit more money into the knee mill
[19:18:47] <jp_> Yeah You cant kill those
[19:19:44] <JT-Shop> you have a kitamura VMC?
[19:19:50] <jp_> Yes
[19:20:23] <JT-Shop> cool, I like my old BP VMC all except the drives which suck
[19:20:59] <tjb1> Im hooking rack up now...
[19:21:24] <jp_> JT-Shop, You got rid of it?
[19:21:36] * JT-Shop is off to the cocina
[19:21:42] <JT-Shop> no, I still have it
[19:21:57] <JT-Shop> time to start dinner guys
[19:22:02] <JT-Shop> see you later
[19:22:06] <jp_> cya
[19:28:37] <tjb1> Ok
[19:28:53] <tjb1> I hooked rack up and the homing sequence is not tripping the limit anymore…must of been me. Sorry
[19:29:13] <tjb1> Can someone please explain in words an idiot can understand what the Home and Home_Offset values do
[19:31:15] <andypugh> Home is the position that the carriage moves to after completing the homing process.
[19:31:39] <tjb1> So that is a value in inches
[19:31:42] <andypugh> Home offset is the offset from the switch to the zero-point of the axis.
[19:31:57] <tjb1> so 3 would be 3 inches away from switch trigger
[19:32:03] <jp_> no
[19:32:17] <andypugh> I wasn't kidding about random numbers you know, it's a load easier than trying to understand it.
[19:32:19] <jp_> 3 would be at the trigger point
[19:32:43] <tjb1> I tried random numbers but didnt get what I wanted :P
[19:32:58] <jp_> home offset is what you want the dro to read when it finds home
[19:33:04] <jp_> its arbitrary
[19:34:06] <tjb1> Ok if I set home offset -3.0
[19:34:10] <tjb1> and home to 0
[19:34:16] <tjb1> Home will be 3 inches away from switch trigger?
[19:34:31] <tjb1> Thats what I got from the integrator manual
[19:35:20] <jp_> yes
[19:35:38] <tjb1> Well it didnt move 3 inches from the trigger
[19:35:51] <jp_> what does the dro say
[19:36:05] <jp_> oh one sec
[19:36:06] <tjb1> when its finished it says 0
[19:36:25] <tjb1> I thought home offset was how many inches the trigger is away from the home you want
[19:37:33] <jp_> yes it is
[19:37:53] <jp_> sorry was just checking something else
[19:38:15] <jp_> set home offset to 3 and home to one and see what happens
[19:41:15] <JT-Shop> tjb1: you have a g540 iirc you might want to start with a bit lower vel of 5 and accel of 75
[19:42:09] <JT-Shop> After latching, LinuxCNC sets the joint coordinate of the current point to HOME_OFFSET.
[19:42:19] <JT-Shop> HOME
[19:42:19] <JT-Shop> The position that the joint will go to upon completion of the homing sequence.
[19:43:02] <JT-Shop> if HOME is 0 after the homing the dro will read 0
[19:43:53] <tjb1> So if offset is -3
[19:44:04] <tjb1> That means it thinks the switch is -3 inches from the home
[19:44:16] <tjb1> and then will move 3 inches and set the DRO to 0 if HOME is 0
[19:44:25] <JT-Shop> andypugh: does it matter how far you overtravel the home switch to use the opposite signs?
[19:44:26] <tjb1> I need to adjust my g540, thats why the motor sounds funny
[19:44:31] <JT-Shop> yes
[19:44:37] <JT-Shop> did you not tune the mid range?
[19:44:56] <tjb1> I thought CNCRP did that
[19:45:09] <JT-Shop> what is CNCRP?
[19:45:24] <tjb1> cncrouterparts
[19:45:29] <tjb1> I need to adjust the driver trim
[19:45:36] <tjb1> It has correct current set resistors
[19:45:55] <JT-Shop> I don't think you can set it outside of the machine
[19:45:59] <jp_> sorry Dyslexia kicking in on the home definition
[19:46:01] <JT-Shop> properly anyway
[19:46:19] <tjb1> The trim is a screw on the g540
[19:46:45] <JT-Shop> yes, you need to cruse at a certian rpm and that info is in the gecko manual
[19:46:57] <JT-Shop> and adjust for smoothest running
[19:47:39] * JT-Shop goes back to the cocina
[19:50:39] <tjb1> Ive adjusted trim pot everywhere and it never matches the Y axis with same settings...
[19:50:44] <tjb1> I think one of the drives is messed up
[19:52:13] <andypugh> Play swapsies with drives and motors, see if the problem follows the drive or the motor.
[19:52:27] <andypugh> (you might need to loosen couplings to do that)
[19:53:28] <tjb1> I redid stepconf and the problem went away...
[19:53:40] <tjb1> Must of been another setting i was missng
[19:58:03] <tjb1> Well numbers for rack and pinion are messed up
[19:58:14] <tjb1> I have it in MDI set to .1 for each press
[19:58:20] <tjb1> Its only moving ~.031
[19:58:29] <jp_> scale is messed
[19:58:57] <jp_> what is your PD on the pinion
[19:59:40] <tjb1> 1
[20:00:00] <andypugh> Is it by any chance moving 0.031830988618379" per press?
[20:00:06] <tjb1> yes
[20:00:12] <jdh> heh
[20:00:27] <jp_> metric?
[20:00:29] <andypugh> Your scale is out by pi
[20:00:34] <jp_> ah
[20:00:43] <jp_> circumference is 3.14
[20:00:47] <tjb1> divide it by pi
[20:01:25] <andypugh> Right, time to log off. Back on sunday, not before.
[20:01:44] <jp_> goodnight
[20:06:47] <tjb1> I actually had to set it to this 1739.13043478 to get it to move .1
[20:07:26] <jp_> Makes more sense 600 seemed low
[20:07:40] <jp_> do you know why it is that number
[20:08:00] <tjb1> I thought I had it calculated out correctly before
[20:08:08] <tjb1> But I didnt know teeth per inch of the rack
[20:08:42] <tjb1> But thats not a calculated number…I took the 600*pi and it was coming out .115 so I did .1/.115 and took that times 2000 and got the 1739
[20:08:45] <tjb1> So its probably not exact
[20:09:36] <jp_> Teeth per inch doesn't really matter
[20:09:39] <tjb1> What is the proper equation
[20:09:54] <jp_> PD of the pinion matters
[20:10:32] <tjb1> According to CNCRP its on a 1" pitch circle
[20:10:55] <jp_> yes use the PD to calculate circumference
[20:11:16] <jp_> thats how much the machine will travel in 1 rev
[20:11:28] <jp_> of the pinion
[20:11:34] <tjb1> if I use this input scale = 10steps/1.8degrees*360*(1/3.14) = 636
[20:11:51] <tjb1> oh...
[20:12:07] <tjb1> I need to take that number times the reduction 2.73 and I get 1736
[20:12:17] <jp_> so based on your pinion 1 rev is 3.14 inches
[20:12:48] <tjb1> 10/1.8*360*(1/3.14)*2.73
[20:13:12] <tjb1> =1738.85350318
[20:13:52] <jdh> 1737.97200821010337241053
[20:14:28] <tjb1> guess I should use proper pi
[20:17:06] <jp_> yes
[20:18:59] <tjb1> WOrking good now
[20:19:03] <tjb1> Time to set up the homing again
[20:20:11] <tjb1> Oh my
[20:20:14] <tjb1> Working wonderful now
[20:20:29] <tjb1> Thanks jp_ and JT-Shop
[20:20:34] <tjb1> And andy when he gets back :D
[20:26:21] <jp_> np
[20:31:36] <tjb1> Just to get a THC working with it now
[20:31:42] <tjb1> Do any THCs support linuxcnc?
[20:32:55] <jp_> mesa has one
[20:33:21] <jp_> JT has wrote some good stuff on that
[20:34:23] <jp_> tjb1, have you got your gantry axis done yet
[20:34:26] <tjb1> That will work with a g540?
[20:34:35] <tjb1> Done as far as what?
[20:34:37] <tjb1> Its on :P
[20:34:47] <tjb1> I have to remake the homing switch bracket
[20:35:16] <jp_> have you got it setup/moving yet
[20:36:34] <MattyMatt> surely tooth pitch is the only thing that matters on a rack? then the number of teeth becomes key, not the PD
[20:37:41] <jdh> should work out the same shouldn't it?
[20:37:46] <MattyMatt> when the pinion turns 1 rev, the travel will be exactly (on average allowing for lash) the number of teeth along
[20:37:48] <tjb1> http://www.youtube.com/watch?v=pD3zaRatH5M
[20:37:52] <tjb1> There jp_
[20:38:12] <MattyMatt> yeah but no need to involve PI anywhere
[20:38:50] <jdh> I can type pi faster than I can count teeth.
[20:39:36] <jp_> No matter how you slice it it still comes down to PD
[20:39:57] <jp_> do the math however you like
[20:40:12] <jdh> echo "2000 / 3.14159 * 2.73" | bc -l
[20:40:17] <MattyMatt> the PD may be nominal, but the number of teeth is absolute
[20:40:35] <MattyMatt> and the pitch of the rack is easy to measure (with a ruler)
[20:41:11] <jdh> you have to measure the teeth on the pinion and the pitch of the rack, and hope the pitch evenly fits 1 inch
[20:41:15] <tjb1> My rack is 20pitch
[20:41:23] <tjb1> 22teeth on pinion
[20:42:12] <MattyMatt> so it's 1.1" per rev. easy
[20:42:51] <tjb1> and .8689xxxx revs per inch
[20:43:34] <tjb1> Why if I put in 2.73:1 for the pulley setup and .8689xxx does it not create the scale correctly
[20:44:01] <MattyMatt> microsteps?
[20:44:27] <tjb1> 10
[20:44:34] <tjb1> WHich I also entered into step conf
[20:45:08] <MattyMatt> so 2000*2.73 steps per rev?
[20:45:26] <tjb1> Where did you get that?
[20:45:41] <MattyMatt> 1.8 deg steppers = 200 steps/rev
[20:45:52] <MattyMatt> with 10 microsteps = 2000
[20:47:15] <tjb1> Then it needs 2000*revs per inch
[20:47:38] <MattyMatt> 2000*2.73 / 1.1
[20:47:53] <tjb1> The answer is 1737
[20:47:58] <tjb1> lol
[20:48:38] <jp_> survey says!!
[20:48:42] <tjb1> The formula is 10/1.8*360*(1/PI)*2.73
[20:48:45] <tjb1> http://linuxcnc.org/docs/EMC2_Integrator_Manual.pdf
[20:48:46] <tjb1> Page 21
[20:50:00] <MattyMatt> I make it 4963.6363 steps per inch
[20:51:00] <MattyMatt> I'd keep the 2.73 as a fraction in the calcs. if stuff is integers keep it that way until the final calc, is my way
[20:52:24] <tjb1> Thats wrong
[20:52:43] <tjb1> It is 1737, I have tested it
[20:52:54] <tjb1> Tell it to move 1 inch and it moves 1 inch
[20:53:04] <MattyMatt> cool. happy to be of no help >:)
[20:53:14] <tjb1> I also found out why stepconf was doing it wrong
[20:53:24] <tjb1> Heh no problem :P
[20:53:36] <MattyMatt> I just thought I saw a familiar issue I hear a lot with belts
[20:54:21] <MattyMatt> toothed belts that is
[20:55:13] <jp_> They probably forgot to use the PD
[20:55:19] <jdh> heh
[20:55:32] <MattyMatt> people fret about nominal diameters of pulleys, when it's all down to belt pitch and number of teeth
[20:55:56] <MattyMatt> V belts sure you need the PD
[20:56:39] <MattyMatt> and then a coefficient for slippage :)
[20:56:54] <jp_> Never had and issue using PD
[20:59:11] <MattyMatt> whatever works :) btw a sharpie dot every 5th tooth makes counting the little buggers easier
[20:59:31] <jp_> lol just playing around
[21:00:10] <MattyMatt> nothing worse than getting magic eye when you're up to around 60 of 100
[21:00:26] <MattyMatt> left eye counts 60, right eye counts 61
[21:00:33] <jp_> that would suck
[21:00:46] <MattyMatt> sharpie dots ftw
[21:01:09] <jdh> or, just look at the invoice, use what it says.
[21:01:33] <MattyMatt> meh invoice says dead inkjet, and it was 144 tooth in the end
[21:11:24] <tjb1> JT-Shop-2: Where is this link of the mesa thc
[21:11:56] <s1dev> Black Mesa?
http://release.blackmesasource.com/
[21:13:11] <tjb1> Aye no
[21:13:37] <jp_> one sec i think i can find it
[21:13:53] <jp_> http://www.mesanet.com/
[21:13:53] <jdh> http://www.mesanet.com/aiodaughter.html
[21:13:58] <jdh> last thing on that page
[21:15:13] <jp_> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Plasma
[21:15:17] <tjb1> What is that sending to linuxcnc?
[21:15:50] <tjb1> Just a frequency
[21:18:30] <tjb1> Looks like the card is converting it to a frequency and his program is converting it back into a voltage
[21:18:34] <jp_> check posts on the fourm too
[21:18:47] <tjb1> I can do that with an arduino and not spend any money :)
[21:18:55] <jp_> i think most of it is on the fourm
[21:19:06] <tjb1> http://www.linuxcnc.org/docs/html/man/man9/thc.9.html
[21:19:21] <jp_> whats your plasma have out 0-10V?
[21:19:45] <tjb1> 0-7
[21:20:25] <jp_> cant remember if the arduino interface is RT or not
[21:20:31] <tjb1> I already got to the point where I can divide it, send it to arduino, convert 0-1023, convert it back to 0-7v range or even the 0-350 volt
[21:20:38] <tjb1> RT?
[21:20:44] <jp_> Real time
[21:21:00] <tjb1> I had a very small program so it was running very fast
[21:21:20] <jp_> no I meant the interface with linuxcnc
[21:21:20] <tjb1> I just never figured out how to pause it on turns
[21:21:28] <tjb1> But it looks like I can use HAL
[21:21:52] <jp_> yes it it just might be a userspace thing
[21:21:57] <tjb1> I was going to have the arduino use 2 output pins
[21:21:59] <tjb1> Up or down
[21:22:10] <tjb1> Not have linuxcnc control voltage
[21:22:33] <tjb1> I just need an output to tell arduino to stop on turns or cross overs
[21:24:16] <tjb1> Thats a project for another day
[21:26:08] <jp_> Not enough Time in the Day
[21:35:18] <tjb1> Im not done, plasma table isnt far enough along for me to make the THC :P
[21:35:44] <Tom_itx> http://theamazingios6maps.tumblr.com/post/31933286987/oaklands-980-freeways-have-awesome-new-rock
[21:39:47] <Tom_itx> http://theamazingios6maps.tumblr.com/post/31929650562/cross-that-bridge-before-one-comes-to-it
[21:43:14] <tjb1> Thats not apples fault
[21:43:21] <tjb1> It is for releasing it but they didnt make that
[21:45:00] <tjb1> They bought some company that was working on 3d mapping
[21:45:03] <MattyMatt> that's the fault </google>
[21:45:31] <MattyMatt> they just bought the data from TomTom
[21:45:49] <MattyMatt> who were already famous for dodgy satnav data
[21:46:57] <MattyMatt> crowdsourced maps are the future. even google aren't gonna walk every footpath
[21:47:44] <jp_> crowdsource is pretty cool
[21:48:41] <MattyMatt> climb every mountain, ford every stream
[21:49:08] <MattyMatt> that's what you end up doing if you obey TomTom satnavs :D
[21:49:26] <jp_> MattyMatt, you use rack alot?
[21:49:49] <MattyMatt> jp_ no just belt, on repraps
[21:50:01] <jp_> thinking of cncing my lathe and using the original rack
[21:51:22] <MattyMatt> no reason not to
[21:51:26] <jp_> MattyMatt, Ah then 3mm vs 1.75 whats your take
[21:51:30] <archivist> far too much backlash in a lathes rack
[21:51:44] <jp_> Thats what i was worried about
[21:51:55] <MattyMatt> jp_ 3mm is cheaper. that's the upshot
[21:52:04] <jp_> I do have an alpha gear rack i can use
[21:52:20] <archivist> use its leadscrew
[21:54:13] <tjb1> MattyMatt: It wasnt from TomTom, they bought a company trying to start 3d mapping
[21:54:14] <jp_> Id have to redo the whole leadscrew arrangement
[21:54:24] <tjb1> Im having a problem with 7 for velocity
[21:54:40] <tjb1> I even put accel at 10 and its like as soon as it hits 400 ipm it throws an error
[21:54:44] <tjb1> but doesnt tell me the error
[21:54:57] <jp_> following error?
[21:56:15] <jp_> slow it down and then increase until you get errors then back it off a bit
[21:56:32] <tjb1> It just says "Joint 0 has error"
[21:56:53] <jp_> probably trying to step to fast
[21:57:46] <tjb1> JT has 7 for accel lol
[21:58:20] <jp_> but if his scale is different
[21:58:29] <jp_> And hardware is different
[21:58:53] <jp_> it's not a good comparison
[21:59:09] <tjb1> Is there a way to see the errors?
[21:59:13] <tjb1> Its like the box isnt big enough
[21:59:23] <tjb1> I can hit like 325 but as soon as I let off the key it errors out
[21:59:36] <jp_> run it in terminal
[22:00:24] <tjb1> Care to explain :)
[22:01:08] <jp_> I know if i pushed my accel or max vel to high i would get following errors
[22:01:58] <jp_> open a terminal window and type linuxcnc
[22:02:37] <jp_> alarms will show up in the terminal window
[22:04:07] <tjb1> error on axis 0, command number 133
[22:05:58] <jp_> cut you max vel and accel in half what happens?
[22:06:22] <tjb1> It will work
[22:06:33] <tjb1> I had it 5 and 125 and it worked
[22:06:35] <tjb1> 7 and 125 dont
[22:06:59] <jp_> you maxing out the stepgens
[22:07:12] <jdh> pport or real hardware?
[22:07:35] <jp_> G540 i think
[22:07:39] <tjb1> g540
[22:07:47] <jdh> using pport, or mesa?
[22:08:36] <tjb1> parellel
[22:09:01] <jdh> bummer.
[22:09:27] <tjb1> why
[22:09:29] <jp_> how is it at 6 max vel
[22:09:58] <tjb1> lemme check
[22:10:57] <jp_> if it works goto 6.25 the 6.5 then 6.75
[22:10:58] <jdh> can you increase stepgen_maxaccel?
[22:11:11] <tjb1> Moved like 2 inches and then errored out
[22:11:25] <tjb1> What is difference between stepgen max and max accel?
[22:11:53] <jp_> was it accelerating or at speed?
[22:12:45] <tjb1> at speed
[22:15:00] <jp_> im not 100% sure but it sounds like your at the limit. is it ok at 5.5?
[22:15:39] <jdh> is your base_period high?
[22:17:02] <jp_> what did you set step lenght and other too
[22:17:33] <jp_> and did you run the latency test?
[22:17:42] <tjb1> base period and the others in ini?
[22:17:50] <jp_> yes
[22:20:13] <jp_> BASE_PERIOD is the heartbeat of your LinuxCNC computer.1 Every period, the software step generator decides if it is time
[22:20:13] <jp_> for another step pulse. A shorter period will allow you to generate more pulses per second, within limits. But if you go too short,your computer will spend so much time generating step pulses that everything else will slow to a crawl, or maybe even lock up.Latency and stepper drive requirements affect the shortest period you can use.
[22:20:27] <tjb1> emcmot - base period is 100000
[22:20:41] <jp_> The simplest way to avoid this problem is to choose a BASE_PERIOD that is the sum of the longest timing requirement of your
[22:20:41] <jp_> drive, and the worst case latency of your computer. This is not always the best choice. For example, if you are running a drive
[22:20:42] <jp_> with a 20 us direction signal hold time requirement, and your latency test said you have a maximum latency of 11 us , then if you
[22:20:42] <jp_> set the BASE_PERIOD to 20+11 = 31 us you get a not-so-nice 32,258 steps per second in one mode and 16,129 steps per second
[22:20:44] <jp_> in another mode
[22:21:02] <tjb1> I did the jitter test and got like 8767
[22:21:30] <jdh> you typed 100,000 above
[22:21:40] <tjb1> Thats what it says in the INI
[22:21:47] <tjb1> I ran stepconf again and it didnt change it
[22:22:43] <jp_> Time for bed. later
[22:22:52] <jdh> is this a d525?
[22:24:02] <tjb1> WHat is a d525
[22:24:12] <jdh> intel atom d525
[22:24:32] <jdh> 8767 is really low
[22:26:27] <tjb1> pentium 4
[22:28:42] <tjb1> up to 675 now
[22:30:56] <tjb1> 900 ipm
[22:31:46] <jdh> 900?
[22:31:55] <tjb1> 1140
[22:31:56] <tjb1> yes
[22:32:02] <tjb1> That baseperiod changed everything
[22:32:27] <jdh> 10x too high
[22:32:42] <tjb1> Its a plasma cutter
[22:32:55] <jp_> no the baseperiod
[22:33:13] <jp_> think of the baseperiod as a scan cycle
[22:33:30] <jdh> 100,000 base period means it can only run at 10khz
[22:33:36] <tjb1> Its at 25k now
[22:33:52] <Connor> Anyone have any Kluber Isoflex NBU 15? I need a very small amount (1.5cc) for my spindle bearing upgrade.
[22:33:57] <jdh> heh
[22:34:00] <jp_> if your only scannig so often you can only know when to step so often
[22:34:12] <jdh> Connor: tried craigslist?
[22:34:26] <tjb1> Im gonna drop it to 15k to see if I can get 1500ipm…you never know when you need it
[22:34:31] <tjb1> Air has a pretty high cutting speed ;)
[22:35:05] <Connor> jdh: No.
[22:35:15] <Connor> I tend to not look at Craigslist very much.
[22:35:28] <jdh> I look every day!
[22:35:41] <jdh> but, I have a weakness for buying stuff I don't need.
[22:37:16] <tjb1> jdh: Got to 1800
[22:37:30] <jdh> it's actually moving that fast?
[22:37:52] <tjb1> Its a 65" wide axis
[22:37:57] <tjb1> 250 for accel
[22:38:05] <jdh> so, 2 seconds for full travel
[22:38:39] <tjb1> 1800 ipm
[22:39:23] <tjb1> is about the limit
[22:39:25] <tjb1> Its stalling at 2100
[22:40:33] <tjb1> Actually it will run at 2100, was stalling at 2300
[22:41:59] <tjb1> Sorry 1920, had the max set at 2100 but axis at 1920
[22:42:04] <tjb1> So it said 2100 but was at 1920 :P
[22:42:14] <Connor> jdh: Belt conversion done except for bearing upgrade and assembly.
[22:43:57] <jdh> cool, motor mounted?
[23:41:03] <uw> whats a good gcode generator?
[23:41:22] <uw> please dont say pycam because I'm throughly fed up with it
[23:41:23] <uw> it sucks
[23:41:26] <uw> worst program ever
[23:41:38] <uw> it's only useful for engraving
[23:42:00] <uw> and even that it fails too much of the time for me to keep using it
{kind=link}