Back
[00:00:11] <r00t4rd3d> what would that do?
[00:00:11] <pfred1> each step is only half a step
[00:00:21] <pfred1> make you move twice as far as you should
[00:00:25] <pfred1> messes yoru scale up
[00:00:32] <r00t4rd3d> :/
[00:00:44] <r00t4rd3d> I must be at 400 then cause it dont do that
[00:01:07] <pfred1> stepconf I think automatically figures it out for you
[00:01:20] <pfred1> if you put in the right mode and motor poles
[00:01:36] <r00t4rd3d> nope, im at 2.0 micro and 200 steps per rev
[00:01:45] <r00t4rd3d> http://www.georgegardner.info/software/tb6560-ebay-3-axis-driver-and-linuxcnc-emc.html
[00:01:50] <r00t4rd3d> i followed that guide
[00:02:06] <pfred1> I built my own TB6560 drivers
[00:02:18] <pfred1> so I know the IC inside and out
[00:03:02] <r00t4rd3d> what if im at 2.0 and 200 ms and my machine works fine?
[00:03:04] <pfred1> those chinese boards from what I've seen of them aren't entirely optimal they're not bad though
[00:03:51] <pfred1> the documentation they come with is dismal
[00:04:05] <pfred1> you'll never understand how your drivers work just reading it
[00:04:10] <andy_mac> 200 just makes the stepper not work. Seems to only work with 50 motor steps per rev... guess it's not a 1.8degree step angle
[00:04:31] <r00t4rd3d> step degree angle, forgot about it
[00:04:32] <pfred1> nema 17 it might not be 200
[00:04:46] <r00t4rd3d> has nothing to do with it
[00:06:16] <r00t4rd3d> http://wiki.zentoolworks.com/index.php/Morgan%27s_EMC2_Config_for_TB6560_driver
[00:06:33] <r00t4rd3d> another setup, he uses 1/16, steps still set at 200
[00:07:59] <pfred1> stepconf figures out your scale based on your steps mode and lead pitch
[00:08:07] <andy_mac> 200 and 0.5 seems to give me the right distance
[00:09:00] <andy_mac> although his -x seems to be loosing some distance so the test drifts in +x
[00:09:24] <andy_mac> think there's a coupling issue now
[00:09:38] <pfred1> yes I suspect it could be mechanical
[00:10:19] <pfred1> you said earlier the motors are rated for 12V right?
[00:10:58] <pfred1> you're not really running them at 12V are you?
[00:12:08] <r00t4rd3d> he has them hot wired to his car battery
[00:12:28] <pfred1> well at only 12V you're going to get crappy performance
[00:13:10] <andy_mac> looks like they're getting ~10V according to my meter
[00:13:12] <pfred1> r00t4rd3d ever see my motor in action?
[00:13:24] <r00t4rd3d> no
[00:13:43] <pfred1> andy_mac I think the l293 is a chopper drive
[00:13:53] <pfred1> r00t4rd3d
http://www.youtube.com/watch?v=fHPKaHLzXes
[00:14:09] <pfred1> I'm only running at 24V
[00:14:30] <pfred1> I got it to do 1.5 IPS after I made that video
[00:14:57] <r00t4rd3d> yeah i did see that awhile ago
[00:15:06] <Skullworks> L297/L298 is a full/half step chopper
[00:15:19] <pfred1> good to what 34V right?
[00:15:28] <r00t4rd3d> http://i.imgur.com/W5hx7.jpg
[00:15:32] <r00t4rd3d> my lastest cut
[00:15:53] <Skullworks> 34V is pushing the upper limit IIRC
[00:16:08] <pfred1> well I'd still run it higher than 10V
[00:16:48] <pfred1> andy_mac you need to run higher voltage if you want any performance
[00:17:06] <pfred1> andy_mac with stepper drivers they limit current voltage doesn't matter
[00:17:33] <pfred1> well voltage matters but not how you think it would
[00:18:07] <pfred1> man i think i need to go skinny dipping
[00:18:28] <andy_mac> ok, guess I can tackle that problem later...
[00:18:36] <taiden> late night cnc?
[00:18:41] <andy_mac> I'll deal with crappy performance if I can just get it working
[00:18:48] <pfred1> yeah you're going to get dismal performance until you up the voltage you're running at
[00:19:02] <pfred1> it has to do with inductance
[00:19:12] <taiden> is there a way to call home function from gcode?
[00:19:29] <andy_mac> same settings don't work for the y-axis...
[00:19:42] <Skullworks> Are you really using a L293 - I think those are only rated as 1A max per coil.
[00:19:44] <pfred1> make sure that drive is set correctly
[00:19:59] <taiden> i'd like to home x and y in the middle of some code just to be safe
[00:20:05] <pfred1> Skullworks they said they have nema 17 motors
[00:20:24] <Skullworks> OK
[00:20:44] <pfred1> 1 amp is about the upper limit on that frame
[00:21:16] <Skullworks> I bought a 10 pack of 17's to build a pair of PRUSA's
[00:21:45] <Skullworks> been to busy to get much farther with that
[00:21:52] <pfred1> what drivers did you use pololus?
[00:22:22] <andy_mac> yep, the controllers have L293D's on them
[00:23:22] <pfred1> andy_mac full stepping is whacky run all half step
[00:23:44] <Skullworks> thats the plan - but I may make a driver card - has all the driver chips in a row so I can fit one big heatsink bar.
[00:24:12] <r00t4rd3d> http://www.ustream.tv/nasahdtv
[00:24:14] <pfred1> the chinese tb6560 boards don't seem as cheap as they used to be
[00:24:16] <r00t4rd3d> landing on mars
[00:24:26] <r00t4rd3d> mine works great
[00:24:29] <pfred1> I thought they were landing this morning?
[00:24:36] <pfred1> like at 10:30
[00:24:39] <r00t4rd3d> 130am
[00:24:41] <r00t4rd3d> esty
[00:24:49] <pfred1> oh really?
[00:25:04] <pfred1> I donno if i can watch
[00:25:21] <r00t4rd3d> no live video of it
[00:25:26] <Skullworks> aim Hubble for live coverage...
[00:25:27] <pfred1> they better not plant this one in the dirt
[00:25:39] <r00t4rd3d> actually landing , telemetry only
[00:25:53] <pfred1> well even live is what 11 minute delay?
[00:26:14] <pfred1> I heard they were having troubles with the relay satelite on Mars too
[00:26:20] <r00t4rd3d> i want it to blow up and kill a martian
[00:26:23] <pfred1> it is some antique we put there years ago
[00:26:42] <pfred1> poor NASA they got to do everything on a shoestring
[00:26:59] <pfred1> this mission still cost like a billion though
[00:27:40] <r00t4rd3d> thats just for all the blue polo shirts they are wearing
[00:27:52] <tjb1> landing is on nasa channel
[00:27:56] <tjb1> 286 on dish network
[00:28:15] <andy_mac> For the driver type, I should be ok choosing the L297 right?
[00:28:15] <pfred1> I think i need ot go land in my pool for a while here
[00:28:59] <Skullworks> dude - software companies were outsourcing software jobs to the Soviet space agency folks who were dying for anything to do...
[00:29:02] <pfred1> andy_mac there is a place for that in stepconf?
[00:29:16] <r00t4rd3d> http://eyes.nasa.gov/
[00:29:26] <tjb1> curiosity is moving at 13,200 mph right now
[00:29:43] <tjb1> r00t, see the guy with the mohawk yet?
[00:29:54] <pfred1> might not be the best mission name
[00:29:58] <r00t4rd3d> i want to kick his ass
[00:30:26] <andy_mac> yeah, first page. Else I have to put in values for everything myself... and I don't know what they are
[00:30:27] <pfred1> shame if it hits the planet at that speed and is only a curiosity for ever after
[00:30:52] <r00t4rd3d> im sure it has parachutes
[00:31:09] <tjb1> it does
[00:31:20] <tjb1> Largest one ever used
[00:31:21] <pfred1> heck it has 3 55 pound weights it is going to drop
[00:31:31] <tjb1> http://www.theatlantic.com/infocus/2012/08/curiosity-just-days-away-from-mars/100346/
[00:31:45] <tjb1> specifically -
http://cdn.theatlantic.com/static/infocus/msl112511/s_m03_328234ma.jpg
[00:31:49] <r00t4rd3d> i guess there may be pictures tonight sometime
[00:31:55] <pfred1> imagine what sending those weights into space cost at like $2,500 a pound
[00:33:03] <pfred1> $412,500 they're just going to throw it away
[00:33:19] <Skullworks> yeah - its not the price of the object - its the shipping that bleeds you...
[00:33:21] <tjb1> It can examine rocks 23' away with its laser and telescope
[00:33:37] <pfred1> Skullworks I bet they're really nice weights though
[00:34:04] <tjb1> I wonder what they went through before they came up with the skycrane
[00:34:23] <Skullworks> the finest Fe someone could want I bet
[00:34:24] <pfred1> the inflatable bouncing gas bags
[00:34:53] <L84Supper> skyblock-n-tackle
[00:35:08] <tjb1> 1 minute til entry
[00:35:26] <pfred1> if this thing works it is going to be such a huge technical triumph
[00:35:34] <r00t4rd3d> lol
[00:35:37] <tjb1> This asian seems to be the only one doing anything
[00:35:55] <pfred1> no one is doing anything it is all automatic
[00:36:04] <tjb1> The only one talking :P
[00:36:07] <pfred1> either it is going to happen it it isn't
[00:36:22] <r00t4rd3d> fred you been hitting the sauce again?
[00:36:24] <pfred1> either it is going to happen or it isn't
[00:36:28] <L84Supper> wow, it looks more cartoon like than video! Is that due to the Martian atmosphere?
[00:36:36] <tjb1> No thats a simulation
[00:36:44] <r00t4rd3d> lol
[00:37:01] <r00t4rd3d> i hope you are drunk or were joking
[00:37:05] <tjb1> What happened to the simulation?
[00:37:21] <L84Supper> all those people are simulated?
[00:37:47] <andy_mac> If my steppers appear to be the same, shouldn't I have the same settings for each axis? Can't figure out my y axis...
[00:37:53] <tjb1> Yes, they are previewing it to see how people respond before they air the real thing
[00:39:21] <tjb1> They are going to try/already did to get a picture of it landing with the HiRISE
[00:39:58] <tjb1> I think it has already landed…arent the communications 14 minutes behind?
[00:40:19] <pfred1> easy 14 minutes delay
[00:40:31] <tjb1> so it could have already crashed lol
[00:40:45] <pfred1> what dops clap when it is wheels down
[00:41:23] <tjb1> That simulation is pretty slow for nasa...
[00:41:26] <tjb1> Its laggy as hell
[00:42:55] <tjb1> Its at 100 mph
[00:43:22] <tjb1> skycrane active
[00:43:35] <tjb1> down to 1 mph
[00:43:48] <tjb1> touchdown
[00:44:10] <pfred1> yeah lets see a picture fro mit
[00:44:28] <tjb1> They were 1 minute off in landing time
[00:44:29] <tjb1> damn...
[00:44:54] <pfred1> they're all cheering because they still have jobs
[00:45:00] <tjb1> haha yeah
[00:45:21] <tjb1> images are coming
[00:45:37] <Skullworks> Red plant + Green Economy - <>
[00:45:41] <L84Supper> good thing they got the computer guy from TimeCop to help out
[00:46:03] <tjb1> wow a thumbnail
[00:46:23] <pfred1> they have a really big monitor
[00:46:44] <pfred1> I'm jealous
[00:46:47] <tjb1> they blew a 2 pixel image up to the size of a house lol
[00:47:11] <pfred1> how long is this thing supposed to run?
[00:47:20] <L84Supper> objects on screen are farther than they appear
[00:47:44] <tjb1> the supply drops to 100w after 14 years
[00:47:51] <tjb1> so for a while...
[00:47:58] <pfred1> wow 14 years?
[00:48:14] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m14_011-6715.jpg
[00:48:22] <tjb1> Oh text isnt on it
[00:48:27] <toastyde1th> lol pallet jack
[00:48:29] <tjb1> there is hi-res
[00:48:33] <andy_mac> so my y axis is still only moving at 1/2 the distance it should... changing the motor steps per rev and microstepping to the x & z axis values makes the y axis stepper stop working. anything else to investigate as to why it's not working?
[00:48:36] <L84Supper> does this one have auto windex spray and wiper?
[00:48:50] <pfred1> the guy is having a geekgasm
[00:49:15] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m17_011-4882.jpg
[00:49:27] <tjb1> There is the thing they used for like 15 seconds then shot off to be destroyed
[00:49:34] <pfred1> what OS are they running?
[00:49:40] <pfred1> it looks like Ubuntu
[00:50:42] <tjb1> I wonder how many of them in the room actually worked on making the rover
[00:51:03] <pfred1> these are console jockies
[00:51:10] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m18_011-7088.jpg
[00:51:13] <tjb1> Where are all of those guys
[00:51:20] <tjb1> Nasa probably fired them
[00:51:41] <pfred1> well if this massion is a go it is a big coup for the USA
[00:52:03] <tjb1> This is cool -
http://cdn.theatlantic.com/static/infocus/msl112511/s_m22_011-7344.jpg
[00:52:14] <L84Supper> looks like a scene from Moonraker
[00:52:52] <tjb1> I just heard a guy say holy shit
[00:52:58] <pfred1> yup
[00:53:15] <pfred1> they're running Linux
[00:53:45] <tjb1> https://lh6.googleusercontent.com/-osb3mRcnkRI/UB9Yl308yFI/AAAAAAAAGYg/wMVcJ86pHOU/s720/vlcsnap-2012-08-06-15h39m08s42.png
[00:56:20] <pfred1> notice how no one is doing their job now?
[00:56:38] <r00t4rd3d> there only job was to cheer
[00:56:46] <tjb1> Yeah it just video of them talking
[00:57:01] <pfred1> we want data!
[00:57:03] <tjb1> Back to normal nasa programming
[00:57:21] <L84Supper> in space, nobody can hear you scream
[00:57:22] <pfred1> I want some high res desktop wallpaper
[00:57:39] <r00t4rd3d> there already is
[00:58:05] <tjb1> Congratulations, the people you didnt know that slaved to build this rover accomplished something and you are taking all the credit
[00:59:38] <tjb1> I think curiosity is out of data area now
[01:00:26] <pfred1> what did he just say?
[01:00:40] <pfred1> the USSR still holds the distance record
[01:01:26] <L84Supper> the first landing on the moon was a bit more exciting
[01:01:42] <pfred1> I saw it it was not as exciting live
[01:02:05] <pfred1> they didn't really let on that they only had 30 seconds of fuel left
[01:02:48] <pfred1> watching the first Moon landing knowing what I know now it is a bit more of a nail biter
[01:04:35] <tjb1> Funny how they all have macbook pros/airs and iphones
[01:05:54] <L84Supper> notice any iPAD's?
[01:07:02] <pfred1> she wants 100% slashdot factor
[01:07:19] <tjb1> http://mars.jpl.nasa.gov/msl/multimedia/raw/
[01:07:32] <tjb1> there are images
[01:08:10] <pfred1> I need better pictures
[01:09:35] <tjb1> it wont load for me now
[01:09:37] <pfred1> The request could not be satisfied.
[01:09:50] <tjb1> it had full size then it wouldnt load
[01:09:59] <pfred1> the server is crashed
[01:10:43] <tjb1> http://mars.jpl.nasa.gov/msl-raw-images/proj/msl/redops/ods/surface/sol/00000/opgs/edr/fcam/FRA_397502305EDR_D0010000AUT_04096M_.JPG
[01:11:33] <pfred1> someone commented is that a horse?
[01:11:42] <tjb1> http://p.twimg.com/Azl9hyXCEAE5_Hw.jpg:large
[01:12:01] <pfred1> it isn't large here
[01:13:03] <tjb1> crashed again
[01:14:29] <pfred1> everyone is tuning out
[01:14:42] <Skullworks> Must be Win 2008 Server Enterprise Ed.
[01:15:10] <Skullworks> Buggy as a termite mound
[01:15:35] <pfred1> I want to see the thing cruise around
[01:16:06] <tjb1> at the speed it brings down these little pictures i can only imagine how much that would suck to drive it
[01:16:26] <pfred1> supposedly this thing is 10 times faster than the last rovers
[01:17:21] <tjb1> i remember watching something about them driving some other rover where they had to specially train them because video feed lagged 30 seconds behind
[01:17:31] <tjb1> I wonder how they drive this
[01:18:15] <pfred1> how would yo udrive a billion dollar car?
[01:18:22] <pfred1> very carefully!
[01:18:28] <Skullworks> should be like MDI - forward 2 m
[01:18:40] <Skullworks> wait to confirm
[01:19:13] <tjb1> Well im about to pass out
[01:19:15] <tjb1> night all
[01:19:31] <pfred1> I think the rover is largly autonomous they just tell it kind of where to go and it goes there
[01:19:35] <Skullworks> me to - nite all
[01:21:17] <pfred1> http://www.reuters.com/article/2012/08/06/us-usa-mars-idUSBRE8721A920120806
[02:17:46] <DJ9DJ> moin
[06:32:52] <Jymmm> Hey alex_joni
[07:31:44] <awallin> has anyone done a state-machine with HAL? or with some other RTAI tools? I'm toying with the idea of using RTAI/HAL to control some instruments... (not a cnc-machine)
[07:35:26] <awallin> hmm the rtai wiki shows some block diagrams etc. anyone used that?
[07:35:44] <micges> awallin: something like production line in factory? 24/7 same production?
[07:35:54] <cpresser> awallin: i think i would implement that as hal-userspace-component
[07:36:13] <cpresser> one could write a 'compiler' which translates VHDL to HAL
[07:36:21] <cpresser> or use classic-ladder
[07:36:25] <awallin> monitoring of analog pid-loops, reading a lot of sensors, controlling digital and analog outputs..
[07:36:33] <cpresser> as always, there are plenty of options :)
[07:37:29] <awallin> does anyone have a good grasp of the overall real-time situation on linux? i.e. rtai vs rtlinux vs. xxxx ?
[07:37:43] <archivist> awallin, there is an antenna testing rig controlled by emc
[07:37:45] <micges> awallin: then yes, I've made few of such machines
[07:37:47] <awallin> rt-preempt or whatever is the newest, but low performance, thing
[07:38:26] <archivist> awallin,
http://emcar.sourceforge.net/
[07:38:38] <Jymmm> archivist: antenna tester? link?
[07:38:55] <archivist> see above
[07:39:04] <micges> awallin: 1.5k lines of hal, generated from eagle
[07:40:09] <Jymmm> archivist: ty
[07:41:28] <archivist> there was another system where user mixed emc2 and another instrument control system
[07:41:52] <archivist> about a years ago I think
[07:42:46] <awallin> something that logs to disk, or produces a 'live' webpage, and sends emails or other alerts in error situations would also be interesting
[07:43:40] <micges> thats could be done by userspace python module
[08:34:02] <stillme1> hello please i want to know if anyone ever used photovcarve with 30 degree bit?
[09:34:52] <r00t4rd3d> ive used a 60 with it
[10:02:03] <stillme> cpresser, i tried to vcarve in photovcarve with a 30degree bit and it came out just lines with little variations
[10:02:54] <r00t4rd3d> mess with the line spacing and carving max depth
[10:03:21] <r00t4rd3d> start with 0.02 and 100%
[10:08:17] <r00t4rd3d> if that is not viewable try 125% line spacing
[10:09:52] <r00t4rd3d> when you get it viewable increase your depth by 0.005 and see what happens, tighten your lines up by 2%
[10:12:32] <r00t4rd3d> you really should use a 90 to get good results
[10:13:30] <r00t4rd3d> they have them at lowes for 10 bucks, 1/4 shaft
[10:20:33] <stillme> yes i figured that i need at least a 60degree or better a 90degree but i wanted to confirm
[10:21:01] <stillme> 30 has very low ratio of line width to line depth
[10:22:17] <stillme> i ordered a 60 degree but wanted to know if anyone succeeded with 30 degree bit
[10:28:41] <JT-Shop> any will work, it just depends on your desired results
[10:33:46] <r00t4rd3d> more angle = more detail but also longer to cut
[10:34:12] <IchGuckLive> depends on cutter form also
[10:34:30] <r00t4rd3d> vbit
[10:34:52] <IchGuckLive> not good shape for miling detail
[10:35:07] <r00t4rd3d> we are talking about a program called PhotoVCarve
[10:35:32] <r00t4rd3d> vbits is all you are suppose to use with it
[10:35:50] <IchGuckLive> gives not a good result
[10:35:59] <r00t4rd3d> not really
[10:36:17] <IchGuckLive> do you got a semple foto to be milled
[10:36:27] <r00t4rd3d> i dont
[10:36:33] <IchGuckLive> as a relieff or outline
[10:37:25] <IchGuckLive> if seen today a map as a 1GB stl file
[10:37:53] <IchGuckLive> to be milled in foam at 10mx8m
[10:38:03] <r00t4rd3d> i wanna do it
[10:38:06] <r00t4rd3d> is it free?
[10:38:22] <IchGuckLive> dont think so
[10:38:32] <IchGuckLive> what are you searching for
[10:38:36] <IchGuckLive> stl files
[10:39:13] <r00t4rd3d> no
[10:39:26] <IchGuckLive> there are so many around to be milled
[10:39:32] <r00t4rd3d> http://i.imgur.com/Ixoaj.jpg
[10:39:35] <r00t4rd3d> thats my map :D
[10:39:37] <syyl> ebay is the evil..
[10:39:37] <syyl> http://gtwr.de/schleifschraubstock.jpg
[10:39:42] <r00t4rd3d> 3inches
[10:40:16] <IchGuckLive> r00t4rd3d: this is only a outline
[10:40:38] <r00t4rd3d> yeah
[10:41:37] <r00t4rd3d> syyl, whats wrong
[10:41:38] <r00t4rd3d> ?
[10:41:58] <syyl> it cost money ;)
[10:42:20] <syyl> couldnt withstand..
[10:42:24] <r00t4rd3d> oh
[10:42:35] <r00t4rd3d> i was looking for a defect :/
[10:42:42] <syyl> na, its in great shape
[10:42:47] <syyl> no toolmarks
[10:42:52] <r00t4rd3d> whats the long pin for?
[10:43:02] <syyl> its the tommybar for the spindle
[10:43:08] <syyl> to overtighten it ;)
[10:43:15] <r00t4rd3d> oh
[10:43:50] <syyl> i like the look of the wooden box
[10:43:54] <syyl> like an old ammo crate
[10:44:53] <cpresser> get a can of spraypaint and cut a stencil in order to paint it. that gives even mor ammobox feeling
[10:45:04] <syyl> thats what i had in mind
[10:45:29] <syyl> maybe i will do that
[10:45:58] <cpresser> http://www.dafont.com/theme.php?cat=114
[10:46:11] <syyl> yeah :D
[10:46:22] <syyl> that would be total useless
[10:47:06] <cpresser> it looks even better if the stencil used is not aligned correctly^^
[10:49:45] <IchGuckLive> r00t4rd3d:
http://www.shadedrelief.com/physical/index.html
[10:58:43] <jdh> fengrave is supposed to do vcarving of some sort now.
[11:01:08] <IchGuckLive> r00t4rd3d: still here
[11:08:51] <IchGuckLive> r00t4rd3d: querry ->
[11:10:48] <IchGuckLive> 3D usa map generated and etch state is individuell scal in Z via Blender
[11:14:41] <IchGuckLive> jdh: photo->gimp->incscape->pycam
[11:14:52] <IchGuckLive> for outline is ok
[11:15:14] <IchGuckLive> relieff Photo->Gimp->blender->stl
[11:15:54] <IchGuckLive> relieff via grayscale ZHighmap
[11:16:49] <jthornton> Tom_itx take another glance at the glade part of the tutorial when you get a moment
[11:18:05] <IchGuckLive> http://www.usarelief.com/ust_ca.htm
[11:55:41] <Connor> Hey Guys.. I just rotated the head on my g0704 and rigged it for use as a Lathe.. The G-Code I'm producing uses Z and X.
[11:56:08] <Connor> Were as, I need it to be X and Y
[11:56:22] <jdh> coincidently, I've spent an hour or two this morning trying to find a lathe chuck for mine.
[11:56:38] <Connor> jdh: Still no luck ?
[11:56:45] <Connor> Shaars has them sometimes...
[11:57:02] <Connor> err Shars
[11:58:53] <jdh> wonder if I could just get an adapter for my 3 or 4 jaw chucks to R8
[11:59:29] <jdh> Connor: UPS delivered an empty box that was supposed to have 18lbs of 1.5" drill rod in it (for the holders)
[11:59:43] <Connor> Huh ?
[11:59:46] <Connor> WTF ?
[12:00:18] <jdh> one corner of the box was damaged. Looks like the 3ft rod left the box.
[12:02:05] <jdh> shars has a 3", it's $125 though.
[12:03:33] <ktchk> ctrl-home is not working any news?
[12:03:55] <micges> ktchk: caps-lock?
[12:04:04] <ktchk> no
[12:04:29] <micges> does it works earlier?
[12:04:58] <Connor> jdh: That sucks.. on both counts..
[12:05:16] <ktchk> micges:no
[12:05:45] <Connor> I think I'm going to have to copy the config of my mill and make a new one..Simply renaming the Axis in the G-Code isn't doing it..
[12:06:01] <micges> so probably bad homing sequence in ini file?
[12:08:34] <micges> ktchk: HOME_SEQUENCE must start from 0
[12:09:14] <jdh> why doesn't the axis change in gcode work?
[12:09:25] <micges> ktchk:
http://www.linuxcnc.org/docs/html/config/ini_homing.html#_home_sequence
[12:09:40] <Connor> I don't know.. it's like it's all out of wack.
[12:09:57] <jdh> are you doing plain moves or something funky?
[12:10:06] <Connor> just plain moves.
[12:10:16] <ktchk> micges: my .ini file is generated by stepconf
[12:10:31] <Connor> I'll figure it out.
[12:10:45] <jdh> try changing planes?
[12:10:50] <micges> ktchk: does all axis move when you try jog?
[12:11:00] <Connor> in CAM ?
[12:11:21] <jdh> in the gcode
[12:11:33] <Connor> What G code does that ?
[12:11:34] <jdh> G18?
[12:11:42] <Connor> I see a G17
[12:11:59] <jdh> change it to g18
[12:12:27] <ktchk> micges: yes all axis moves only ctrl-home to home all axis not working
[12:12:45] <jdh> that may not do anything wih g0/g1 though
[12:13:11] <ktchk> micges: the ini file does not have HOME_SEQUENCE
[12:13:16] <Connor> Nope. G2,G3, G81--G89 G40--G42
[12:13:18] <skunkworks> ktchk, are you using the axis git?
[12:13:21] <skunkworks> *gui?
[12:13:39] <ktchk> 2.51
[12:13:40] <micges> ktchk: paste ini file on pastebin.org
[12:15:04] <Connor> If I make a separate config file, I can just map Z to X and X to Y
[12:15:39] <IchGuckLive> Connor: why not change the hole G-code
[12:15:39] <Connor> I would think doing a search replace would do it too.
[12:15:51] <archivist> yes just edit configs and call it lathe
[12:15:55] <IchGuckLive> in gedit 2 klicks
[12:16:06] <Connor> IchGuckLive: I've done a search and replace..
[12:16:14] <IchGuckLive> O.O
[12:16:21] <Connor> for what ever reason.. the part then is wrong..
[12:16:33] <ktchk> micges:3ENE4jv8
[12:16:47] <IchGuckLive> ktchk: full link ß
[12:18:40] <ktchk> http://pastebin.com/sPNfqpMC
[12:19:15] <IchGuckLive> Thanks
[12:19:56] <IchGuckLive> ktchk: witch country are you in
[12:20:18] <micges> ktchk: please paste whole file
[12:21:19] <ktchk> that is the whole file
[12:21:30] <IchGuckLive> the file is only the top
[12:21:38] <IchGuckLive> no data from the axes
[12:23:34] <micges> ktchk: if so then you have not configured any axis, so then there will be default settings and no homing
[12:23:41] <micges> try again stepconf
[12:24:06] <ktchk> That is the ini file generated by stepconf
[12:24:25] <micges> ktchk: and before try view it in gedit to be sure you didn't miss anything
[12:24:42] <IchGuckLive> we are looking for [AXIS_0] 1 2 3 4
[12:24:50] <Connor> okay.. I think it might be G7 command.. which puts X in Diameter mode..
[12:25:06] <Connor> when Y needs to be in Diameter mode..
[12:25:23] <IchGuckLive> r00t4rd3d: still on
[12:27:41] <Connor> Yup.. G7 was halving the X travel...
[12:28:01] <Connor> Now.. I need to figure out if Y needs a equivalent.
[12:28:21] <IchGuckLive> Connor: why Y
[12:28:30] <IchGuckLive> lathe is XZ
[12:28:39] <IchGuckLive> there is no Y
[12:28:42] <Connor> IchGuckLive: This isn't a Lathe.
[12:28:45] <IchGuckLive> in ISO
[12:28:53] <IchGuckLive> then why G7
[12:29:09] <Connor> That's what the CAM package did.
[12:29:22] <IchGuckLive> CAM name
[12:29:40] <IchGuckLive> isend there A FANUC 11m
[12:29:58] <Connor> I rotated my Head on my mill 90 degrees. The head is now parallel to the X and my Y moves the tool in and out.
[12:30:06] <Connor> IchGuckLive: CamBam
[12:30:57] <IchGuckLive> CAM BAM can change the Axis Word in the Post Config
[12:31:01] <jdh> oh. Why did you rotate it?
[12:31:39] <Connor> jdh: Would have to mount the tool holder sideways.. Rotational force could flip the bit out if I used Z
[12:32:16] <Connor> I would do it if turning alumn.. but, I'm doing steel.. didn't want to chance it.
[12:32:43] <jdh> what are you making?
[12:32:53] <Connor> IchGuckLive: That's fine. But, that still won't take care of the G7 and Radius vs Diamater.
[12:33:02] <Connor> jdh: Top hat for power drawbar.
[12:33:22] <jdh> I got another $100 amazon gift card today. I can get another atom board, and some reamers.
[12:33:38] <Connor> jdh: Nice. What was the card for ?
[12:33:51] <IchGuckLive> Connor: if your tool is parallel X why G18 not G19
[12:34:16] <jdh> it says Expertise: optimizing the transducer changeover process
[12:35:05] <jdh> but, I was just doing things I always do.
[12:35:10] <IchGuckLive> Connor: see post processor macro
[12:35:14] <Connor> IchGuckLive: Because Z has no part in this.
[12:35:23] <Connor> This is X and Y.
[12:35:42] <IchGuckLive> XY with tool parallel X
[12:36:10] <Connor> X is left to right movement. Y is in and out movement.
[12:36:56] <IchGuckLive> you are running 0.9.8
[12:37:03] <Connor> Yes.
[12:41:21] <IchGuckLive> Connor: please do a ALT+Doble Klich in the main window to see the Workplane Reset
[12:41:49] <IchGuckLive> in the Drawing window
[12:45:00] <IchGuckLive> Connor: XP or Win7
[12:45:19] <Connor> Win7 in vmware. give me just a minute.. CamBAM isn't saving gcode for some reason.
[12:46:05] <IchGuckLive> ktchk: still on
[12:46:47] <IchGuckLive> Connor: RMB on Drawing Save G-code
[12:51:42] <Loetmichel> so, work done for today, going home... (11 hrs is definetly enough)
[12:56:23] <ktchk> IchGuckLive: still checking
[12:57:29] <IchGuckLive> it is so easy
[12:57:47] <IchGuckLive> ktchk: are you on a standard parport 4 Axis
[12:58:07] <ktchk> IchGuckLive: 3 axis
[12:58:45] <ktchk> IchGuckLive; i use no home switches
[12:58:49] <IchGuckLive> if you load up axis stepper xyz you are done
[12:59:02] <bonehead> sherline has so little help information about thier machines. my keyboard is unresponsive only when i have the spindle motor running. i think it has something to do with a ground. checked the maching and there is constant power going to the motor even when the power switch is off. anyone have a simmilar issue? i have the sherline 2010 mill cnc bought as a package.
[12:59:09] <ktchk> stepconf
[12:59:12] <IchGuckLive> no homeswitches means that there is no input enabled
[12:59:55] <ktchk> IchGuckLive: stepconf does not have home switch config
[13:00:08] <IchGuckLive> you need to home the mashie by hand then just klick on mashie reference and etch axis
[13:00:33] <IchGuckLive> ktchk: it does it if you do not config any input
[13:01:36] <IchGuckLive> if you do not reference by hand the MASHI NE is not moving
[13:01:45] <IchGuckLive> on MDI or G-code
[13:02:16] <IchGuckLive> it will not move as there is no home configured at the ini during homing
[13:02:27] <IchGuckLive> just the icon homed is appearing
[13:02:37] <IchGuckLive> ktchk: witch country are you in
[13:02:49] <IchGuckLive> as you did a mm config
[13:02:50] <ktchk> IchGuckLive: hong kong
[13:03:12] <IchGuckLive> do you got a Zen Board as Driver
[13:03:21] <IchGuckLive> read or blue
[13:03:25] <IchGuckLive> red
[13:03:50] <ktchk> IchGuckLive: chinese breakout
[13:04:03] <IchGuckLive> on ebay ?
[13:04:16] <ktchk> IchGuckLive: no direct
[13:04:28] <IchGuckLive> so let me see
[13:04:46] <ktchk> IchGuckLive: yoocnc using them
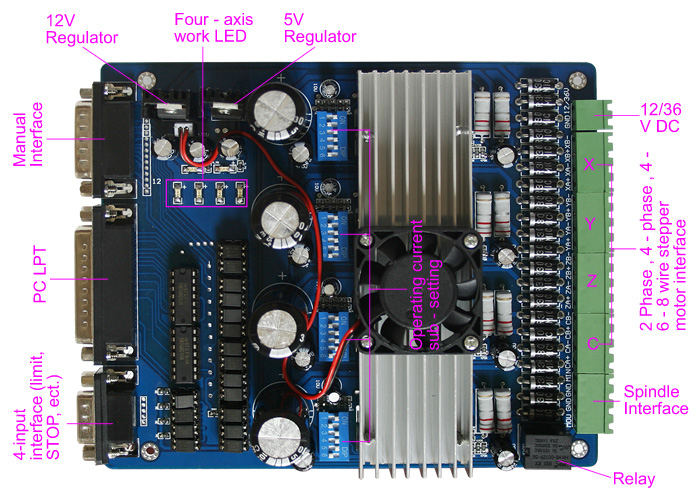
[13:04:52] <IchGuckLive> http://reprap.org/mediawiki/images/e/e9/TB6560.jpg
[13:04:58] <IchGuckLive> this one
[13:05:34] <ktchk> IchGuckLive: no seperated one
[13:06:09] <ktchk> IchGuckLive: I have 6560 single axia 3 of them
[13:06:18] <IchGuckLive> ok
[13:06:24] <IchGuckLive> and witch brewakout
[13:06:59] <ktchk> IchGuckLive: small one only 3x224 on it
[13:08:00] <ktchk> IchGuckLive: it comes with the control box
[13:08:32] <ktchk> IchGuckLive: it works fine the opto isolater is on the 6560 board
[13:08:41] <IchGuckLive> http://www.ebay.de/itm/Neu-4-Axis-TB6560-CNC-Stepper-Motor-Driver-Controller-Board-Kit-57-two-phase-3A-/221030915230?pt=Motoren_Getriebe&hash=item3376781c9e
[13:08:55] <IchGuckLive> ktchk: this is the system
[13:09:36] <ktchk> IchGuckLive: breakout board no relay
[13:10:01] <IchGuckLive> can you post a datasheed for the pinlayout
[13:10:20] <ktchk> IchGuckLive: which board?
[13:10:22] <IchGuckLive> XStep pin3 Xdirectoin pin 4 ?
[13:10:37] <IchGuckLive> the Breakoutboard with the parport
[13:10:53] <IchGuckLive> we belive that you connect as shown in the manual
[13:11:03] <r00t4rd3d> ktchk, whats your issue? I have a tb6560
[13:11:19] <IchGuckLive> r00t4rd3d: ini not propper
[13:12:07] <IchGuckLive> ktchk: did you put the jumper to the parport subD-25 connector input
[13:12:35] <ktchk> IchGuckLive: I have no problem with the 6560 board I want to test all keys for the qjoypad to make a remote joypad
[13:13:16] <IchGuckLive> then you need to read the hal manual on pendand
[13:13:33] <r00t4rd3d> nah, just set qjoyup right
[13:13:38] <r00t4rd3d> no need to mess with hal
[13:13:42] <ktchk> IchGuckLive:jumper is for a 5v supply for the 244 ic
[13:14:00] <skunkworks> ktchk, are you using axis?
[13:14:06] <ktchk> yes
[13:14:16] <r00t4rd3d> i use qjoypad too
[13:14:29] <ktchk> r00t4rd3d: qjoypad is good
[13:14:32] <r00t4rd3d> yeah
[13:14:37] <r00t4rd3d> works
[13:14:43] <r00t4rd3d> pain to set the keys
[13:15:00] <r00t4rd3d> you kinda gotta guess some till you figure out what is what button
[13:15:03] <skunkworks> ktchk, do you have a 'home all' button on the manual tab?
[13:15:26] <ktchk> r00t4rd3d: I did use hal first but the speed to jog axia is not good
[13:16:28] <ktchk> skunkworks: I found out that I have not put a input pin for home no home of any kind in my ini
[13:16:42] <skunkworks> ok - good
[13:17:03] <r00t4rd3d> did you add NO_FORCE_HOMING = 1 in your ini?
[13:17:14] <r00t4rd3d> inder [TRAC]
[13:17:18] <r00t4rd3d> under*
[13:17:27] <ktchk> skunkworks: the ctrl-home switch is for machine with home switch
[13:18:38] <ktchk> r00t4rd3d: I try to use the ctrl-home switch , no-forcehoming what for
[13:19:17] <IchGuckLive> ktchk: its for general no homing
[13:20:47] <ktchk> ok but is will be a bit trouble to activate then home ever axis
[13:21:26] <r00t4rd3d> if you dont have homing switches, no need to use homing.
[13:21:54] <ktchk> zero at the conner?
[13:22:01] <r00t4rd3d> yeah
[13:22:07] <r00t4rd3d> of your work piece
[13:22:27] <r00t4rd3d> use the Touch off
[13:22:44] <ktchk> then the soft limit will go over the other side
[13:23:45] <r00t4rd3d> this is what i do, I set my x,y where i want it, restart linuxcnc and make sure all is at 0 expect Z, if not at 0 i touch off to 0.0
[13:23:57] <ktchk> IchGuckLive: is your breakout board working?
[13:24:11] <IchGuckLive> yes
[13:24:43] <IchGuckLive> i had to change from USB in to D25 in via Jumper
[13:24:53] <IchGuckLive> it comes with USA enabled
[13:24:54] <r00t4rd3d> today i think i will finally hook up my limit/homing switches
[13:25:02] <IchGuckLive> B)
[13:25:14] <IchGuckLive> r00t4rd3d: all on one
[13:25:24] <ktchk> I found out that the 6560 need to invert the signal for step otherwis is will skip step
[13:26:10] <ktchk> IchGuckLive: did you put the usb cable in?
[13:26:24] <IchGuckLive> i woudt go for Debounce and dot forget to tell HOME_IS_SHARED
[13:26:47] <IchGuckLive> ktchk: no
[13:26:54] <IchGuckLive> r00t4rd3d: HOME_IS_SHARED=1
[13:27:56] <ktchk> IchGuckLive: USB cable is for the 5v to supply the 244 ic db25 does not always give enough supply current
[13:28:18] <IchGuckLive> i got a %v via plugs
[13:28:22] <IchGuckLive> 5V
[13:28:49] <IchGuckLive> you may got a other board
[13:29:00] <IchGuckLive> please perovide the manual side
[13:32:06] <ktchk> IchGuckLive:
http://item.taobao.com/item.htm?id=17180568283&ali_trackid=2:mm_14507416_2297358_8935934,0:1344277217_3z3_286335094
[13:32:21] <r00t4rd3d> i got it fixed in sketchup :D
[13:32:46] <IchGuckLive> ok
[13:32:54] <IchGuckLive> ktchk: its not available from germany
[13:33:02] <IchGuckLive> blocket as a spam side
[13:33:30] <IchGuckLive> r00t4rd3d: all sketchup modells can be §D milled via Blender
[13:33:34] <IchGuckLive> 3D
[13:33:48] <IchGuckLive> as there is a collada input
[13:34:23] <IchGuckLive> i use this for large scale miling Mount Rushmore and Statues
[13:34:26] <gallenat0r> anyone have a 3phase hf spindle?
[13:34:44] <IchGuckLive> im off late here BY
[13:35:28] <ktchk> ichGuckLive:
http://www.wantmotor.com/ProductsView.asp?id=257&pid=82
[13:37:49] <jdh> looks like a leadshine m542
[13:37:57] <ktchk> IchGuckLive: www.taobao.com is chinese search only money is RMB chinese for your set is 660yuen that is 90US
[13:38:47] <ktchk> gallenat0r: I have a chinese one 400 HZ
[13:40:15] <gallenat0r> I've just gotten one I bought off eBay.. damn it's huge :-s
[13:42:05] <gallenat0r> 22kg
[13:42:05] <ktchk> gallenat0r: 800watt water cool ?
[13:42:15] <gallenat0r> 4.5kw air cool
[13:42:32] <ktchk> gallenat0r: 400hz
[13:42:37] <gallenat0r> it was smaller in the picture
[13:42:40] <gallenat0r> 200hz
[13:43:20] <ktchk> gallenat0r: 1.5kw is 80mm dia
[13:43:44] <gallenat0r> this one is 140x140mm
[13:43:54] <gallenat0r> and 380mm long
[13:44:09] <ktchk> gallenat0r: special mount needed
[13:44:10] <gallenat0r> oh well it can never be too large, eh?
[13:44:35] <ktchk> gallenat0r: cutting steel?
[13:46:35] <gallenat0r> I'm building a wood mill
[13:47:34] <ktchk> gallenat0r: water cool is better for long run no cleaning needed
[13:48:53] <ktchk> IchGuckLive: is the breakout board connection diagram correct?
[13:49:44] <r00t4rd3d> http://www.wantmotor.com/ProductsView.asp?id=257&pid=82
[13:50:39] <ktchk> yes
[14:01:19] <andypugh> r00t4rd3d: I like how "open collector" and "open gate" are called "ying" and "yang" connection :-)
[14:03:22] <andypugh> Err, not "open gate". What's it called?
[14:04:59] <ktchk> terminated
[14:05:17] <ktchk> 方向 信號 is direction
[14:06:26] <ktchk> 脈沖 信號 is pulse
[14:07:51] <ktchk> bye
[14:09:12] <r00t4rd3d> we need google street view car to goto mars
[14:15:26] <DJ9DJ> lol
[14:33:59] <uw> Anybody speak Hungarian?
[15:14:59] <Tom_itx> looks good jthornton
[15:15:32] <andypugh> uw: Many Hungarians do
[15:21:30] <Jymmm> andypugh: sarcasm... from you? I'm impressed ;)
[15:24:13] <jthornton> Tom_itx, thanks
[15:50:43] <DJ9DJ> gn8
[16:09:20] <Jymmm> andypugh: ping
[16:09:26] <andypugh> ponh
[16:09:31] <r00t4rd3d> Jymmm, pong
[16:09:46] <Jymmm> andypugh: What is this used for?
http://www.ukelectricalsupplies.com/Univolt-Black-65mm-PVC-Circular-Box-Lid.htm
[16:10:03] <andypugh> It's a lid for a conduit box
[16:10:13] <Jymmm> andypugh: residential?
[16:10:24] <andypugh> I have three in my garage
[16:10:26] <Jymmm> andypugh: It's not anything I've see in the US
[16:10:50] <Jymmm> andypugh: Is that due to the UK mains outlets?
[16:11:01] <andypugh> http://www.tlc-direct.co.uk/Main_Index/Conduit_Pvc_Index/20mm_Conduit_and_Fittings_Black/index.html
[16:11:22] <andypugh> No, it is for surface-mounted round conduit boxes
[16:11:38] <Jymmm> andypugh: and 65mm is common?
[16:12:05] <andypugh> I think it is for 20mm conduit.
[16:12:22] <andypugh> Yes, here is another
[16:12:24] <andypugh> http://www.tlc-direct.co.uk/Products/MTLIDB.html
[16:12:31] <Jymmm> andypugh: Are thse PVC only, or do you think they would come in SS too?
[16:13:24] <andypugh> Not stainless, no. Galvanised though:
http://www.tlc-direct.co.uk/Products/COLIDG.html
[16:14:39] <Jymmm> andypugh: Damn, i could use that in SS
[16:15:03] <andypugh> http://www.electrix.co.uk/view_products.php?id=40
[16:16:37] <andypugh> They exist, but not cheap:
http://uk.rs-online.com/web/p/cable-conduit-fittings/4711221/
[16:17:26] <Jymmm> andypugh: Are those 65mm conduct strictly a UK thing, or EU too?
[16:18:14] <andypugh> I think they might be EU. 20mm is an EU size.
[16:19:00] <Jymmm> andypugh: So I need to search for "20mm conduit" stuff ?
[16:20:03] <andypugh> Yes. I have supplied links to 3 suppliers now.
[16:20:51] <Jymmm> andypugh: I know, but *I* don't know the common sizes in UK/EU is why I was asking.
[16:21:14] <Jymmm> I wanted to make sure it wasn't an oddball size
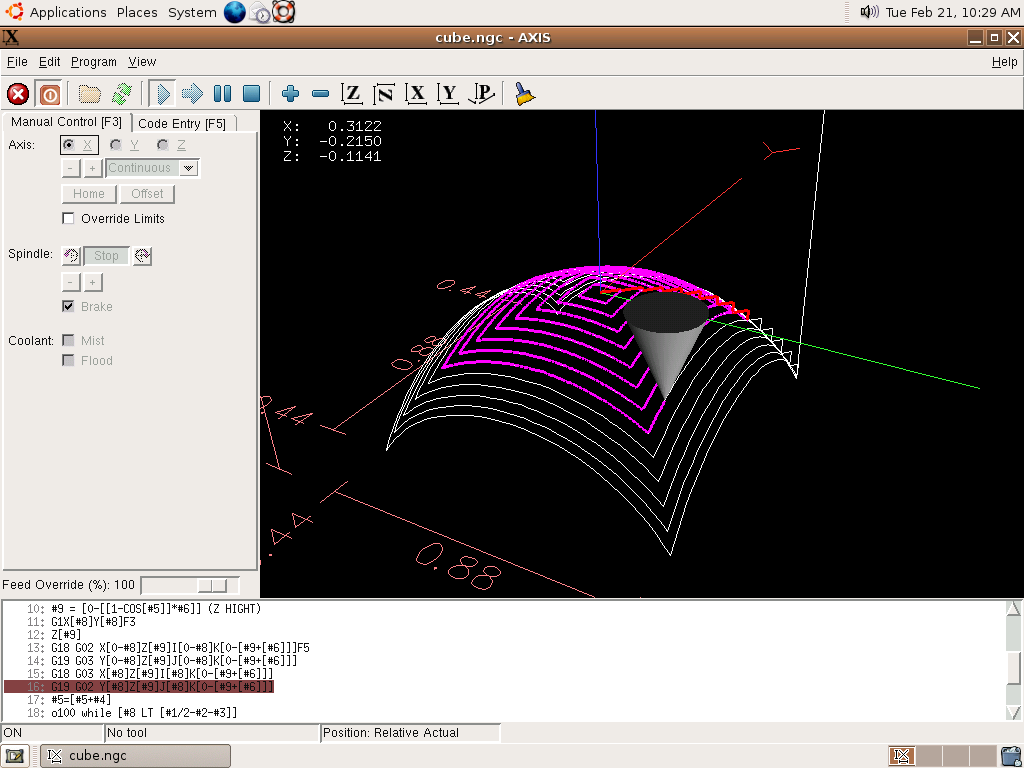
[16:36:17] <skunkworks> http://www.machsupport.com/forum/index.php/topic,21026.msg146323.html#msg146323
[16:37:13] <skunkworks> like to see the g-code behind that.. looks like
http://electronicsam.com/images/KandT/axisubuntu.png
[16:43:25] <r00t4rd3d> its probably in the samples
[16:43:36] <r00t4rd3d> oh nvm
[16:46:18] <jthornton> is the actual velocity of the tool in the X and Y just a sum of the two axes velocity?
[16:50:47] <r00t4rd3d> dont you write the manual?
[16:51:45] <jthornton> no, I think some really old guy wrote the trig manual
[16:54:10] <r00t4rd3d> mach4's gui does look purdy
[16:55:42] <andypugh> Looks identical to Glade.
[16:58:42] <r00t4rd3d> windows renders stuff cleaner
[17:04:54] <r00t4rd3d> looking at both i think identical is way to strong of a word
[17:05:14] <r00t4rd3d> similar
[17:06:00] <r00t4rd3d> they are both gray...
[17:06:42] <r00t4rd3d> ive never tried mach
[17:07:28] <syyl_> mach3 is just
[17:07:31] <syyl_> colorfull
[17:07:38] <syyl_> it looks like a candystore
[17:07:56] <syyl_> emc/axis has a much more machinelike appearance
[17:11:01] <jthornton> running G code
http://imagebin.org/223577
[17:27:36] <Tom_itx> what do you use to open the file there?
[17:28:22] <Tom_itx> it just sorta looks like you're running around in circles there
[17:28:40] <Tom_itx> (threading)
[17:30:26] <jthornton> Tom_itx, me?
[17:30:31] <Tom_itx> ya u
[17:31:03] <jthornton> in my gui I just use file open
[17:31:18] <Tom_itx> then run?
[17:31:32] <jthornton> well estop, power, then run
[17:31:46] <jthornton> the gcode display is a gladevcp widget
[17:34:57] <Tom_itx> how do you encorporate the default hal path for nc_files into the search?
[17:35:50] <jthornton> what is a hal path?
[17:38:23] <Tom_itx> PROGRAM_PREFIX
[17:39:12] <Tom_itx> and PROGRAM_EXTENSION
[17:39:13] <jthornton> I don't look at the ini file yet for anything
[17:43:38] <Tom_itx> is 'test' the file name?
[17:43:48] <Tom_itx> displayed on the icon bar?
[17:44:35] <jthornton> no that is a test button
[17:48:22] <Connor> Okay Guys. Made a special config for my mill to work as a lathe.. that's good.. Now.. having issues trying to figure out tool offsets etc..
[17:48:41] <Connor> For my operation.. I'll be using a Left and Right hand tool.
[17:49:19] <Connor> because I'm making a part with square shoulders. the problem is switching to the LH tool.. the cutting point isn't in the same place...
[17:49:25] <Connor> how do I fix that?
[17:50:24] <andypugh> The tool table has an "orientation" entry.
[17:50:36] <Connor> right. Got that figured out. Q1 and Q2
[17:50:42] <andypugh> Does your config declare itself as a lathe?
[17:50:50] <Connor> Does now. yes.
[17:52:24] <Connor> I thought setting Z+ in the tool table for the offset would do it..
[17:52:42] <Connor> which I issue the tool change commands it flips the cutter point around on screen correctly..
[17:53:04] <Connor> when I issue.. I mean.
[17:53:51] <jdh> http://gnipsel.com/linuxcnc/tutorial/lathe03.html
[17:54:26] <jthornton> I love it!
[17:54:42] <Connor> jthornton: ?
[17:55:01] <jthornton> my tutorial
[17:55:07] <Connor> jdh: Okay.. Yea.. that's the insert I'm using.. Except mine is flush.
[17:56:12] <Connor> Doesn't make much difference.. but, the Z should control the point from left to right correct?
[17:56:48] <Connor> maybe my code isn't doing the G43 command ...
[17:57:28] <Connor> headed back to the shop. I'll login into IRC from it.
[17:58:29] * jthornton wonders if he read the tutorial
[18:04:05] <Tom_itx> what's the update to linuxcnc?
[18:04:12] <Tom_itx> i have that in my update manager
[18:09:32] <jthornton> check the changelog at linuxcnc.org
[18:36:36] <Tom_itx> jthornton, how do you include the backplot widget? is it an icon selectable on the left or is there another way?
[18:42:02] <jthornton> in glade if you have gladevcp installed it is on the left of the glade interface designer
[18:43:12] <Tom_itx> where do you get it?
[18:44:16] <jthornton> http://linuxcnc.org/docs/html/gui/gladevcp.html#gladevcp:Prerequisites
[18:46:10] <Tom_itx> guess i didn't read far enough yet
[18:51:51] <jthornton> you reading the gui tutorial?
[18:52:24] <Tom_itx> which one?
[18:53:51] <jthornton> the linuxcnc gui one
[18:53:52] <jthornton> one is just a glade tutorial the other one is for making a custom gui for linuxcnc
[18:53:59] <andypugh> Night all
[18:54:16] <jthornton> dang he is quick
[18:54:41] <Tom_itx> i don't see where to include the gladevcp
[18:55:07] <jthornton> in the link?
[18:55:14] <Tom_itx> yeah
[18:55:18] <jthornton> you don't include it you install it
[18:55:23] <Tom_itx> i was looking at that earlier
[18:55:28] <Tom_itx> from the package manager?
[18:55:55] <jthornton> in a terminal
[18:56:20] <jthornton> ah you got glade
[18:56:26] <Tom_itx> yeah
[18:56:39] <Tom_itx> glade 3.5.7 is installed already
[18:56:46] <Tom_itx> 3.6.7
[18:56:48] <jthornton> too many windows open
[18:57:03] <Tom_itx> too many monitors
[18:57:30] <Connor> okay, I'm getting there....
[18:57:34] <jthornton> I think you should just have it if you installed 2.5
[18:57:39] <Tom_itx> all i have are HAL python and emc actions over the standard oens
[18:57:39] <Tom_itx> ones*
[18:57:47] <Connor> My part has a 45 degree angle on one of the shoulders.. it's not suppose to have that..
[18:57:51] <jthornton> yea you got it
[18:58:25] <Tom_itx> so how do i enable it?
[18:58:34] <jthornton> enable what?
[18:58:37] <Connor> I thought I coded around it by making a tool change and switching to the other handed tool.. but.. I guess my measurements were off, because it barely took off the angle.
[18:58:48] <Tom_itx> the gladevcp icons in glade
[18:58:58] <jthornton> I thought you said you have them
[18:59:12] <Tom_itx> i have glade 3.6.7 and linuxcnc 2.5
[18:59:19] <Tom_itx> all i have are HAL python and emc actions over the standard oens
[18:59:26] <jthornton> that's them
[18:59:40] <Tom_itx> i don't see the backplot
[18:59:43] <Connor> Also getting awful chatter on that middle cut...
[19:00:18] <Tom_itx> oh maybe it's hal graph?
[19:00:27] <jthornton> no
[19:00:49] <jthornton> http://gnipsel.com/linuxcnc/gui-tutorial/gui02.html
[19:03:10] <Connor> This is what I'm making...
[19:03:11] <Connor> http://www.ivdc.com/cnc/mill/top_hat.jpg
[19:04:53] <Connor> anyone ? jdh? :)
[19:05:31] <jthornton> code?
[19:05:45] <Connor> My Gcode for it ?
[19:05:56] <Connor> crap, it's on the mill.
[19:06:14] <jthornton> yep
[19:07:23] <Tom_itx> jthornton you didn't tell me there was part 2
[19:07:44] <jthornton> you didn't ask?
[19:07:55] <jthornton> I'm working on part 3
[19:07:55] <Jymmm> I was just gonna say that
[19:07:58] <Tom_itx> they look rather similar
[19:08:33] <Jymmm> Tom_itx: you tutorial racist bastard!
[19:08:38] <Connor> http://www.ivdc.com/cnc/mill/top_hat.txt
[19:08:40] <jthornton> yes, they follow the same format but end in a different place
[19:09:28] <Connor> there is the gcode.
[19:09:54] <jthornton> 545 lines to make that part?
[19:10:18] <Connor> I didn't hand code it... I cammed it.. and was taking light cuts.
[19:10:20] <Connor> why?
[19:10:50] <jthornton> light cuts are not always good
[19:10:53] <Connor> and I'm turning down 1.5" CRS to 1.19 or so "
[19:11:29] <jthornton> I don't see any chamfer in the backplot
[19:11:45] <jthornton> is it not retracting out of the hole far enough before a rapid move
[19:11:47] <Connor> there isn't in the file.. it's because of the tool.
[19:12:51] <Connor> the first one (from left to right) is good, the 2nd, get's the shaffer because of the tool being angled.
[19:12:52] <jthornton> I don't understand
[19:13:33] <Connor> let me take a picture of the part.
[19:13:34] <Connor> brb
[19:14:57] <Jymmm> QUICK! Everyone run and hide while he's taking a photo!!!
[19:18:09] <Connor> http://www.ivdc.com/cnc/mill/top_hat_attempt.jpg
[19:18:46] <Connor> never mind the long skinny nubbin on the left part.. this was a test and thats what I had laying around.. almost out of 1.5" CRS.
[19:18:47] <jthornton> looks like the back side of tool 1
[19:18:59] <Connor> It is.
[19:19:10] <Connor> and you can barely see were I tried to correct it with tool 2.
[19:19:35] <jthornton> and the problem is?
[19:19:38] <Connor> my problem is, not enough clearance for tool 2 too correct it without running into the other shoulde.
[19:19:55] <PCW> any suggestions for things to try if the latency test crashes? (livecd 2.5.1 Jetway atom gm1-330-lf MB)
[19:19:56] <jthornton> ah wrong tools
[19:20:12] <Connor> okay, What should I be using ?
[19:20:25] <jthornton> what are you using?
[19:20:54] <Jymmm> PCW: disbale everything you dont use in the bios... serial/paraports, drive controller,s etc
[19:21:06] <jthornton> I see you try and cut 75% of the opening with tool 1 instead of 1/2 of it
[19:21:37] <Connor> http://www.littlemachineshop.com/products/product_view.php?ProductID=1679&category=1208242246
[19:21:54] <jthornton> does the latency test give any clues when it crashes?
[19:22:14] <PCW> whats weird is it ran once and then never again (running gets me a instant black screen/hard crash)
[19:22:21] <jthornton> wow
[19:22:59] <jthornton> you can only cut so deep with a triangle tool
[19:23:18] <jthornton> <jthornton> I see you try and cut 75% of the opening with tool 1 instead of 1/2 of it
[19:23:26] <jthornton> why is that?
[19:23:37] <Tom_itx> trying to wear out cutters
[19:25:18] <WillenCMD> hey everyone
[19:25:54] <WillenCMD> how could it be possible that i have a rectified circuit running through a 5 amp fuse from ac mains, and it blows the breaker but not the fuse?
[19:26:18] <Jymmm> slo blow
[19:26:21] <Connor> Tom_itx: Huh?
[19:26:28] <WillenCMD> 15 amp breaker nothing else on it
[19:26:53] <Jymmm> startup surge? slow blow fuse?
[19:27:03] <Jymmm> defective fuse
[19:27:03] <WillenCMD> its a glass fuse
[19:27:08] <WillenCMD> i have tried several
[19:27:09] <jthornton> Connor, why do you try and cut more than 50% of the inside with tool 1?
[19:27:39] <Jymmm> sensative breaker?
[19:27:41] <WillenCMD> i know its the capacitor in the circuit causing a dead short im pretty sure
[19:27:50] <Connor> I didn't think much about it..
[19:28:30] <WillenCMD> but i can't figure out why the fuse won't blow, and blowing breaker's constantly isn't good for the breaker
[19:29:00] <WillenCMD> though i have only tried it twice, i even wired some light bulbs for resistance
[19:29:28] <Connor> This is my real first attempt at making a part with my mill setup as a CNC lathe...
[19:30:17] <WillenCMD> i also tried a dimmer switch for fans rated at 600w and turned it on its lowest setting
[19:30:20] <WillenCMD> still blew instantly
[19:42:51] <Valen> breakers often trip faster than a fuse
[19:43:02] <Valen> kinda the point of them
[19:43:12] <Valen> also does it have a ground leakage detector thing in it?
[19:43:24] <Tom_itx> jthornton, you should apply the same suggestions to this tutorial as the first one
[19:43:28] <joe9> alex4nder, ReadError: interesting link
http://taigownersclub.forumotion.net/login?redirect=%2Ft864-topic
[19:50:31] <Connor> jthornton: I found a cutter that's flat on both sides, .175" thick.
[19:51:44] <Connor> http://www.shars.com/files/products/404-2048/404-2048Main.jpg
[19:51:51] <Connor> from that set, 2nd from the bottom.
[19:59:13] <r00t-Shed> rough pass
[19:59:14] <r00t-Shed> v
[19:59:17] <r00t-Shed> http://i.imgur.com/c57lH.png
[20:09:52] <Tom_itx> jthornton, Part2a Running our GUI without Axis = 404
[20:09:59] * Tom_itx waits impatiently
[20:22:00] <jdh> http://www.mpja.com/email/08-07-12.asp?r=245198&s=3
[20:29:55] <tom3p> awallin,
http://code.google.com/p/python-fsm/ maybe of use, theres been this & other work on executable state machines using python
[20:30:40] <joe9> /quit
[20:33:46] <jdh> connor: lathe code looks funky.
[20:34:28] <Tom_itx> how so?
[20:35:06] <jdh> never looked at any before. x-z just looks odd.
[20:55:42] <Tom_itx> jdh my cad cam uses Z and D for input values. took a bit to get my head around that
[20:55:44] <Connor> Eh?
[20:56:09] <Tom_itx> z and diameter
[20:57:22] <jdh> vhttp://www.littlemachineshop.com/products/product_view.php?ProductID=1
[20:57:41] <jdh> <urk>
[20:59:00] <Connor> How do you specify a "flat" bit the tool table?
[21:01:59] <Tom_itx> someone was hit and killed by lightening at the last nascar race at pocono
[21:18:05] <Jymmm> Juan Pablo Montoya Garcia Gonzalez Jesus Hererra Jones the 4th
[21:18:20] <jdh> we just called him jimmy
[21:18:29] <Jymmm> lol
[21:21:48] <Jymmm> Tom_itx: which atom boards do you have?
[21:23:03] <Jymmm> Tom_itx: which atom boards do you have that you run windows on?
[21:23:14] <Tom_itx> D525
[21:23:26] <Jymmm> Tom_itx: XP or W7?
[21:23:32] <Tom_itx> xp
[21:23:45] <Tom_itx> i haven't downgraded yet
[21:23:58] <Jymmm> Tom_itx: Any CAD proggys on it?
[21:24:18] <Tom_itx> it's got 10.04 on it right now
[21:24:23] <Tom_itx> but yes i use cad
[21:24:43] <Jymmm> Tom_itx: I'm just trying to determine if the atom board is "good enough" to run some CAD programs on it
[21:24:50] <Tom_itx> yes
[21:24:55] <Jymmm> how much ram?
[21:25:01] <Tom_itx> it runs faster than my main pc :)
[21:25:09] <Tom_itx> i have 4g in it
[21:25:21] <Jymmm> k
[21:25:24] <Tom_itx> but i'm not rendering huge files either
[21:25:43] <Jymmm> yeah, that's fine. just didn't know if it owuld be sluggish or not.
[21:25:48] <Tom_itx> i had a wing that took a while to load once
[21:26:09] <Jymmm> I'd rather have a board that I can run VM's on
[21:26:38] <Tom_itx> last i checked newegg was bo on the cheap d525
[21:26:48] <Jymmm> bo?
[21:26:56] <Tom_itx> out of stock. back ordered
[21:27:33] <Jymmm> I want this one for a new NAS
http://www.newegg.com/Product/Product.aspx?Item=N82E16813153212
[21:28:36] <Jymmm> I could even bond the dual nics!!!
[21:28:56] <Tom_itx> http://www.newegg.com/Product/Product.aspx?Item=N82E16813121442
[21:28:58] <Jymmm> 2Gbps!!!
[21:28:59] <Tom_itx> that's what i have
[21:29:20] <Jymmm> Yeah, 6yo mobo iirc
[21:31:25] <Tom_itx> no parport on yours
[21:32:21] <Valen> Jymmm: do keep in mind that if your bond goes through a switch your limited to 1gbps per xfer stream
[21:32:55] <Jymmm> Tom_itx: It does
http://www.jetwaycomputer.com/NF99.html
[21:33:16] <Valen> which cad package did you want to run?
[21:33:16] <Jymmm> Valen: I'll just create a VPN on the switch =)
[21:33:31] <Jymmm> Valen: Err VLAN
[21:33:31] <Valen> its an ethernet layer limitation
[21:33:52] <Valen> packets get out of order going through the switch
[21:34:18] <Valen> round robin bonding through a switch nets you ~1.1x 1 gbit connection and its highly variable
[21:34:59] <Jymmm> Valen: Well, it'll be fun to pay with at least =)
[21:35:03] <Jymmm> play
[21:35:25] <Valen> you can sure do the bonding in any of the other modes and get faster xfers to multiple computers and such
[21:35:56] <Jymmm> what other modes?
[21:36:10] <Jymmm> non VLAN?
[21:36:30] <Valen> bonding is below vlan
[21:37:08] <Jymmm> Valen: Is it? Well, if it becomes a pita, I could just get a fiber card instead 10GigE baby!!!
[21:37:19] <Valen> pfft
[21:37:35] <Valen> get some infiniband cards (they are much cheaper) and run ipoib
[21:37:41] <Jymmm> wut?! I got two fiber ports on the switch
[21:37:57] <Jymmm> Valen: Sure, you got the $50K to pay for them?
[21:38:15] <Valen> infiniband is commonly 20gbit, with 2 ports on a card and can be had for ~$50 for a used card
[21:38:47] <Valen> http://www.ebay.com.au/itm/Mellanox-MHRH2A-XSR-InfiniBand-VPI-PCI-e-HCA-Adapter-Card-/230832436126?pt=AU_Server_Accessories_Parts&hash=item35beaf739e
[21:38:52] <Jymmm> who do I have to kill?
[21:38:54] <Valen> expensive as its in australia and pcie
[21:39:06] <Valen> pcix is much cheaper
[21:39:16] <Jymmm> for a reason
[21:39:17] <Valen> (because nobody uses it anymore but eh)
[21:39:35] <Valen> still a 0 cheaper than a 10gbe port
[21:39:42] <Valen> as in a digit shorter in the price
[21:40:19] <jdh> what would you talk to on the other side that would even make 2gbs useful?
[21:40:45] <Jymmm> jdh: streaming video around the house
[21:41:22] <Valen> I use my bonded nics for DRBD replication
[21:42:38] <jdh> can you saturate them?
[21:42:55] <Valen> when i migrate a KVM instance yes
[21:43:01] <Valen> the memory sync runs over it too
[21:43:23] <Valen> I really need to turn jumbo frames on that interface
[21:43:48] <Valen> but as it stands i can twiddle some settings and run the replication through the switch over the same vlan
[21:44:30] <Valen> my write speed is limited by the hard drives, i hit about 120mbyte/sec
[21:44:35] <Valen> the hdd's native is 130 or so
[22:32:41] <engkur> hi all
[22:38:10] <taiden> ello chaps
[22:38:37] <alex4nder> YOH
[22:39:14] <taiden> who wants to play theorycraft with me?
[22:39:17] <bonehead420> hello
[22:39:21] <taiden> it's a fun game
[22:39:33] <taiden> i come up with a scenario and we get to try to figure out how to do it the best way
[22:39:42] <alex4nder> taiden: is it theorycraft with broodwar or SC2 rules?
[22:39:51] <alex4nder> I need to know.
[22:39:57] <taiden> broodwar 6 pool allowed
[22:40:15] <alex4nder> pshh
[22:40:29] <taiden> :)
[22:40:34] <taiden> so here's the scenario
[22:40:35] <taiden> CNC lathe
[22:40:45] <taiden> workpieces are highly figured hardwoods
[22:41:09] <taiden> workpiece size no larger than 2" length and 3" diameter
[22:41:47] <taiden> gang style tooling for a turning / parting tool, a facing tool, a boring bar, and a drill bit for the boring bar clearance
[22:42:09] <taiden> but here's where it gets more complicated.. automatic workpiece changing for lights out manufacturing
[22:42:35] <taiden> what do you think would be the cheapest way to do this effectively?
[22:43:52] <bonehead420> so you want to be able to load materials automatically
[22:43:56] <taiden> yes
[22:44:07] <taiden> but without some crazy pneumatic chuck
[22:44:12] <taiden> because that would be too cost prohibitive
[22:44:47] <taiden> perhaps a taper threaded center?
[22:45:01] <taiden> and some way to load and unload using the gang platform
[22:45:42] <Connor> Dang IT!!! My freaking motor in my mill just bit the dust..
[22:45:53] <taiden> workpieces to be prepped with a hole and loaded into some kind of hopper
[22:45:56] <bonehead420> use a cartrige that could load a part when it goes to certain position. then...
[22:46:02] <Connor> jdh: You around ?
[22:46:12] <bonehead420> like a gun clip maybe
[22:46:21] <taiden> Yeah
[22:46:28] <bonehead420> upside down
[22:46:36] <taiden> how would you get it attached to the spindle?
[22:46:39] <taiden> the workpiece
[22:47:25] <bonehead420> reverse spindle speed and use a threaded attachment
[22:48:34] <bonehead420> ?
[23:07:50] <taiden> yeah
[23:07:53] <taiden> we're on the same page there
[23:08:07] <taiden> i am thinking some kind of mini lathe headstock
[23:08:18] <taiden> like from a taig lathe
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}