Back
[04:05:41] <absinthetized> well I need a pcie (pci its ok after all) with at least 48 i/o
[04:06:27] <absinthetized> the closest thing I've seen is the 6I68 3X2X
[04:06:33] <absinthetized> with a doughter on...
[04:07:21] <Jymmm> 5i20
[04:08:19] <absinthetized> Jymmm: yes. you're right!
[04:08:42] <absinthetized> I'm still looking around... and it seems I'm overlooking many things on the site
[04:11:43] <Jymmm> FWIW, many "modern" mobo's seems to be funky whrn it comes to PCIe slots. Some well be a 16x slot, but only run at 4x (as example), and will NOT accept anything other than a video card. So even if you have a RAID controller card, it won't be recognized.
[05:54:48] <Loetmichel> harhar, i'm good... i just talked my boss into donating me a SBC and a backplane for the CNC of my co-worker.
[05:55:11] <Loetmichel> we have one here with 2 fried usb prots, otherwise good...
[05:55:55] <Jymmm> congrats
[05:55:58] <Loetmichel> so i get a Mainboard with P4 2ghz, a backplane, 4gb ram, a harddisk 80gb and a smalll PSU for free...
[05:56:13] <Loetmichel> 3ghz
[05:56:24] <Jymmm> P4? You poor bastard!
[05:56:30] <Loetmichel> and industrial quality, not consumer
[05:56:31] <Loetmichel> ;-)
[05:56:39] <Loetmichel> why?
[05:56:48] <Jymmm> It's a P4
[05:56:55] <Loetmichel> little bit hot.
[05:57:00] <Loetmichel> but who cares
[05:57:17] <archivist> I used a P4 for a long time, perfectly good for emc
[05:57:30] <Loetmichel> 3 ghz with hyperthtreading should be OK for Linuxcnc, i think
[05:57:35] <Loetmichel> or am i wrong?
[05:57:56] <Jymmm> P4 should be fine
[05:57:57] <archivist> mine was 1.4ghz iirc
[05:58:29] <alex_joni> Loetmichel: as long as you disable HT
[05:58:55] <Loetmichel> it will sound like a jet engine with the 1HE PUS (and its 2 40mm turbofans)
[05:59:01] <Loetmichel> PSU
[05:59:11] <Loetmichel> but thats not my conern, its not my machine ;-)
[05:59:17] <Loetmichel> +c
[05:59:48] <Loetmichel> alex_joni: whay?
[05:59:52] <Loetmichel> why
[05:59:57] <alex_joni> causes problems with RT sometimes
[06:00:29] <Loetmichel> ah, good to know
[06:01:19] <Loetmichel> hmm, the backplaneven has two isa slots left, so i can plug in a second and third LPT port...
[06:01:36] <Loetmichel> fine, than the spere are enough ioports fopr everything ;-)
[06:01:50] <Loetmichel> there
[06:01:54] <Loetmichel> for
[06:04:06] <Jymmm> ISA slots {goosbumps}
[06:04:54] <Jymmm> Hell, lets break out the amber monochrome crts!
[06:06:00] <Loetmichel> Jymmm: i happen to have about 10 brandnew old stock ISa LPT port cards running around ;-)
[06:06:19] <Loetmichel> so thats a perfect fit
[06:06:28] <Loetmichel> the backplane has PCI also
[06:06:31] <Loetmichel> ;-)
[06:07:58] <Jymmm> and I have a 8bit ISA monochrome/paraport card, but it's not meant to actually be USED, just nostalgia
[06:08:31] <Loetmichel> Jymmm: thats industrial PC, they have often isa
[06:08:49] <alex_joni> the newest SBCs we use are PISA
[06:09:02] <Jymmm> one short of PITA ?
[06:09:03] <Loetmichel> we have some here with C2q , Pci-x, pci 64, pci, isa ;-)
[06:09:29] <Loetmichel> and dual cpu sockets ;-)
[06:09:37] <alex_joni> PISA = PCI + ISA
[06:09:45] <Jymmm> hmmm
[06:10:32] <ReadError> awwwwwww yea
[06:10:41] <ReadError> mill comes thursday, my day off ;)
[06:10:49] <alex_joni> Jymmm:
http://www.icpamerica.com/Images/IP-6S-RS-Large.jpg
[06:11:35] <Jymmm> alex_joni: Oh, I thought "PISA" was some combined specialized connector
[06:11:54] <Jymmm> or is that middle one it?
[06:12:20] <alex_joni> yup, it is
[06:12:23] <alex_joni> http://www.prinser.com/images/pisas479lv2e(lg).jpg
[06:13:00] <Jymmm> k
[06:13:11] <alex_joni> here's a better view:
http://www.icpamerica.com/Images/IP-10S-RS-Large.jpg
[06:13:43] <Jymmm> WOW AT and ATX pwr connectors too
[06:13:54] <Jymmm> WOW! AT and ATX pwr connectors too
[06:14:13] <alex_joni> heh, gotta be backwards compatible ;)
[06:16:02] <Jymmm> Hell, I guess I should pull my 486DX25 out then!
[06:17:18] <Jymmm> It even has DUAL 3C509 NIC's in it, plus an open PCI slot =)
[06:17:43] <Jymmm> or maybe an open ISA16 slot, don't recall.
[06:18:50] <Jymmm> Heh, that's even before CPU's had fans =)
[06:22:48] <alex_joni> heh
[06:24:56] <Jymmm> alex_joni: you ever work on creating a production/packaging system?
[06:25:44] <Jymmm> load hoppers, align the items, insert into packing, etc
[06:26:10] <Jymmm> cut, seal, etc
[06:30:18] <ReadError> Jymmm: or buy a 60$ atom mobo+cpu combo ;)
[06:30:49] <Jymmm> ReadError: link to $60 atom board?
[06:31:24] <ReadError> http://www.newegg.com/Product/Product.aspx?Item=N82E16813121442
[06:31:27] <ReadError> close enough ;)
[06:31:48] <Jymmm> ReadError: No, that's $75, not $60
[06:32:20] <Jymmm> $62 would be close
[06:33:02] <Jymmm> and it doens't even have a real lanchipset
[06:33:40] <Jymmm> =)
[06:34:39] <Valen> feh its a mill you dont need real lan
[06:35:19] <Jymmm> Valen: you would be surprised, especially since Linux + RealTek have "issues"
[06:35:47] <Valen> they have gotten better, at least somewhat
[06:35:55] <Valen> but no, not excelent
[06:36:10] <Jymmm> or just have an intel nic on an intel mobo, go figure.
[06:36:13] <jdhnc> that atom board + cheap case + 2gb + spare disk makes a really nice, compact, cheap low-latency box
[06:36:22] <Valen> I was just about to say something like that Jymmm
[06:36:29] <Valen> you would think intel nic intel mbo
[06:39:14] <ReadError> ya
[06:39:17] <ReadError> ddr3 is so cheap
[06:39:26] <Jymmm> and no they have not gotten better, you STILL can't get gigabit under linux using Realtek.
[06:39:37] <Valen> you can
[06:39:43] <Valen> it just explodes after a while
[06:40:09] <Jymmm> That's not a network then
[06:40:28] <Valen> didn't say it was good ;-P
[06:40:30] <ReadError> im using the realtek drivers from linux on my mac
[06:40:34] <ReadError> and i get gigabit ;p
[06:40:34] <Valen> about 1.2 gbytes i believe
[06:52:46] <Jymmm> Comms is in BITS, storage is in BYTES =)
[06:59:36] <jdhnc> I prefer to use nybbles per fortnight.
[07:03:19] <Jymmm> LOL
http://www.craftsman.com/shc/s/p_10155_12602_00932002000P?vName=Hand+Tools&cName=Pliers&sName=Pliers&prdNo=1&blockNo=1&blockType=L1
[07:03:30] <Jymmm> JT-Shop: you'll love that!
[07:03:44] <Jymmm> wire cutters wiht a flashlight built in
[07:06:57] <ReadError> how many 1-2-3 blocks i need?
[07:19:32] <jdhnc> 12
[07:20:23] <Tom_itx> 2
[07:20:38] <Jymmm> 1-2-3-4
[07:23:52] <archivist> 42
[07:24:22] <archivist> ReadError, usually used in pairs
[07:24:41] <archivist> if you need them at all
[07:25:09] <alex_joni> archivist: heh 42
[07:25:37] <archivist> the answer to life the universe and everything
[07:25:41] <alex_joni> Jymmm: nope
[07:25:53] <Jymmm> alex_joni: k
[07:27:37] <alex_joni> archivist: obviously, just didn't know the question was 'how many 1-2-3 blocks I need?'
[07:27:44] <alex_joni> it all makes sense now
[07:28:42] <archivist> obligatory internet meme and and the real answer :)
[07:30:12] <archivist> ReadError, if you have spare cash and equipping fully stuff like
http://www.millerstooling.com.au/page.asp?id=50
[07:30:51] <archivist> but often a bit of hss or some scrap is just as good
[07:31:56] <archivist> add an axis or two and most of the angle jacking stuff not needed
[07:32:47] * archivist nips to shop
[07:34:16] <jthornton> seems to me that tools carefully purchased as needed are better than trying to hastily fill a tool box with things you "might" need
[07:36:09] <ReadError> i got 4
[07:36:15] <ReadError> a machinist square
[07:36:25] <ReadError> 8 extra tnuts, bolt set
[07:36:33] <ReadError> and a pair of clamps
[07:36:39] <ReadError> ;o
[07:58:14] <archivist> or just make clamps and packing as you go
[07:58:58] <jthornton> I made some angle thingys to mill different angles on parts in the vise
[07:59:23] <archivist> I do make arbors for mounting cutters on and gears to be cut
[08:02:09] <archivist> and every once in a while you put all the bits back in the clamp set then go on a chase for the missing bits
[08:06:27] <ReadError> i can probably hold pcbs using the 4 blocks, tnuts
[08:06:29] <ReadError> and some bolts
[08:06:34] <ReadError> rig something up right?
[08:07:17] <archivist> for pcb you wont need 132 blocks
[08:07:20] <archivist> 123
[08:08:18] <ReadError> yea but i can still rig somethin i think
[08:08:34] <ReadError> like a little ghetto vice
[08:09:45] <archivist> a bit of particle board bolted with the pcb stuck/clamped on top
[08:42:06] <Loetmichel> hmmm... that looks promising for a livece-boot...
[08:42:18] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13089&g2_imageViewsIndex=1
[08:42:58] <Loetmichel> dd of internal harddisk to nil, glxgears and a firefox with youtube playing HD (other screen)
[08:43:16] <Loetmichel> ist that ok?
[08:43:49] <jdhnc> dd to a non-DMA ide disk
[08:44:13] <Loetmichel> couldnt, no ide disks here ;-)
[08:44:52] <Loetmichel> is 9k/11k latency ok?
[08:44:53] <tiago> 10GB swap ..hehe
[08:45:38] <jdhnc> nice case anyway :)
[08:45:40] <Loetmichel> yes, was a bit generous when partitioning the internal HDD
[08:45:57] <Loetmichel> ist one of our frames for INSIDE the cfase
[08:46:00] <Loetmichel> case
[08:46:10] <Loetmichel> or did you meand the test stand?
[08:46:21] <Loetmichel> thats our test CPU
[08:46:29] <Loetmichel> for testing components
[08:46:45] <Loetmichel> it sits on wheels
[08:48:17] <Loetmichel> [15:34] <Loetmichel> is 9k/11k latency ok?
[08:48:42] <Loetmichel> its the same board i can take home for the CNC
[08:49:40] <archivist> Loetmichel, I found opening a large text file in gedit and then scrolling by the slider found a bad video card for me
[08:49:57] <Loetmichel> thats onboard vieo
[08:50:13] <Loetmichel> intzel 945
[08:50:16] <Loetmichel> intel
[08:50:21] <archivist> was a plugin card iirc
[08:51:47] <Loetmichel> http://www.icpamerica.com/products/single_board_computers/picmg_10/pentium_4/rocky_4786.html
[08:52:16] <Loetmichel> correction, its a Intel® Extreme Graphic II interegrated graphic engine
[08:54:52] <archivist> some...integrated video have dedicated memory and should be ok
[09:01:30] <fliebel> Hi, I have ubuntu 11.10 already on my pc, can I install LinuxCNC on that, or do I have to downgrade?
[09:02:27] <jthornton> simulator?
[09:03:02] <fliebel> jthornton: ?
[09:03:28] <jthornton> do you want to control a CNC machine or just have a simulator?
[09:03:38] <fliebel> jthornton: Control a machine
[09:04:15] <jthornton> the easy known to work way is to use the 10.04 LiveCD as you need a real time kernel
[09:05:18] <fliebel> jthornton: Hrm, ok. But then I have an old version of ubuntu and linuxcnc, right?
[09:06:22] <cradek> we don't build linuxcnc packages for 11.04. We only target the LTS releases.
[09:06:54] <cradek> the latest version of linuxcnc is 2.5.0, which we build for ubuntu 8.04 and 10.04
[09:07:41] <fliebel> cradek: Ah, that's the secret. So the live CD is the latest linuxcnc on the latest lts?
[09:10:52] <cradek> today, the live cd will give you the latest linuxcnc version, but typically it doesn't until you install updates
[09:11:21] <cradek> you just happen to be asking right after the first 2.5 release
[09:13:35] <fliebel> Is that just apt-get update linuxcnc, or is it more involved?
[09:14:24] <cradek> apt-get update; apt-get upgrade
[09:14:45] <cradek> you also get prompting from the update manager which starts automatically
[09:15:02] <fliebel> coll, I'll get that cd
[09:15:35] <fliebel> I think I have a parallel "step & direction drive", but I'm not quite sure.
[09:16:56] <fliebel> Mine takes a byte like 10000010 to make a step and 100000001 to reverse, is that the same thing?
[09:17:28] <cradek> what do you mean by takes a byte?
[09:17:28] <fliebel> (you toogle the 7 and 8 bits)
[09:17:50] <fliebel> cradek: Well, you set the parallel output lines to that.
[09:17:59] <jthornton> serial?
[09:18:04] <fliebel> jthornton: parallel
[09:18:35] <cradek> a step/dir drive moves one step on the rising (or falling) edge of one pin, in a direction described by the level of a second pin
[09:18:53] <cradek> your description isn't enough for me to understand what you mean
[09:19:07] <cradek> your drives will step on some kind of transition, which you haven't adequately described
[09:19:12] <jthornton> parallel pins are just off and on no bytes
[09:20:18] <fliebel> Ok, so to step motor one, you set the 1st pin, and then toggle the 7th pin. To change direction, you set the first pin and toggle the 8th pin.
[09:21:36] <cradek> do you have a pointer to documentation for this? it is not a familiar design.
[09:22:31] <fliebel> cradek: Erm, not exactly. I have a robot arm that uses the same protocol:
http://pepijndevos.nl/2012/04/07/cyber-310.html
[09:22:57] <jdhnc> sounds like a cw/ccw but backwards
[09:23:10] <jthornton> is it any of these step types?
http://linuxcnc.org/docview/html/hal/rtcomps.html#_stepgen_a_id_sec_stepgen_a
[09:23:26] * jthornton sees a butt load of typos there...
[09:24:05] <fliebel> jdhnc: Backwards?
[09:24:27] <cradek> no it's not a type stepgen currently supports
[09:24:45] <cradek> and I still don't understand it from this description :-/
[09:24:50] <jthornton> ok, I'll go back to tax forms
[09:25:02] <cradek> it seems like they need 3 bits for each motor?
[09:25:23] <jdhnc> perhpas bit 1 is just an enable or something and 7/8 are cw/ccw?
[09:25:59] <fliebel> cradek: One bit per motor, 2 control bits. For example 10100010 would step motor 1 and 3.
[09:27:11] <cradek> so rising edge on 0x1 is "reverse" and rising edge on 0x2 is "forward" and the rest of the bits are level sensitive and select which motor(s) to turn?
[09:27:20] <fliebel> jdhnc: yea, almost, 1-6 are the mask, 7 makes a step, 8 sets the direction.
[09:27:50] <cradek> how do you turn motor 1 forward a step and motor 2 backward a step?
[09:27:59] <fliebel> cradek: No, 8 sets the direction, and remembers it, 7 steps in that direction
[09:28:35] <jdhnc> any documentation for the drive? mfg/model?
[09:28:37] <fliebel> That would be 02000001 to reverse motor 2, and then 11000010 to step them.
[09:29:29] <fliebel> This is all the documentation I have:
http://www.anf.nildram.co.uk/beebcontrol/arms/cyber/documents.html
[09:31:26] <cradek> I'm not sure whether this is something stepgen can be changed to do. I am positive it doesn't currently do this control scheme.
[09:31:56] <fliebel> :(
[09:33:02] <fliebel> I expected this to be some sort of standard, because the arm and the mill both use the exact same scheme, but apparently it was a huge coincidence.
[09:34:28] <cradek> so in the general case to move one motor one step, it takes six writes to the port?
[09:35:00] <cradek> select directions, strobe on, strobe off, select motors, strobe on, strobe off
[09:35:46] <fliebel> cradek: hm, I think you might be able to strip the strobe off, but I havn;t tested it that much.
[09:37:11] <fliebel> Because the last 2 bits just alternate in this case, so they are off while the other is on.
[09:37:16] <cradek> I imagine you could write a realtime component that does this, but it's a pretty terrible control scheme. I wonder if you could change the hardware to do step/dir or quadrature or up/down
[09:38:21] <cradek> those have worst case number of outputs needed as 2, 1, 2 respectively
[09:38:27] <cradek> all are much better than 6
[09:39:23] <fliebel> cradek: I think you can do with 2 pulses. To step motor one forward and 2 backwards: 01000001, 11000010, and then repeat.
[09:39:52] <fliebel> But of you continue to step in the same direction, you can do with 2 for sure.
[09:43:19] <fliebel> But fact is that this scheme is not currently supported, right? So even if someone implemented it, it would not be until the next LTS that I get to use it.
[09:44:24] <cradek> all sorts of misconceptions in your question - let me explain
[09:44:31] <archivist> you can do any implementation and use it
[09:44:34] <cradek> linuxcnc releases aren't tied to ubuntu releases
[09:44:48] <cradek> you can implement this yourself and build linuxcnc yourself, or have someone else do it
[09:45:28] <cradek> if you or someone else contribute this feature, it won't be in any 2.5.x releases because the stable branches get only bugfixes, not new features
[09:45:30] <archivist> and with some looking is it just bits like we already drive the parallel port
[09:46:37] <cradek> yes there's nothing stopping you from using this system, but it's otherworldly enough that you probably won't find a developer interested in adding it to stepgen.
[09:46:55] <archivist> is this just a case of trying it and working out what bit does what and setting up the configs
[09:47:01] <fliebel> Hm, okay, so how hard would it be to set up a dev environment and implement it?
[09:48:11] <thinpete> could this be done as a comp?
[09:48:33] <cradek> yes probably
[09:49:05] <archivist> if it is really non standard, not convinced myself
[09:49:40] <cradek> information on compiling here:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Installing_EMC2
[09:49:57] <fliebel> comp?
[09:51:37] <archivist> a component that implements your needs
http://linuxcnc.org/docs/html/hal/comp.html
[09:57:08] <fliebel> archivist: yu said something about configuration, do you think it is just a matter of setting the right parameters?
[09:57:43] <fliebel> First thing I read: "Writing a HAL component can be a tedious process" :(
[09:59:30] <archivist> fliebel, make a list of bits and their functions motor 1 step =bit ? see if it makes sense
[10:00:33] <cpresser> fliebel: it could be faster to get new stepper drivers. it just depends on waht you want to invest: time or money :)
[10:01:14] <archivist> methinks working out pin functions is only a few minutes work
[10:02:31] <cpresser> seconds that. but writing a working hal-component might consume a lot of time. especially if you are not a good programmer
[10:02:38] <fliebel> archivist: I got them worked out alright, I just need to translate them to a wording that makes sense.
[10:03:05] <archivist> fliebel, pastebin what you have
[10:03:19] <fliebel> archivist: I'll add some examples
[10:04:00] <archivist> some hardware wire cutting is what I would do to get direct to step/dir internal in the driver if needed
[10:04:20] <archivist> faster that writing hal or buying new drivers
[10:04:37] <archivist> have scope will travel
[10:06:56] <fliebel> archivist:
http://pastebin.com/b9R4L1i2
[10:07:13] <fliebel> I have an oscilloscope, but wouldn;t know where to cut.
[10:07:54] <fliebel> the circuit is basically a nand gate and a fipflop
[10:08:45] <archivist> yuck that synchronises the step rates baaaaad
[10:08:59] <archivist> hack the hardware
[10:09:28] <fliebel> archivist: how?
[10:09:51] <archivist> after the logic what do you have
[10:10:15] <archivist> what are the actual stepper drivers
[10:10:51] <fliebel> archivist: don't know. Just another dip that goes to 3 other dips. After these first 2, I stopped loookign, and just ran the CYBER software.
[10:11:37] <fliebel> archivist: Also, the actual drivers are hidden underneath heatsinks.
[10:12:40] <archivist> once you know what those drivers are you can directly drive their step/dir pins
[10:13:00] <archivist> or write a hal comp :)
[10:13:45] <fliebel> ... or my own code interpreter, which is already half done, sortof.
[10:15:31] <fliebel> If I skip the arc drawing, I can finish that quite quickly. I'd say even faster than writing a hal comp or messing with hardware.
[10:17:57] <archivist> you could put your hal between the step gens and the par port pins just interpreting changes as needed
[10:24:29] <fliebel> Erm the hal stuff is a bit over my head. I'll just hack together the software for what I assume is my gateway drug cnc machine.
[10:29:06] <fliebel> Mine doesnlt even run fast enough to warrant a real time kernel ;)
[10:56:02] <alex4nder> hey
[11:22:22] <ReadError> alex4nder
[11:22:25] <ReadError> ordered some goodies
[11:22:51] <alex4nder> nice, what did you get?
[11:23:32] <ReadError> 4 1-2-3 blocks
[11:23:38] <ReadError> machinist square
[11:23:39] <ReadError> TSNT2 Tuff Nut T-Nuts for Taig Lathe or Headstock (Bag of 8) 1 $17.45 $17.45
[11:23:39] <ReadError> SCS10-32 10-32 Socket Head Cap Screw Hardware Assortment 2 $12.95 $25.90
[11:23:39] <ReadError> WHMCL Mill Clamp Small Long set of 2, Self Adjusting 1 $32.95 $32.95
[11:25:38] <alex4nder> nice
[11:25:45] <alex4nder> good stuff
[11:26:19] <syyl> i want metric 1-2-3 blocks :(
[11:26:24] <alex4nder> I really like the clamps
[11:26:48] <ReadError> everything i need for now you think?
[11:26:50] <alex4nder> syyl: you mean 25.4-50.8-76.2 blocks? ;D
[11:27:01] <ReadError> syyl: amazon has 25-50-75
[11:27:03] <ReadError> 11$
[11:27:59] <alex4nder> ReadError: oh wait, those t-nuts are the wrong size
[11:28:01] <alex4nder> for the table
[11:28:17] <alex4nder> for the table you want TSNT1
[11:28:32] <ReadError> oh derp
[11:28:36] <ReadError> i better call them
[11:30:23] <alex4nder> ReadError: did you see that link for the concrete tub I cast for the taig?
[11:33:33] <ReadError> no sir
[11:40:04] <DJ9DJ> namd
[12:02:32] <Loetmichel> [mad scientist laughter] "IT WORKS!" [/mad scientist laughter]... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=13092
[12:03:34] <Loetmichel> ... now i just have to get that stuff into the bottom of the CNC ;-) (and the PSU howls like a jet engine... :-)
[12:07:30] <Loetmichel> ... i eveb found a working floppy drive ;-)
[12:07:34] <Loetmichel> even
[12:14:36] <Dave911> jthornton: >> ok, I'll go back to tax forms << What's the rush.. we have until tomorrow midnight.. ;-)
[12:14:58] <Loetmichel> hrhr
[12:19:18] <JT-Shop> but the P-Off is not open at midnight
[12:23:46] <Dave911> Stamps.com Allows printing postage for the current date up until midnight.. They cater to procrastinators. :-) It has saved my bacon several times.
[12:29:14] <Loetmichel> hhrhr
[12:34:26] <Loetmichel> ooooha... youtube in fullscreen isnt good for realtime on the p4... jitter of 24us
[12:51:56] <IchGuckLive> is there also a storm tornado forcast for today or only in the past 2 days in the USA
[12:52:00] <IchGuckLive> 125lives to claimd
[12:52:13] <Spida> Loetmichel: youtube in fullscreen looses fullscreen-ness if the browser looses focus. bad, if you have more than one screen
[12:52:46] <Loetmichel> Spida: ???
[12:54:39] <Spida> Loetmichel: if you have more than one display, you cannot fullscreen youtube on one display, and continue whatever you did on the other.
[12:55:24] <Loetmichel> that sounds logic
[12:55:37] <Loetmichel> but it was only a test of jitter
[12:55:39] <DJ9DJ> +al
[12:56:00] <Loetmichel> DJ9DJ: nitpic
[12:56:20] <DJ9DJ> ?
[12:56:37] <Loetmichel> DJ9DJ: korinthenkacker ;-)
[12:56:40] <DJ9DJ> hrhr
[12:56:59] <DJ9DJ> i see :)
[12:58:37] * Loetmichel thinks to spend the co-worker a pack of "ohropax" with the machine...
[12:59:15] <Loetmichel> the two 40mm fans in the psu and the 60mm fan on the cpu are making sooo much noise ;-)
[12:59:21] <jdhnc> romney looks ok for now. We'll see how far he goes when he has to start pandring to the bible crowd later one.
[12:59:29] <jdhnc> <urk>
[13:00:33] <alex4nder> ReadError:
http://www.andern.org/alexander/images/taig/taig_in_concrete.jpg
[13:03:10] <IchGuckLive> nice water basin but flooding water for that mashine size ? marble cutter ?
[13:05:09] <IchGuckLive> http://www.youtube.com/watch?v=cLC_Ldv59Uk
[13:05:27] <jdhnc> is that like stucco'ed wood or solid or what?
[13:06:00] <IchGuckLive> the basin ? jdhnc
[13:06:05] <alex4nder> it's solid
[13:06:22] <alex4nder> 180 lbs
[13:06:26] <IchGuckLive> alex4nder: is this yours
[13:06:30] <alex4nder> yup
[13:06:57] <jdhnc> for rigidity? why not just some sort of plastic/laminate/etc?
[13:07:03] <IchGuckLive> what material needs this water
[13:07:44] <alex4nder> jdhnc: I got tired of the plastic tub it was in vibrating, and I wanted something I could bolt the mill to that would be waterproof
[13:09:03] <alex4nder> and I've always wanted to try casting concrete
[13:09:09] <alex4nder> so this basin was born
[13:10:27] <jdhnc> just sand? or other aggregate?
[13:10:52] <alex4nder> 3/4" pebble and down
[13:12:20] <IchGuckLive> no jocke i made a concread coulor test today
[13:12:24] <IchGuckLive> http://mechmo.de/stein_styropor.jpg
[13:12:48] <alex4nder> nice
[13:12:56] <alex4nder> what was your concrete receipe?
[13:13:12] <IchGuckLive> the part is foam with 1mm layer color concreat
[13:13:45] <IchGuckLive> the color is RGB 170,95,75
[13:14:30] <alex4nder> ah
[13:14:33] <alex4nder> cool
[13:14:42] <IchGuckLive> silica sand and cement
[13:14:45] <alex4nder> how did you apply it?
[13:15:14] <IchGuckLive> this holds on to foam itself
[13:16:08] <IchGuckLive> tile adhesive gives a nice structure 2
[13:16:25] <IchGuckLive> let me find a foto 1min
[13:18:03] <DJ9DJ> m��p, time is over ;D
[13:18:56] <alex4nder> hah
[13:19:55] <IchGuckLive> http://mechmo.de/stein_styro_test.jpg alex4nder
[13:20:23] <alex4nder> ah cool
[13:20:40] <IchGuckLive> this is with tile adhesive
[13:21:49] <IchGuckLive> there you can bring a structure in with a brush the concreate is not good for this
[13:22:27] <IchGuckLive> but for diving into it concrete is best to make 25 of this fast
[13:23:39] <IchGuckLive> bucket with top cover 1 turn and your are done ! B)
[13:24:34] <IchGuckLive> with a dowl and a screw you can then try it
[13:25:40] <IchGuckLive> ok by for me have a nice day wherever you are in the world
[13:38:45] <micges> logger[mah]: hi
[13:38:45] <logger[mah]> micges: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2012-04-16.html
[13:44:32] <fliebel> Reading a bit about gcode, what does it mean to have just x and y words on their own line, without a G1?
[13:47:34] <micges> it means that 'execute last typed command G0|G1|G2|G3 with these XY coordinates'
[13:48:35] <ReadError> alex4nder: looks nice!
[13:48:39] <ReadError> how did you make the mold?
[13:48:41] <ReadError> foam?
[13:50:33] <alex4nder> yup
[13:50:53] <ReadError> called and had them change my nuts
[13:51:24] <alex4nder> yah, it's bad form to have a problem with your nuts
[13:53:03] <jdhnc> 106 nicks on this channel and no females?
[13:53:58] <alex4nder> sausage fest
[13:54:05] <Tom_itx> they're all hiding from you
[13:54:48] <jdhnc> be nice or I'll get one of the ones with a restraining order against you to /join
[14:53:53] <Optic> hey, I'm looking for a good 2D cam (for laser cutter) that plays well with emc2
[14:54:04] <Optic> doesn't have to be free, but I don't have a huge budget either :)
[14:57:50] <jthornton> I use something cam with my plasma but I forget the name argggg
[14:58:00] <archivist> sheetcam possibly?
[14:58:09] <jthornton> yea, thanks
[14:58:45] <jdhnc> cut2d for windows is easy
[14:58:53] <Optic> sheetcam and cut2d, cool :)
[14:59:20] <jdhnc> cambam maybe
[14:59:23] <Optic> i tried sheetcam a while back and couldn't get it to work due to some weird directx problem. maybe better now :)
[14:59:45] <fliebel> So, gcode remembers the command across lines, but are the other parameters remembered as well?
[15:00:09] <jdhnc> fliebel: look on the mdi tab and see the modal commands
[15:00:40] <jthornton> fliebel, you could read this for most of the answers
http://linuxcnc.org/docview/html/gcode/overview.html
[15:00:58] <fliebel> jthornton: cool, thanks.
[15:01:31] <jthornton> that's my job LOL
[15:01:57] <Optic> i'll evaulate all of those :)
[15:02:02] <Optic> evaluate
[15:03:02] <jthornton> does dxf2cam work?
[15:03:27] <Optic> no
[15:03:33] <Optic> neither does dxf2gcode really
[15:03:49] <jthornton> ok, I tried them a while back but forgot if they worked or not
[15:03:50] <Optic> they haven't gotten into the corners of the dxf spec :)
[15:03:56] <jdhnc> autocad + realize
[15:03:59] <Optic> if your file is at all complex they will fail
[15:06:24] <archivist> dxf is a moving target with all the version changes
[15:06:55] <andypugh> There is a Linux version of SheetCAM, and Les is active on the LinuxCNC list. I think that makes it a winner
[15:07:45] <Optic> oooh that is good
[15:08:10] * archivist spots a static andypugh
[15:08:22] <archivist> is the ground still moving?
[15:08:27] <Jymmm> jthornton: You do any work with automated product packaging by chance?
[15:08:55] <andypugh> No, I spent 2 weeks in San Francisco after the race finished, so have my Landlubber legs back.
[15:10:07] <archivist> having floated on canals and rivers I know the feeling when getting back on land :)
[15:10:21] <jthornton> Jymmm, yes
[15:10:41] <rob_h> archivist, we are going Mach show on wednesday dont know what your plans are
[15:10:41] <Jymmm> andypugh: I'm not sure if it was the same race, but 1 or 2 days ago 4 ppl feel over the side of a racing yacht and died.
[15:11:43] <archivist> rob_h, trying to get a bit of work done before I go, may make wed or whenever :)
[15:12:05] <andypugh> Not on our race, no. 4 were hurt, but they all stayed on board and will get better.
[15:12:17] <rob_h> very much the same here lo.. but got loads need to look at there too
[15:12:19] <Optic> hey sheetcam opened my dxf with no complaints
[15:12:32] <Jymmm> andypugh: Ah, ok
[15:13:35] <andypugh> Very much the same place and time though. However our boats are 68' long and can handle pretty much anything.
[15:13:47] <archivist> rob_h, yup its a chance one should not miss, lots to learn just looking at things
[15:14:59] <fliebel> Ok, I get modal commands now, but I'm still not sure about the scope of a word. If I say X200, will it stay 200 forever, untill I change it?
[15:16:24] <fliebel> Does it stay the same as long as a model command is in effect? Don't get it.
[15:17:48] <andypugh> fliebel: Yes
[15:17:56] <DJ9DJ> gn8
[15:18:16] <andypugh> In fact, it will stay 200 until you issue another X command.
[15:18:40] <andypugh> (Thing of X as a command, not a variable)
[15:20:26] <fliebel> andypugh: That is what I thought, but... 92 sets the home to the current position, or x, y and z specified.
[15:21:07] <andypugh> Yes, though it won't cause motion.
[15:21:16] <fliebel> which would work out alright in absolute mode, but give unexpected result in relative mode.
[15:22:13] <fliebel> Well, I'm on the right path, it seems. thanks
[15:22:26] <andypugh> So, G0 X200 will move X to the current 200. Then G92 X0 will set the current X position to 0, and a second G0 X0 will move the axis a further 200.
[15:27:33] <Optic> i wonder how the linux sheetcam compares to the windows one
[15:27:39] <Optic> because the windows one works fine :)
[15:27:57] <ThadiusB> any links to a good site to buy cheap end mills for just starting out?
[15:28:26] <ThadiusB> ie....if it breaks i'm not gonna lose out to bad
[15:28:31] <jthornton> Optic, I've never used the windows one but I did write a post for EMC
[15:28:32] <andypugh> ThadiusB:
http://www.ctctools.biz/servlet/StoreFront
[15:29:38] <ThadiusB> ty
[15:29:56] <Optic> woot!
[15:31:22] <alex4nder> ThadiusB: LMS has an HSS assortment
[15:31:38] <ThadiusB> LMS?
[15:32:07] <Optic> looks like the linux sheetcam is free
[16:01:06] <archivist> jthornton, second pdf on the mailing list makes me wonder about manufacturability
[16:08:13] <jthornton> archivist, I can't even open it
[16:09:01] <MattyMatt> hey, andypugh, how was the pacific?
[16:09:19] <MattyMatt> welcome back to lubberdom
[16:10:20] <archivist> jthornton, he does seem to have issues
http://www.archivist.info/cnc/Screenshot.png
[16:11:55] <andypugh> MattyMatt: Grey, cold, wet...
[16:12:47] <jthornton> archivist, if I'm looking at this correctly there are some square inside corners!
[16:12:52] <jthornton> is that what you see?
[16:13:13] <archivist> yes :)
[16:14:08] <archivist> suppose its an edm or are you sure you want that
[16:14:14] <andypugh> The hexagons look expensive
[16:14:41] <andypugh> Three sides and two radii would work equally well and could be milled.
[16:14:43] <jthornton> depends on the corner radius I guess
[16:14:56] <andypugh> (I mean three radii, clearly)
[16:14:59] <archivist> external rounded form from solid not easy nect to bosses
[16:15:02] <jthornton> yea
[16:15:18] <archivist> next
[16:15:46] <jthornton> yea, the outside rounded can be done with a radius cutter if it is a stock size
[16:16:09] <andypugh> The roundover doesn't look two difficult, but I would put a large tolerance on the radius so they can choose a tool they have.
[16:16:23] <jthornton> yea, I don't see any tolerances
[16:16:43] <jthornton> I wish I could view the alibre file
[16:17:11] <Jymmm> Can linuxcnc act like a plc?
[16:17:24] <archivist> the round bosses overlap the rounded outer needs fixing to use a standard tool
[16:17:44] <jthornton> Jymmm, linuxcnc has a plc yes
[16:17:59] <archivist> Jymmm, how long have you lurked here...classic ladder
[16:19:02] <Jymmm> ok, cool.
[16:19:10] <alex4nder> ThadiusB: little machine shop
[16:20:04] <archivist> jthornton, no material spec either
[16:20:33] <archivist> jthornton, I did wonder if its a casting
[16:20:35] <jthornton> he said pvc sheet in the first post
[16:21:11] <archivist> er no edm then...melt the form
[16:26:19] <rob_h> making something nice there john?
[16:28:32] <JT-Shop> hi rob
[16:28:46] <rob_h> need a Rotary Broach for them hexagons :)
[16:28:54] <djdelorie> or a six sided drill bit
[16:30:13] <alex4nder> what about a six demon bag?
[16:30:25] <archivist> could use those nuts that get vibrated(ultrasonic) into plastic
[16:31:22] <raynerd> You know in the Spindle Configuration section of emc - what exactly is the spindle rate value... what is "spindle rate" ?
[16:31:30] <rob_h> make a mould tool put it on my moulder ;)
[16:33:35] <archivist> raynerd,
http://linuxcnc.org/docs/html/examples/spindle.html
[16:35:44] <raynerd> just to clarify, I understand the words..."spindle rate" - I just don`t quite understand its contect here. I`ve tried reading that....basically, some chap in Mach3 has done what I`m trying to do and in Mach3 they have to enter a "base frequency" for the pwm control...I`m trying to work out the equivelent in emc
[16:37:49] <raynerd> I have tried that link archivist - the .hal file for the cnc machine setup someone has kindly sent me, give the line " setp pwmgen.0.pwm-freq 40.0" I can`t even find what this relates to!
[16:38:18] <raynerd> I think this could possibly be equivelent to the "base frequency" mentioned in Mach3.
[16:39:23] <archivist> probably but that link sets it to the frequency of the base-thread by the look of it
[16:40:00] <archivist> example fail if it can also do arbitary freq too
[16:42:15] <archivist> raynerd, see
http://linuxcnc.org/docs/html/man/man9/hostmot2.9.html#pwmgen
[16:48:02] <raynerd> thankyou...I`m still pulling my hair out.
[16:50:25] <raynerd> ahhh...it is the base frequency in hertz
[17:18:55] <Nick001-Shop> On a lathe tool table, is there a way of setting 2 tools on the same tool # setting - like a drill and boring tool holder on the same turret tool face
[17:19:30] <andypugh> This is a familiar question. If only I could remember the answer.
[17:20:42] <andypugh> I think the answer is to use offsets 1, 11, 21 etc for different tools in the same turret position, and have the toolchanger code work modulo 10.
[17:22:14] <JT-Shop> wasn't there some discussion on the forum on this
[17:22:32] <Nick001-Shop> modulo 10???
[17:23:05] <andypugh> Well, modulo whatever suits you. something binary might be easier.
[17:23:47] <Nick001-Shop> what is modulo 10 mean
[17:24:31] <Nick001-Shop> is - does
[17:25:59] <Loetmichel> Nick001: modulo is the "rest" after division with a integer
[17:26:07] <andypugh> 11 mod 10 = 1, 22 mod 10 = 2
[17:26:14] <Loetmichel> right
[17:26:14] <elmo40> at work we use T01## for tool 1 offset ##. How does linuxcnc do it?
[17:27:16] <JT-Shop> doesn't rob_h use gang tooling on his lathes??
[17:28:11] <rob_h> some times on CHNC with square turret
[17:28:24] <rob_h> i wish i had a gang tooled lathe tho
[17:28:51] <JT-Shop> how do you handle the offsets?
[17:28:54] <archivist> are you remembering this from the other day
http://imagebin.org/207345
[17:29:01] <Loetmichel> rob_h: retrofit?
[17:29:12] <JT-Shop> archivist: missed that one
[17:29:37] <archivist> I rather like the idea
[17:29:51] <rob_h> Loetmichel, used to do it on old contorl. its now EMC yea but still getting finished
[17:30:31] <Loetmichel> btw: anyone has a 3phase ac motor to spare that would fit instead of this old beast? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=11411
[17:30:35] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11414
[17:30:40] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11417
[17:31:06] <Loetmichel> so i can bring my "big" lathe to work after about 2 yeas sittin on the bench?
[17:31:32] <r00t4rd3d> http://www.instructables.com/id/Wooden-Remote-Control-Quadrocopter-Build/
[17:31:35] <Loetmichel> this one:
http://www.cyrom.org/palbum/main.php?g2_itemId=11462
[17:31:49] <Loetmichel> r00t4rd3d: old...
[17:32:09] <r00t4rd3d> The wood? I imagine.
[17:32:18] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=5174
[17:32:23] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=5177
[17:32:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=5071
[17:32:50] <r00t4rd3d> is that wood?
[17:32:53] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=5168
[17:33:01] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=5171
[17:33:04] <Loetmichel> :-)
[17:33:20] <Loetmichel> buildt that in 2008 ;)
[17:33:31] <Loetmichel> plane plywood
[17:33:33] <r00t4rd3d> are those leds in ping pong balls?
[17:33:38] <Loetmichel> correct
[17:33:58] <Loetmichel> i.e: the leds are in the outriggers
[17:34:05] <r00t4rd3d> wouldnt it be quadcopter plywood?
[17:34:14] <Loetmichel> the pinpongballs are just illiminated by them
[17:34:22] <r00t4rd3d> oh
[17:35:19] <Loetmichel> even made one in balsa (reinforced with glass fibre) ;-) ->
http://www.cyrom.org/MC/loebabofertig.avi
[17:35:29] <r00t4rd3d> what controller do you have on that?
[17:35:43] <Loetmichel> www.mikrokopter.de
[17:36:56] <Loetmichel> about 11 watts in LED onboard...
[17:37:03] <Loetmichel> its like a fucking firefly ;-)
[17:37:16] <r00t4rd3d> http://www.ebay.com/itm/190644759648?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1438.l2649
[17:37:30] <r00t4rd3d> If I can swing it, Friday I am going to order that.
[17:37:35] <Nick001-Shop> found out how - call M6 T2 G43 and do some work then call M6 T22 G43 and it will change to the new offset values in the tool table. T22 won't index to t2 if your at t6. You have to call t2 first to get it to index to t2 first and then it seems to change to the new value in t22 when called. I'll have to try some real time work to make sure it works out.
[17:39:06] <Loetmichel> r00t4rd3d: my newest project is a hexa
[17:39:19] <r00t4rd3d> see these?
[17:39:19] <r00t4rd3d> http://www.hoverthings.com/accessories/flight-controllers/quadrino-zoom-rev3.html
[17:39:29] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12997
[17:40:17] <Loetmichel> no, i only use the ones from mikrokopter.de
[17:40:59] <r00t4rd3d> you crash that and its all over
[17:41:12] <Loetmichel> hmm?
[17:41:21] <Loetmichel> i crashed SO many times....
[17:41:29] <r00t4rd3d> legs are just so long if it flops its going to go over hard
[17:41:32] <JT-Shop> andypugh: have you got your land lubber legs yet or are you still swaying with the waves?
[17:41:49] <Loetmichel> and especially this electronics came to me from a friend who had chrased an octo
[17:42:24] <Loetmichel> i was able to resurrect the Flightcontrol, the navcontrol and 6 ESCs/motors
[17:42:34] <Loetmichel> so i am building him a hexa
[17:42:41] <r00t4rd3d> is that aluminum frame?
[17:42:51] <r00t4rd3d> or painted wood
[17:43:27] <Loetmichel> thats how the electronics looked when i got them:
http://www.cyrom.org/palbum/main.php?g2_itemId=11486
[17:43:30] <r00t4rd3d> i think its aluminum but im high
[17:43:50] <Loetmichel> aluminium square tube, 15mm*15mm*1mm
[17:44:44] <r00t4rd3d> did you cut the triangles in it?
[17:45:17] <Loetmichel> yes
[17:45:32] <Loetmichel> and bent the landing gear also
[17:45:34] <andypugh> Nick001: You probably need to alter the toolchanger code so that T22 indexes to the T2 position.
[17:45:54] <r00t4rd3d> make me one
[17:46:09] <Loetmichel> i am too expensive ;-)
[17:46:18] <r00t4rd3d> good cause I meant for free
[17:46:33] <Loetmichel> do i look that silly?
[17:46:34] <Loetmichel> ;-)
[17:46:39] <andypugh> Nick001: It would be better if "slot number" and "tool number" could be properly separated, but "slot number" means something else inside EMC2 at the moment, and so any change there will have to wait for a structure change. I think that some of the work mhaberler is doing will make it easier.
[17:47:05] <r00t4rd3d> my quadcopter project has been sidelined by the cnc router project
[17:47:27] <Loetmichel> i am also builing a CNC router for a co-worker ;-)
[17:47:28] <r00t4rd3d> i can make a quadcopter frame with a cnc router
[17:47:43] <r00t4rd3d> maybe
[17:48:01] <Loetmichel> btw: this is how it looks when my QC flies at night:
http://www.cyrom.org/MC/nachtflugtest_.avi
[17:48:35] <andypugh> Toys! I want:
http://www.hover-bike.com/
[17:49:37] <andypugh> (And at 160kg payload, I reckon even JT could have one :-)
[17:50:30] * JT-Shop goes to see what 160kg is
[17:50:59] <Jymmm> 350 lbs
[17:51:06] <Jymmm> 353
[17:51:10] <Loetmichel> that looks like FUN!
[17:51:16] <JT-Shop> yea, I could carry a couple of stones of beer with me
[17:51:21] <Loetmichel> would like to have one ;-)
[17:51:39] <Jymmm> JT-Shop: Keggers-to-go!
[17:52:18] <andypugh> He sounds like he needs help from embedded-C coders..
[17:53:01] <Jymmm> s/embedded-C coders/andypugh/
[17:53:21] <Jymmm> ;)
[17:53:58] <andypugh> Yeah, I would like to be involved, but don't know what else to give up. Sleep maybe?
[17:54:22] <Nick001-Shop> What does the H word do in a tool change line? Can't seem to find it in the literature
[17:54:39] <JT-Shop> it is there I assure you
[17:54:40] <skunkworks__> hmm - is that real? how would you be able to control it with just 2 blades?
[17:54:53] <skunkworks__> I don't see any lateral control
[17:55:02] <JT-Shop> vanes on bottom
[17:55:19] <andypugh> It lets you apply the offsets from a different tool to the current one. So T1 M6 G43 H2 would apply the offsets from tool2 while loading tool 1
[17:55:49] <skunkworks__> seems like the center of gravity would be too high...
[17:55:50] <JT-Shop> aww, I was going to link the manual page
[17:56:16] <Loetmichel> skunkworks__: like a bike: leaning in
[17:56:25] <Nick001-Shop> ok - thanks
[17:56:28] <andypugh> skunkworks__: No worse than a low-wing aircraft. And they are not well known for plummeting from the sky
[17:56:45] <skunkworks__> heh
[17:57:02] <Loetmichel> andypugh: a low wing plane has alierons
[17:57:18] <andypugh> Aye, and that has roll-control vanes.
[17:57:24] <Loetmichel> "querruder"
[17:57:31] <Loetmichel> it has?
[17:57:38] <Loetmichel> didnt see
[17:57:55] <Loetmichel> but leaning would also be enough
[17:59:13] <andypugh> You can see them more clearly on the scale model:
http://www.hover-bike.com/videos.html
[18:02:01] <andypugh> I really would like to see video of it getting off the ground.
[18:08:20] <andypugh> JT, when you finish the ballista:
http://www.youtube.com/watch?v=8rVd1clYCi4&feature=related
[18:08:24] <r00t4rd3d> http://www.nydailynews.com/news/world/doctors-pakistan-fight-save-six-legged-baby-boy-article-1.1062472
[18:08:33] <r00t4rd3d> 6 leg kid
[18:08:38] <r00t4rd3d> :/
[18:10:01] <andypugh> Hmm, not really a "genetic condition", more siamese triplets. Anyone's guess how his internal organs are laid out.
[18:10:09] <JT-Shop> Andy, I was thinking of a steam powered bike with the boiler in the sidecar
[18:10:34] <JT-Shop> that doesn't look too logical
[18:11:36] <JT-Shop> now this looks logical
http://www.youtube.com/watch?NR=1&feature=endscreen&v=vGGlODF7_RY
[18:11:47] <andypugh> Nah, monowheels have a long and proud history of idiocy
[18:11:55] <JT-Shop> LOL
[18:12:06] <JT-Shop> but it has training wheels on the back
[18:39:01] <andypugh> <ponder> MarcusBec is always here, and warns us when he is away. But I can't recall him saying anything . Not that there is anything wrong with lurkery.
[18:40:01] <r00t4rd3d> this is my bike, its an older picture, looks alittle more cooler currently:
[18:40:02] <r00t4rd3d> http://i.imgur.com/l9XzB.jpg
[18:40:30] <andypugh> How very Edwardian.
[18:41:40] <JT-Shop> I recall him saying something once
[18:42:06] <r00t4rd3d> Ill go take a new picture :D
[18:43:35] <Tom_itx> it still won't become a gold wing
[18:43:55] <andypugh> Why am I so attracted to non-sparking tools?
http://www.cromwell.co.uk/static/publication/1187/pages/1020.pdf
[18:44:44] <andypugh> (They would be great on a boat, I suppose)
[18:45:29] <Tom_itx> holy crap
[18:45:32] <Tom_itx> andypugh is back
[18:45:59] <djdelorie> pfred1: I'm not vague, I just don't have a plan
[18:46:39] <pfred1> djdelorie me either. that is why I was hoping I could borrow yours
[18:47:12] <djdelorie> the closest thing to a plan I have is "keep poking at it". I got some useful PID advice at a local club meeting yesterday, my X axis needs some TLC in pid-land
[18:47:39] <djdelorie> and I was given a brushed DC motor with encoder to see if I could get the board to drive it
[18:47:44] <pfred1> I thought you were all sorted out
[18:47:54] <Jymmm> djdelorie: I that anything like a whore house?
[18:48:08] <Jymmm> s/I/Id/
[18:48:11] <Jymmm> bah
[18:48:14] <Jymmm> s/I/Is/
[18:48:25] <djdelorie> Jymmm: I have no idea what you're talking about
[18:48:39] <pfred1> Jymmm got the buddha bud at the dispensory today or what?
[18:48:49] <djdelorie> pfred1: the motors buzz when they should be idle, I haven't been able to get them to "stop" properly
[18:48:58] <Jymmm> djdelorie: "...my X axis needs some TLC in pid-land" Is that anything like a whore house?
[18:49:16] <djdelorie> Jymmm: not at all, it's a software problem
[18:49:20] <pfred1> djdelorie I've heard of servos doing that
[18:49:33] <Jymmm> djdelorie: CNC-Viagra?
[18:49:47] <andypugh> djdelorie: That night be normal, but a bit of deadband would make it go away. However, that might not be really what you want.
[18:49:50] <r00t4rd3d> My bike as it sits today:
[18:49:51] <r00t4rd3d> http://i.imgur.com/3zT8J.jpg
[18:49:58] <djdelorie> yeah, they usually do, but they're not supposed to be as bad as what mind do. I never claimed to be a PID expert.
[18:50:10] <r00t4rd3d> Thats a multicolored chain also, not a rainbow chain!
[18:50:12] <Jymmm> djdelorie: No tuning tool for that?
[18:50:22] <pfred1> you're doing what it takes to become a PID expert
[18:50:46] <djdelorie> andypugh: apprently, my code is even less "right" than I thought, despite working good enough for my cnc needs.
[18:50:47] <andypugh> r00t4rd3d: Don't take this personally, but you have too much time on your hands.
[18:51:01] <djdelorie> Jymmm: You have to know what you're tuning before the tool is useful
[18:51:03] <r00t4rd3d> I work full time
[18:51:20] <r00t4rd3d> I have the winters off though
[18:51:37] <r00t4rd3d> so maybe
[18:51:49] <Jymmm> djdelorie: I mean some type of feedback graph within emc (halscope?) that can show you where things are at
[18:51:50] <djdelorie> I did think of adding some deadband based on the simulated step size, no point holding to one count when you're stepping 20 counts at a time
[18:52:08] <djdelorie> Jymmm: yes, my controllers have that, but you have to know what to look at and what it means
[18:52:14] <KimK> andypugh: I have not yet had the opportunity, so let me be among the last(?) to say, "Welcome back!"
[18:52:40] <r00t4rd3d> this is what i build during the day:
[18:52:41] <r00t4rd3d> http://i.imgur.com/qA02G.jpg
[18:52:41] <Jymmm> djdelorie: I'm sure you're not the first, and that somewhere there has to be some refernce examples to go on.
[18:52:50] <djdelorie> I get graphs like this:
http://www.delorie.com/cnc/ff1/ff1-90.html
[18:53:06] <pfred1> Jymmm I think DJ's motor driver might be somewhat unique so he might be the first
[18:53:14] <djdelorie> too many examples, mostly involving calculus
[18:53:20] <Jymmm> pfred1: ah
[18:53:58] <pfred1> djdelorie is your motor driver a servo amplifier even?
[18:54:33] <djdelorie> er, sort of. It has the driver half of an amplifier, but no way to get the dumb drive signal that a normal amp would have as input
[18:54:42] <djdelorie> unless you can send the drive signal over CAN :-)
[18:54:52] <pfred1> that is what i thought it is only sort of
[18:54:52] <djdelorie> I mean the -10..+10 analog signal
[18:55:21] <pfred1> it is still some powerful stuff
[18:55:31] <Jymmm> Hmmm, where's jmk???
[18:55:42] <r00t4rd3d> i sold him
[18:55:56] <r00t4rd3d> for a cheeseburger
[18:56:09] <djdelorie> Too powerful sometimes. I was demoing it yesterday, and each time I hit the "stop" button it would go CLUNK when it stopped. They thought it was hitting something, but it was just the motors stopping with 100% force
[18:56:33] <pfred1> you might need decelleration
[18:56:49] <Jymmm> wouldn't FERROR catch soemthign like that?
[18:57:08] <djdelorie> I measured the actual acc/dec curves and put those in hal, but the problem is the wooden machine can't handle that kind of stopping without some sort of noise.
[18:57:15] <pfred1> well with linuxcnc you can set the acceleration
[18:57:16] <djdelorie> so yeah, probably should slow it down a little :-)
[18:57:58] <pfred1> it isn't so much slow it down as it is let is speed up and slow down a little slower
[18:57:59] <andypugh> djdelorie: PID without calculus:
http://www.linuxcnc.org/index.php/english/component/kunena/?func=view&catid=10&id=14483#14487
[18:58:12] <r00t4rd3d> My controller has a "Decay Mode" setting, Fast, 25%, 50%, Slow. Whats that about?
[18:58:34] <pfred1> is it called velocity in linuxcnc?
[18:58:54] <djdelorie> andypugh: I know what PID is and how it works in theory, it's applying it to a BLDC server drive that's the tricky part:
http://www.delorie.com/electronics/bldc/
[18:59:05] <djdelorie> servo drive
[18:59:20] <Jymmm> djdelorie: You need something like this (see right side)
http://vri-cnc.ru/img/TurboCNC4_pic/9_TurboCNC4_CfgAxs_Z.jpg
[18:59:35] <pfred1> andypugh yeah have you checked out djdelorie's motor drives?
[18:59:54] <pfred1> andypugh 300 volts!
[19:00:14] <djdelorie> what I was told yesterday is I need to tune the current, rpm, and position loops separately
[19:00:23] <djdelorie> 450 volts if you're brave
[19:00:33] <andypugh> Nice! That driver chip looks interesting. I have played around with the IRAMS chips, is that any tougher?
[19:00:50] <djdelorie> well, the one in my test bed has released the magic smoke twice... and still works
[19:00:55] <pfred1> andypugh I thought you'd get a lick out of them
[19:00:59] <pfred1> kick even
[19:01:26] <djdelorie> and with only 60v drive on a 160v motor was still able to drive the carriage into the end hard enough to bow some 3/8-16 all-thread about 4" off-center
[19:01:31] <pfred1> djdelorie show andypugh a video of the beast running
[19:01:41] <andypugh> It seems to do a lot on the board that EMC2 can do in software. Not that that is a bad thing, necessarily.
[19:02:24] <djdelorie> http://www.youtube.com/watch?v=SR1y6Eq19EU but skip to the middle, I started slow
[19:02:36] <andypugh> (EMC + a Mesa card can produce the high and low side driver PWMs for that sort of device)
[19:02:49] <Jymmm> djdelorie:
http://igor.chudov.com/manuals/Servo-Tuning/PID-without-a-PhD.pdf
[19:02:53] <andypugh> Oops, s/EMC/LinuxCNC
[19:02:55] <djdelorie> andypugh: I didn't realize how much linuxcnc could do on its own when I developed it. OTOH, my pc only has the one dumb parallel port
[19:03:23] <djdelorie> my controller turns a BLDC motor into a simple stepper, everyone knows how to control a stepper...
[19:04:02] <andypugh> In theory the bldc component could be modified to produce three-phase PWM signals on the Parport, but it seems such a desperate tactic that I haven't coded it yet :-)
[19:04:24] <djdelorie> andypugh: my pwm runs at 80 MHz, six phase synchronous...
[19:04:36] <andypugh> Yeah, that would challenge a parport :-)
[19:04:59] <djdelorie> plus the current ADCs are synchronized to the PWM waveform so I can measure all the phases in every loop
[19:05:35] <djdelorie> with real-time current limiting and over-temperature checking
[19:05:47] <djdelorie> I got here just after you went on vacation :-)
[19:05:49] <pfred1> djdelorie your machine is what 1/2 x 13 all thread leadscrews?
[19:06:29] <djdelorie> it's all surplus. X is 10 TPI acme, Y is 2 TPI, Z is 3/8-16 all-thread
[19:06:45] <djdelorie> 1/2" sounds right though
[19:06:48] <pfred1> well even Z was moving pretty good
[19:07:31] <djdelorie> I limit Z's IPS because the whole carriage wobbles if I move it too fast. However, there was a makerbot at the meeting yesterday, and my machine travels faster than it does, so I should be able to put an extruder on it
[19:08:02] <pfred1> your machine looks fast to me
[19:08:29] <andypugh> That's a pretty quick machine. You could use G82(?) the drilling canned cycle to rapid to just short of the surface before moving to drilling speed.
[19:09:33] <djdelorie> well, Z can do about 2.5 IPS but at that speed you have to wait for it to stop rocking before you can drill. It needs the longer cycle just to make sure it's settled before it hits.
[19:09:41] <djdelorie> I have two broken drill bits that back that up :-)
[19:09:57] <djdelorie> http://www.delorie.com/photos/cnc/drilltest-cnc-015.html
[19:10:21] <andypugh> For your next trick, iron castings in place of wood...
[19:10:27] <djdelorie> the top grid didn't have enough clearance and scraped the copper, the bottom one had too fast Z and snapped the bit.
[19:10:44] <Jymmm> djdelorie: Interesting results...
https://www.google.com/search?q=servo+tuning
[19:10:49] <djdelorie> nah, I just need stronger wood :-)
[19:11:01] <djdelorie> Jymmm: thanks
[19:11:09] <Jymmm> np
[19:14:16] <pfred1> yeah DJ needs a more solid machine
[19:14:33] <djdelorie> next time: rock maple! :-)
[19:15:31] <WillenCMD> alright, any taker's on why i tklinuxcnc screen won't work in sim mode?
[19:15:42] <pfred1> you need to get a surplus pick and place machine or something
[19:16:07] <pfred1> I use tkemc as my interface
[19:16:46] <WillenCMD> i just finished installing lubuntu
[19:17:12] <WillenCMD> i got the linuxcnc-dev sim working... but it won't load tklinux
[19:17:36] <pfred1> maybe you don't have the right version of Tcl/TK ?
[19:18:03] <WillenCMD> possible, i ran dpkg-checkbuildep
[19:18:27] <pfred1> if you did that it is unlikely I don't know which version you need
[19:18:40] <pfred1> it worked for me in Debian Lenny though
[19:18:49] <pfred1> and i didn't install anything special for it
[19:19:01] <WillenCMD> i think cradek said he had it working on lubuntu yesterday on here
[19:19:26] <pfred1> cradek got me going when I had everything installed but I didn't know how to run any of it
[19:19:43] <pfred1> oh wait what commands are you issuing?
[19:20:23] <ReadError> ;-o
[19:20:25] <WillenCMD> im running the script in shell, via clicking on the linuxcnc in the scripts folder
[19:20:28] <pfred1> there is a . /linuxcnc-environment;tklinuxcnc
[19:20:29] <ReadError> so excited!
[19:20:35] <ReadError> its all coming together!
[19:20:40] <ReadError> cnc parts, wednesday
[19:20:46] <ReadError> mill, thursday
[19:20:49] <pfred1> or something like that
[19:20:51] <ReadError> days off, thur, fri, sat
[19:20:54] <ReadError> ;o
[19:21:13] <pfred1> you have to hand load the environment for rtai if it isn't going
[19:21:15] <ReadError> machinist square, wednesday too
[19:21:54] * pfred1 just uses up arrow in his shell a lot so forgets things ...
[19:21:59] <ReadError> now, i hope a2z ships today ;)
[19:22:23] <WillenCMD> rip-environment
[19:22:28] <WillenCMD> correct?
[19:22:34] <pfred1> WillenCMD maybe I run emc2
[19:22:53] <andypugh> djdelorie: The extruded aluminium section is easy to work with and might (or might not) be more rigid. Also, ballscrews are not enormously expensive from the right sources.
[19:23:02] <pfred1> but now that you mention it I believe it is rip-environment
[19:23:17] <djdelorie> andypugh: I'm happy I got one *anything* working :-)
[19:23:28] <pfred1> not doing that would stop tklinuxcnc from going
[19:23:36] <andypugh> http://www.8020.net/
[19:23:48] <pfred1> oh here we go 8020
[19:23:51] <WillenCMD> djdelorie: linearmotionbearings on ebay, great price i paid 315 shipped for 3 screw's with nuts, all endmounts, and couplings
[19:24:06] <djdelorie> how long?
[19:24:21] <WillenCMD> hmmm let me lood it up
[19:24:24] <WillenCMD> look*
[19:24:51] * djdelorie has dreams of a 5x10 foot bed for the next machine...
[19:24:58] <joe9> this is my custom.hal with software debounce:
http://codepad.org/FsWIrQwK . I still get the error message:
http://codepad.org/ad5WlCvc Error message: "Home switch inactive before start of backoff move"
[19:25:01] <pfred1> I've seen people just piss 8020 away
[19:25:22] <andypugh> WillenCMD: I consider that expensive.
http://www.zappautomation.co.uk/sf1204-single-ballnut-p-137.html
[19:25:36] <JT-Shop> joe9: could be mechanical
[19:25:38] <djdelorie> joe9: that means the switch bounced "off" before it shut off because the axis moved
[19:26:12] <joe9> djdelorie: i noticed that all the time on X-axis. played around with the delay of 15, 20 and 5 in the custom .hal
[19:26:17] <joe9> without any effect.
[19:26:27] <djdelorie> my debounce is 0.1 seconds
[19:26:28] <joe9> now, it is happening on the X-axis too.
[19:26:38] <andypugh> joe9: Halscope might help figure it out.
[19:26:43] <JT-Shop> joe9: do you have a photo of your switch setup?
[19:26:44] <djdelorie> but mine has no delay on activation, just release
[19:27:00] <pfred1> andypugh how does software limits interact with switch limits?
[19:27:11] <pfred1> like does it help linuxcnc hunt for the switches?
[19:27:44] <joe9> djdelorie: can you please paste your custom.hal?
[19:27:54] <pfred1> what I'm driving at is could joe's soft limits be so far off that is why he is missing his switch limits?
[19:28:02] <joe9> djdelorie: I have your .ini and .hal file and machineactive.comp
[19:28:06] <djdelorie> joe9: it's still all here:
http://www.delorie.com/cnc/
[19:28:09] <djdelorie> that's all I've got
[19:28:25] <andypugh> pfred1: Not as far as I know. During homing it can't know where it is, so ignores both. After homing hitting the physical switches indicates an error.
[19:28:57] <pfred1> ah
[19:28:57] <joe9> andypugh: thanks, let me check up on halscope. thanks.
[19:30:23] <WillenCMD> <==halscope=my best friend
[19:30:32] <andypugh> WillenCMD: Any errors in dmesg when you try to start tk? Does it also fail in non-sim mode?
[19:30:45] <ReadError> guess theres no way to test latency w/o the motors and all hooked up?
[19:30:59] <WillenCMD> i haven't installed linuxcnc just trying to run it from sim mode, i designed a new tklinux screen, that i want to try
[19:31:00] <pfred1> ReadError why not?
[19:31:05] <andypugh> ReadError: Yes, there is absolutely no need to have any hardware for a latency test
[19:31:08] <ReadError> does it not need the feedback?
[19:31:09] <ReadError> ohrly
[19:31:15] <ReadError> i should get the box running!
[19:31:18] <ReadError> ;o
[19:31:26] <WillenCMD> andypugh: but i need to get the original working first
[19:31:35] <andypugh> You can pick the latency test right from the CNC menu
[19:31:55] <pfred1> this machine did it and it doesn't even have a parallel port
[19:32:03] <andypugh> (I think, I don't have a normal install any more...)
[19:32:21] <andypugh> All you need for a latency test is the RTAI kernel.
[19:32:40] <pfred1> I've done the CLI latency test that comes with RTAI
[19:32:48] <pfred1> it is pretty strange
[19:33:01] <pfred1> there are actually two of them I believe
[19:33:27] <r00t4rd3d> http://www.sparkfun.com/products/10847
[19:33:31] <andypugh> Yes, and they both give different numbers to the graphocal one. This is a point of concern...
[19:33:31] <r00t4rd3d> anything bad about those?
[19:33:44] <pfred1> oh you've seen them too?
[19:34:11] <pfred1> well if you use axis as your front end won't evne the latency test kick in GL?
[19:34:11] <WillenCMD> i ordered, a spartan 3e dev board today, 2x atmel xmega dev boards, and a altera cyclone II dev board today... can't wait
[19:35:02] <WillenCMD> couldn't decide on wich fpga manufacturer to go with, so i got one of each
[19:35:03] <pfred1> I know GL makes some of my machines "different" when it is going on
[19:35:14] <djdelorie> while I was out yesterday, a friend dropped off a single linear axis (no stepper). What interesting things can you do with just one axis?
[19:35:36] <djdelorie> WillenCMD: you need a Lattice board too, then :-)
[19:35:38] <pfred1> djdelorie you can make a CNC router fence adjuster
[19:35:47] <pfred1> or perhaps a router lift
[19:35:58] <WillenCMD> or a tool changer
[19:36:11] <pfred1> heck make a 4th axis
[19:36:17] <r00t4rd3d> make it scratch your back while you wait for a cut
[19:36:25] <pfred1> 4 axis CNC is da bomb
[19:36:25] <WillenCMD> lol
[19:36:33] <andypugh> r00t4rd3d: They look OK. Fairly small, but that probably means they are fairly quick. I would suggest working out for yourself which windings are which, and which ends are which, because my experience with 8-wire steppers is that the docs may be wrong. couple A1 and A2 back-to-back and you get full current and zero torque. It is as simple as shorting wires together and spinning the shaft by hand to figure it out.
[19:36:40] <WillenCMD> no 5 axis is the bomb
[19:36:47] <pfred1> andypugh show djdelorie some of your 4 axis CNC stuff
[19:37:06] <skunkworks__> andypugh: and welcome back also!
[19:37:12] <pfred1> that last video I saw of yours was crazy
[19:37:19] <r00t4rd3d> andypugh, they are 6 wire and I already know the layout of them
[19:37:30] <r00t4rd3d> yellow and white I dont need
[19:37:30] <andypugh> I don't have any 4-axis stuff. Which video do you mean?
[19:37:51] <andypugh> Ah, 6-wire is easier, you just need to ignore wires :-)
[19:37:54] <pfred1> you have one where yo uhave something chucked in your machine and you're threading it?
[19:38:03] <djdelorie> http://www.delorie.com/photos/cnc/linear-rail.html
[19:38:13] <r00t4rd3d> "This is a uni-polar stepper, meaning that if you are going to drive it with a bipolar stepper driver, you can ignore the yellow and white leads and drive it using the remaining four."
[19:38:21] <r00t4rd3d> :D
[19:38:37] <pfred1> can't make a 4th axis with that
[19:38:39] <andypugh> djdelorie: Nice!
[19:39:02] <djdelorie> of course, he might have dropped it off so I can tell him how to use it in *his* machine :-)
[19:39:03] <r00t4rd3d> are those limit switch wires?
[19:39:19] <djdelorie> I think so. Three conductor connectors
[19:39:25] <pfred1> it'd make for a long Z axis
[19:39:40] <r00t4rd3d> carve a stump
[19:39:52] <andypugh> pfred1: This is my channel:
http://www.youtube.com/user/blyndpew?feature=guide I am not sure which one you mean.
[19:39:53] <WillenCMD> so when i launch tklinux, i don't get anything not even a debug message
[19:40:03] <r00t4rd3d> sweet
[19:40:03] <djdelorie> I'm thinking it would make a nice X axis for a moving-table machine
[19:40:43] <ReadError> 7mil nS in vmware esxi ;(
[19:40:50] <pfred1> andypugh I think this was it
http://www.youtube.com/watch?v=ZhICrb0Tbn4&list=UUexvgsGz_QFvOublovDYoTQ&index=14&feature=plcp
[19:41:00] <andypugh> WillenCMD: Odd. I know of several reasons that you might be able to run tklinux but not Axis (mainly OpenGL related) tbut the inverse problem puzzles me.
[19:41:04] <joe9> djdelorie: is it this file: machineactive.comp that is doing the activate on release?
[19:41:24] <djdelorie> no, my debounce is inside the controller cards.
[19:41:38] <djdelorie> machineactive.comp is a combined "the machine is doing something" signal I use to idle the motors
[19:41:42] <ReadError> wow, that is AWESOME
[19:41:47] <WillenCMD> i know... i thought would be safe designing my screens in tk/tcl
[19:41:52] <pfred1> djdelorie this is andypugh
http://www.youtube.com/watch?v=ZhICrb0Tbn4&list=UUexvgsGz_QFvOublovDYoTQ&index=14&feature=plcp
[19:42:07] <alex_joni> WillenCMD: try running linuxcnc from a terminal, and check for any messages
[19:42:44] <r00t4rd3d> there goes your 733 minutes of idle
[19:45:36] <djdelorie> joe9: you could probably adapt machineactive.comp to be an asymmetric debouncer...
[19:46:36] <WillenCMD> heads up everybody here comes a large message
[19:46:38] <WillenCMD> RUN_IN_PLACE=yes
[19:46:39] <WillenCMD> LINUXCNC_DIR=
[19:46:39] <WillenCMD> LINUXCNC_BIN_DIR=/home/cnc/linuxcnc-dev/bin
[19:46:39] <WillenCMD> LINUXCNC_TCL_DIR=/home/cnc/linuxcnc-dev/tcl
[19:46:39] <WillenCMD> LINUXCNC_SCRIPT_DIR=
[19:46:39] <WillenCMD> LINUXCNC_RTLIB_DIR=/home/cnc/linuxcnc-dev/rtlib
[19:46:39] <WillenCMD> LINUXCNC_CONFIG_DIR=
[19:46:40] <WillenCMD> LINUXCNC_LANG_DIR=/home/cnc/linuxcnc-dev/src/objects
[19:46:40] <WillenCMD> INIVAR=inivar
[19:46:41] <WillenCMD> HALCMD=halcmd
[19:46:41] <WillenCMD> LINUXCNC_EMCSH=/usr/bin/wish8.5
[19:46:42] <WillenCMD> INIFILE=/home/cnc/linuxcnc-dev/configs/sim/tklinuxcnc/tklinuxcnc.ini
[19:46:42] <WillenCMD> PARAMETER_FILE=sim.var
[19:46:43] <WillenCMD> TASK=milltask
[19:46:48] <Valen> dude pastebin
[19:46:55] <pfred1> I'm telling you
[19:47:02] <Valen> also how no excess flood
[19:47:11] <WillenCMD> what?
[19:47:28] <djdelorie> I don't know how to tie a comp's input to a fixed value in hal, but if you tied its estop and velocity pins to 0, you could use the running->active path to debounce
[19:47:29] <pfred1> WillenCMD
http://pastebin.com/
[19:47:29] <Valen> generally pasting a block of text will get you kicked off the network
[19:48:00] <djdelorie> worse, the server will pace the output to one line per second, and all the clients beep once per message, so... beep. beep. beep. beep.
[19:48:22] <WillenCMD> sorry
[19:48:28] <WillenCMD> won't happen again
[19:48:46] <andypugh> djdelorie: If you don't net a comp input you can setp it in the HAL file.
[19:48:47] <pfred1> it just makes it easier for folks to study it too
[19:49:05] <djdelorie> example?
[19:49:08] <WillenCMD> im new to all this so, bare with me
[19:49:31] <andypugh> (you can also setp parameters, which don't use shared memory, but are otherwise a bit redundant)
[19:49:46] <djdelorie> yeah, the timeout has a default
[19:52:00] <andypugh> djdelorie: loadrt machineactive / setp estop 0 / setp velocity 0
[19:52:19] <djdelorie> ah, you can set it in hal
[19:52:25] <andypugh> Indeed.
[19:52:39] <djdelorie> is there a way to specify a default for unconnected pins, from within the comp ?
[19:52:46] <pfred1> is there anything andy can't set in hal?
[19:52:50] <WillenCMD> http://pastebin.com/DQ17TpTJ
[19:52:54] <WillenCMD> thats better
[19:53:01] <joe9> setp debounce.0.delay 10
[19:53:11] <andypugh> Yes, pin in but running = 0 "this has a default now"
[19:53:20] <andypugh> (but/bit)
[19:53:27] <joe9> is what I have in my custom.hal. I have a base period of 26000 and a search velocity of 1mm/sec
[19:54:26] <WillenCMD> is it odd that LINUXCNC DIR= is empty
[19:54:34] <joe9> is it wrong to do: setp debounce.0.delay 1000000
[19:54:49] <joe9> sorry that is too much.
[19:55:08] <joe9> let me calculate a better value to give me 1 sec latency or debounce period.
[19:55:09] <djdelorie> updated, compiled, untested:
http://www.delorie.com/cnc/machineactive.comp
[19:56:24] <jdhnc> 1 second debounce?
[19:56:36] <joe9> is it wrong to do: setp debounce.0.delay 38461
[19:56:47] <joe9> to give a 1 sec debounce period.
[19:56:47] <djdelorie> I used 0.1 second
[19:57:14] <joe9> djdelorie: setp debounce.0.delay 3846 then?
[19:57:33] <djdelorie> joe9: I don't know if that's the right value, just saying my debounce is 0.1 second
[19:57:52] <djdelorie> bounce tends to be in the tens of milliseconds range worst-case
[19:59:35] <pfred1> Don Lancaster could tell you how to debounce a switch :)
http://www.tinaja.com/
[20:00:19] <pfred1> he's probably do it with a postscript script today though
[20:03:23] <andypugh> I was suggesting hand-coded postscript to a photographer friend today (he wanted high-res repeating background images). He used to own a HP calculator, so ought to be able to cope.
[20:04:32] <WillenCMD> bin/sh: bad interpreter: No such file or directory "i think this is the problem"
[20:05:18] <Valen> sure its not /bin/sh?
[20:05:25] <Valen> note the leading /
[20:06:11] <WillenCMD> it doesn't have that in the dmesg... maybe its missing in tklinuxcnc.tcl
[20:06:31] <Valen> in a command prompt put in /bin/sh
[20:06:44] <Valen> it should give you just a #
[20:06:47] <pfred1> is the script corrupt?
[20:06:55] <WillenCMD> valen: it did
[20:07:00] <Valen> a $ rather
[20:07:05] <WillenCMD> a dollar sign
[20:07:08] <ReadError> # if you root
[20:07:10] <ReadError> $ otherwise
[20:07:12] <Valen> type exit to get back to your normal prompt
[20:07:13] <ReadError> ;p
[20:07:24] <Valen> ReadError: i didn't know that lol but now you mention it
[20:07:31] <Valen> sif use sh anymore anyway ;-P
[20:07:56] <pfred1> !#/bin/sh
[20:08:12] <ReadError> im a bash guy myself
[20:08:18] <ReadError> for loops ftw ;)
[20:08:27] <Valen> who isn't ;->
[20:08:27] <WillenCMD> in tklinuxcnc.tcl it is !#/bin/bash
[20:08:30] <ReadError> and basic bash scriptage
[20:10:31] <r00t4rd3d> You know why they call it bash?
[20:11:04] <r00t4rd3d> or named it bash
[20:12:56] <alex4nder> bourne again shell
[20:13:00] <ReadError> yup
[20:13:14] <ReadError> alex4nder: its all coming together!
[20:13:20] <ReadError> mine my a2z shipment ;(
[20:13:28] <alex4nder> what happened?
[20:14:04] <r00t4rd3d> its a christian
[20:14:44] <alex4nder> wut
[20:15:56] <djdelorie> it's the bourne again shell
[20:16:32] <WillenCMD> alright worked that out, now i have error in startup script: can't find package linuxcnc
[20:17:09] <alex4nder> oh haha.. puns. : |
[20:17:13] <alex4nder> the lowest form of humor
[20:17:17] <alex4nder> yes
[20:17:23] <ReadError> alex4nder
[20:17:27] <ReadError> no tracking yet
[20:17:30] <alex4nder> werd
[20:17:47] <pfred1> WillenCMD what is looking for linuxcnc tklinuxcnc?
[20:18:36] <andypugh> Might be a problem with the EMC to LinuxCNC name change
[20:19:35] <andypugh> Maybe nobody checked that the tkemc interface still worked when called tklinuxcnc.
[20:20:08] <andypugh> <Insert rant about lawyers and copyright here>
[20:20:17] <WillenCMD> lol understandable
[20:20:30] <WillenCMD> im sure alot went into that
[20:20:34] <pfred1> I'm not upgrading my old emc2
[20:20:52] <WillenCMD> i prefer LinuxCNC gotta good ring to it
[20:21:19] <andypugh> pfred1: Cool new features exist. I even wrote some of them :-)
[20:21:54] <pfred1> andypugh I ran the live CD on this machine
[20:22:08] <WillenCMD> looks like i might need to download the older source
[20:22:10] <pfred1> just to check this thing out
[20:22:43] <andypugh> Though I have a feeling that mhaberler is going to end up producing an emc3 which will make a lot more sense and will allow a lot more cool stuff.
[20:22:51] <pfred1> andypugh someone in another channel asked In the UK what is the mains electricity? (220. 50hz?)
[20:23:24] <pfred1> I figure you'd know this one
[20:23:31] <WillenCMD> its 220 50hz
[20:23:44] <WillenCMD> here in the us its 110 60hz
[20:23:56] <pfred1> more like 120
[20:24:07] <pfred1> which is really split 240
[20:24:23] <WillenCMD> true, most homes have two hot 120 lines coming in from the mains
[20:24:31] <WillenCMD> key word "most"
[20:24:46] <pfred1> seriously there are unbalanced services?
[20:25:28] <pfred1> I've seen some messed up electrical systems but I haven't run into a single legger yet
[20:25:57] <WillenCMD> i don't know i haven't seen this in person, but when doing some research on transformer's a while back i came apon a few threads of people claiming to have only 1 hot line from the main
[20:26:01] <WillenCMD> i think it was a town house
[20:26:07] <andypugh> pfred1: It's 230V +15% - 5% 50Hz to match the Euro 230V +/- 10% (so we match with a nominal 240 compared to their nominal 230)
[20:26:41] <pfred1> andypugh k I'll relay that thanks
[20:27:10] <WillenCMD> damn nice specific answer
[20:28:17] <andypugh> Its a great example of Euro harmonisation by changing the specification, not the facts.
[20:28:42] <pfred1> our electrical system is how it is because Tesla had a thing for 3
[20:29:04] <andypugh> We have 440V three-phase too.
[20:29:13] <pfred1> we do too
[20:29:33] <pfred1> 3 phase is a different service
[20:29:50] <pfred1> yo may or may not be able to get it here
[20:30:10] <andypugh> The mad thing is that we recently euro-harmonised wiring colours to that 3-phase can have blue as neutral or live, and black as neutral or live..
[20:30:24] <pfred1> nice
[20:30:30] <pfred1> early electrician retirement plan
[20:31:38] <andypugh> I may be misremembering
[20:33:09] <andypugh> No, sadly I am not:
http://electrical.theiet.org/wiring-regulations/cable-colours/flyer.cfm?type=pdf
[20:34:23] <pfred1> that is spooky
[20:45:25] <alex_joni> WillenCMD: it says you're running in place (compiled it yourself)..
[20:45:44] <WillenCMD> yes
[20:45:45] <alex_joni> before you run linuxcnc, you need to source scripts/linuxcnc-environment
[20:45:51] <alex_joni> . scripts/linuxcnc...
[20:46:02] <alex_joni> then try to run 'linuxcnc'
[20:47:17] <pfred1> they need to load the rip-environment
[20:48:00] <WillenCMD> wher is linuxcnc-environment?
[20:48:12] <pfred1> I got the name wrong it is rip-environment now
[20:48:13] <WillenCMD> i used rip-environment
[20:48:32] <pfred1> well you have to envoke it like this . rip-environment
[20:48:41] <pfred1> the dot is important but don't ask me why
[20:48:52] <pfred1> because I've no idea
[20:48:53] <alex_joni> pfred1: that's short for 'source'
[20:49:14] <pfred1> source?
[20:49:23] <pfred1> I know ./ is cwd
[20:49:40] <pfred1> but just . ?
[20:49:52] <andypugh> . ./ is some kind of linux wicca
[20:50:00] <pfred1> linuxcnc is the only place I've ever run into it
[20:50:13] <jdhnc> some put that in the path
[20:50:24] <jdhnc> then you don't need the ./
[20:50:50] <alex_joni> pfred1: it tells the current shell to load (aka source) the contents of the file into the environment
[20:51:01] <alex_joni> like adjusting PATH and such
[20:51:14] <pfred1> ah like export
[20:51:16] <WillenCMD> WOOT
[20:51:23] <WillenCMD> thank you thank you
[20:51:33] <WillenCMD> it was the damn decimal point
[20:51:33] <pfred1> so . rip-environment worked?
[20:51:39] <andypugh> It was that simple? <embarassed>
[20:51:43] <WillenCMD> lol
[20:51:52] <alex_joni> pfred1: yes, but a bunch of them at once ;)
[20:51:57] <WillenCMD> thanks for everyones help
[20:52:07] <pfred1> the freaking environment is outta control on Linux anymore
[20:52:29] <alex_joni> WillenCMD: sure thing
[20:52:39] <alex_joni> andypugh: you're still in the US?
[20:52:47] <jdhnc> mostly unrelated, but anyone ever make a NMEA2000 interface with a uC?
[20:53:11] <pfred1> is NMEA NEMA?
[20:53:17] <alex_joni> gps?
[20:53:28] <alex_joni> pfred1: nope
[20:53:33] <jdhnc> gps and lots of other things
[20:54:00] <alex_joni> jdhnc: nope, just simple serial link to GPS'ses
[20:54:11] * pfred1 has just spent his life honing his indian tracking skillz
[20:54:13] <alex_joni> but the lines from them start with NMEA..
[20:54:24] <andypugh> alex_joni: No, I got back on Saturday.
[20:54:30] <jdhnc> that's NMEA 0183
[20:54:33] <pfred1> we don't need no stinking gps!
[20:54:58] <WillenCMD> learned alot today, learned about pastebin.com(the hard way)
[20:55:15] <pfred1> actually you got off easy
[20:55:31] <pfred1> most chans a 4 line paste is an auto kickban
[20:55:39] <alex_joni> andypugh: still jet lagged?
[20:55:58] <alex_joni> either that or really late up ;)
[20:55:59] <andypugh> No, as I slept from 4pm local to 7am local :-)
[20:56:24] <alex_joni> sounds good ;)
[20:56:29] <andypugh> <checks clock> Hmm, still not into phase though.
[20:56:38] <alex_joni> yeah, 5am coming up here :D
[20:56:47] <pfred1> time is relative to the observer
[20:56:57] <WillenCMD> can i altinstall a different python version?
[20:57:27] <alex_joni> WillenCMD: you can try.. but you're most likely to wreck it ;)
[20:58:04] <pfred1> I think for the next human leap we have to set it up so the whole planet is either daytime or nighttime at the same time
[20:58:27] <pfred1> this planet rotating around the Sun stuff is a pain
[20:58:32] <WillenCMD> pfred1: i agree, its a pain trying to talk to distributor's in china
[20:58:50] <WillenCMD> when im going to bed, thats when they want to call for a meeting
[20:59:37] <alex_joni> well.. I'm off to bed, sun coming up soon
[21:01:47] <andypugh> It was interesting during the sail, we put in an arbitrary 2hr shift whenever sunrise seemed a bit early.
[21:02:41] <djdelorie> for me, "sun coming up early" means I stayed up too late...
[21:03:14] <pfred1> it is peaceful at night though isn't it?
[21:03:42] <djdelorie> mostly, yeah. I get a lot done at night
[21:04:10] <andypugh> Well, on the boat working 4hrs one / 4 hrs off 24/7 time takes on a more arbitrary aspect.
[21:04:31] <andypugh> (one/on)
[21:04:45] <pfred1> I've worked the late shift after that one hour is much like the next
[21:05:02] <jdhnc> http://tinyurl.com/75rn3l4
[21:05:09] <jdhnc> That was 40 miles offshore here the other day.
[21:05:17] <djdelorie> my dad worked on a tugboat most of his life. 6on/6off for three weeks, then three weeks off...
[21:06:34] <andypugh> jdhnc: We had more of :
http://www.sail-world.com/photos_2010/Alt_California%20surf%20down%20a%20wave1.jpg (that's my 68' boat in the previous race)
[21:06:52] <andypugh> (after the mast fell off)
[21:07:20] <jdhnc> wow, that doesn't really look like fun.
[21:07:38] <andypugh> Luckily the big stick stayed on this year, which I view as a good thing.
[21:10:28] <andypugh> jdhnc: With no mast, no fun at all. With a working boat and spinnaker set? YeeHaaa! 27kts on a surf :-)
[21:12:00] <jdhnc> I'm a small boat kinda guy... seas like that just scare me :)
[21:14:03] <pfred1> I'm a land lubber
[21:15:04] <andypugh> On a 68' boat anything less than 20kts is a bit slow, and you are still racing under reef 3 and storm jib at 50kts. Above that you look at trysail and looking after the boat.
[21:15:25] <pfred1> shiver me timbers!
[21:16:30] <Valen> you own the boat?
[21:16:48] <andypugh> Good heavens no, it cost 1,000,000
[21:16:59] <Valen> was about to say andypugh butty mate pal
[21:17:01] <andypugh> www.clipperroundtheworld.com
[21:17:11] <Valen> i never got the point of 4 on 4 off
[21:17:21] <andypugh> if you have the cash, you can play.
[21:17:33] <Valen> seems like a great way of making people in risky situations sleep deprived
[21:17:38] <andypugh> Valen: Well, we actually did 4 4 4 6 6
[21:18:49] <andypugh> You get 12 hrs a day to sleep in. The point is that 6 hrs really is as long as you can usefully work on deck, and sleep-time is less critical than work-time when you are there.
[21:19:09] <Valen> slightly better but still your going to be sleep deprived i think
[21:19:40] <pfred1> man I used to love to stay up for 3 days straight
[21:19:58] <pfred1> stuff starts getting really weird after 72 hours of no sleep
[21:20:21] <Valen> see thats not a good place to be in when if you do the wrong thing your in the drink
[21:22:35] <pfred1> I bet Ernest Shackleton stayed up for more than 12 hours
[21:22:40] <andypugh> As a student I did 72 hrs playing darts (1,000,001 down takes a long time). I wouldnt care to do it again)
[21:23:16] <pfred1> theirs was possibly the most amazing feat of sailing ever
[21:23:32] <pfred1> I think it took them 3 days
[21:23:40] <pfred1> in a rowboat
[21:24:14] <andypugh> And Shackleton is my hero. (well, one of them). I heartily recommend
http://www.amazon.co.uk/Shackleton-Roland-Huntford/dp/0349107440/ref=ntt_at_ep_dpt_1
[21:24:16] <pfred1> in the antartic sea
[21:24:42] <pfred1> man if they were off by a half a degree they'd have never been heard of again
[21:24:53] <r00t4rd3d> are you guys sailors?
[21:24:57] <andypugh> Not a rowboat, it was an open sailing lifeboat, and more like 3 weeks.
[21:25:07] <pfred1> it took them 3 weeks?
[21:25:22] <pfred1> I thought they just had to go to that island with the whaling camp on it
[21:25:25] <andypugh> 1000 miles in a 12' boat?
[21:25:48] <pfred1> well they did have to walk across the island too
[21:25:51] <andypugh> Elephant Island to South Georgia.
[21:25:55] <pfred1> which was no easy thing
[21:26:09] <andypugh> And the first overland crossing of SG too.
[21:26:10] <pfred1> it blows my mind that they lived
[21:26:13] <andypugh> Yes, read the book.
[21:26:38] <pfred1> you'd have about the same chance if someone dropped you off o nthe dark side of the Moon
[21:27:16] <andypugh> Nobody died. that's the truly impressive thing. Huntford wrote a hatchet-job of Scott (any fool can die gloriously) but seems to have nothing but respect for Shackleton).
[21:27:46] <pfred1> they say it is the most successful failure of all time
[21:28:09] <andypugh> r00t4rd3d: I was a sailor, until about 2 weeks ago. I may now be an ex-sailor :-)
[21:28:12] <pfred1> how long did the party survive was it years?
[21:28:17] <andypugh> 2 years
[21:28:24] <pfred1> yeah I thought it was more than a year
[21:28:42] <pfred1> how in the heck can you live on antartica for that length of time?
[21:28:44] <andypugh> Possibly 3 if you include the planned parts.
[21:28:52] <Valen> http://en.wikipedia.org/wiki/Ernest_Shackleton#Imperial_Trans-Antarctic_Expedition_1914.E2.80.9317
[21:28:57] <andypugh> by eating seals, mainly
[21:29:02] <pfred1> yeah until the ship got crushed by the ice that was a while wasn't it?
[21:29:25] <pfred1> I heard when he came back they were diving in the water after fish
[21:29:39] <A0Sheds> andypugh, made it back! yay
[21:29:53] <pfred1> lets face it no one wants to die
[21:30:22] <A0Sheds> has it been a year already?
[21:32:08] <andypugh> Eh? No, I only did the Pacific, not the full circumnavigation.
[21:33:13] <Valen> http://en.wikipedia.org/wiki/Voyage_of_the_James_Caird is the trip your talking of specifically
[21:42:12] <andypugh> Yikes! Force 9 on the first day. In a 20-odd foot open boat. That was about the max we saw in the 68' boat. Men were men back then
[21:43:10] <Valen> if they had failed you wouldn't have heard about them ;->
[21:45:18] <andypugh> Scott failed and is probably more famous.
[21:46:50] <pfred1> Linux rules!
http://i.top500.org/stats
[21:48:53] <Valen> cray are efficent
[21:49:35] <Valen> who has a windows based supercomputer?
[21:54:10] <pfred1> Valen I went to school with the younger brother of the guy who built computers for Cray
[21:54:44] <pfred1> something i just found out recently
[21:59:38] <andypugh> I don't subscribe to the cult of celebrity :-)
[22:00:15] <andypugh> But I do need to sleep.
[22:00:17] <andypugh> Night all
[22:02:54] <pfred1> heck I didn't even know the kid even had any brothers or sisters when I went to school with him
[22:03:19] <Tom_itx> maybe he didn't either
[22:03:29] <Tom_itx> they were all hiding in the closet messin with electronics
[22:03:33] <pfred1> he might not have they were pretty far apart in age
[22:04:09] <pfred1> dennis ritchie went to my high school too but long before I did
[22:04:28] <pfred1> I used to see him at the grodery store a lot
[22:04:57] <pfred1> he moved a town away from where I grew up
[22:05:05] <pfred1> well where we grew up
[22:05:22] <Tom_itx> i met carlos santana at the atlanta airport once in passing
[22:05:40] <pfred1> I saw mick jagger on 9th st in NYC
[22:06:07] <pfred1> oh know who I met?
[22:06:10] <pfred1> actually talked to
[22:06:26] <pfred1> janis joplin's manager
[22:06:43] <pfred1> he was pretty kooky
[22:07:01] <pfred1> his big line was I made a million and I spent it too
[22:07:26] <pfred1> he was pretty poor when i met him
[22:07:51] <pfred1> he gave me one of his sound sender gadgets he was making though
[22:08:24] <pfred1> oh i used to see james earl jones walking up woodland ave a lot
[22:08:33] <pfred1> oh here is someone famous i knew
[22:08:58] <pfred1> Peter Dinklage
[22:09:05] <pfred1> I used to pump his gas
[22:09:50] <pfred1> but i knew him before he was famous
[22:10:41] <pfred1> my dad knew some famous people
[22:11:04] <pfred1> I think I met them when I was really young too
[22:11:56] <pfred1> my dad was this guy's best friend
http://en.wikipedia.org/wiki/Mark_Donohue
[22:12:08] <pfred1> so of course my dad knew rodger
[22:16:03] <pfred1> someday I'm going to have to go to a race and scare the crap out of rodger
[22:16:22] <pfred1> because i look like the ghost of my dad
[22:20:25] <joe9> alex4nder: i am finding that the taig travel is a lot more than 12", 5.5" and 6".
[22:20:43] <joe9> is travel measured from center to an end or from end to end?
[22:22:22] <pfred1> travel is working area
[22:30:35] <joe9> pfred1: end to end?
[22:31:03] <joe9> pfred1: the reason I ask is the travel for the Z axis is state at 6inches.
[22:31:17] <joe9> but, when I move the Z-axis down by 6 inches, I still do not touch the table.
[22:31:36] <joe9> that makes me think that I do not understand what "travel" defines.
[22:31:46] <pfred1> travel is just the movement
[22:31:52] <Tom_itx> put a tool in the z and see how far you get
[22:31:52] <pfred1> you can raise and lower the head
[22:31:53] <djdelorie> travel == all the way to one end, to all the way to the other end
[22:32:25] <pfred1> the Z on a taig goes 6 inches?
[22:32:35] <pfred1> my RF-32 is only 5
[22:32:36] <joe9> Tom_itx: that is what I am doing. I put a dremel bit in the spindle and notice that it is high up (not even close to the table)
[22:32:42] <joe9> after moving 6 inches down.
[22:33:02] <Tom_itx> consider yourself lucky?
[22:33:04] <joe9> djdelorie: thanks.
[22:33:25] <pfred1> yeah travel and work envelope are different
[22:33:33] <pfred1> like your table is bigger than yoru travel
[22:33:41] <Tom_itx> there is a 'useable cube' though
[22:34:06] <pfred1> travel is usually bigger than what is useful
[22:35:09] <pfred1> I think the longest cut I ever did on my mill is 12 and a half inches but my travel is more than that
[22:36:20] <pfred1> I'm going to say my travel is 23 inches?
[22:36:44] <pfred1> something like that
[22:37:07] <djdelorie> you'd think linuxcnc would have an option for automatically determining the range of travel based on the limit switches...
[22:37:27] <Tom_itx> we cut some wing spars that had to hang out the end of the machining center
[22:37:40] <Tom_itx> over 100" on a 52" travel i think it was
[22:38:00] <Tom_itx> vacuum fixture
[22:38:12] <pfred1> I did all I could think of to get a 12.5 inch cut out of my machine
[22:38:52] <djdelorie> for house construction, it would be useful to have two small cnc machines connected by rails, for milling the end of roof rafters...
[22:39:08] <pfred1> they make big CNC machines for milling houses
[22:39:20] <pfred1> they run on tires
[22:39:20] <r00t4rd3d> whats slightly better then a dremel?
[22:39:28] <Tom_itx> router
[22:39:36] <pfred1> they're like huge gantries
[22:39:53] <pfred1> one guy made a concrete extruder too
[22:39:57] <alex4nder> yah
[22:40:03] <alex4nder> I've seen video, they're great.
[22:40:18] <pfred1> yeah the organic looking stuff italian guy it isn't exactly concrete
[22:41:20] <pfred1> big big big makerbot!
[22:42:10] <djdelorie> r00t2rd3d: I've got an air grinder as my spindle, takes 1/8" bits but less runout. That would be "slightly better" I suppose. Next up would be a trim router, then a regular router...
[22:42:11] <pfred1> ever see teh video of the hexapod CNC robot?
[22:42:25] <alex4nder> yah
[22:42:28] <pfred1> thing walks up on 6 legs then carves a face
[22:42:30] <alex4nder> I want one to do PCB pick-n-place
[22:42:51] <djdelorie> I've seen that on youtube. I've seen LOTS of cnc uses on youtube...
[22:42:53] <pfred1> guy that made it does hollywood special effects
[22:43:12] <pfred1> that thing is pretty nuts
[22:45:57] <pfred1> djdelorie the CNC post and beam carvers are fun to check out
[22:46:13] <djdelorie> oh great, more youtube-time-wasters ;-)
[22:46:34] <pfred1> those things are crazy
[22:47:04] <pfred1> I think there is a swiss one that is completely insane
[22:51:27] <pfred1> djdelorie these people are doing some woodworking
http://www.youtube.com/watch?v=dW7tvnmYCb0
[22:55:03] <joe9> i just measured the amount of travel and I notice that the axis has not travelled 6 inches though linuxcnc says that it has.
[22:55:09] <joe9> It has not even travelled 3 inches.
[22:55:22] <pfred1> then your scale is wrong
[22:55:34] <joe9> oh, ok. thanks. will check on that.
[22:55:50] <pfred1> or you're losing steps?
[22:56:17] <joe9> scale = 400
[22:56:33] <pfred1> stepconf can adjust your scale
[22:56:38] <pfred1> or you can edit the file
[22:56:38] <joe9> I do not think I am losing steps. Is there some method of checking that?
[22:56:47] <pfred1> change yoru scale
[22:56:55] <pfred1> see if how much you move changes
[22:57:13] <joe9> isn't scale calculated by the motor configuration?
[22:57:19] <joe9> s/by/from/
[22:57:20] <pfred1> partly
[22:57:36] <pfred1> it is steps per rev and yoru lead pitch
[22:58:45] <joe9> r00t4rd3d: have you checked out proxxon? it is considered an "industrial grade dremel".
[22:59:05] <pfred1> djdelorie you want one of these for your roof rafters
http://www.youtube.com/watch?v=dIdKlG7CmW4
[23:00:01] <pfred1> now that's a circular saw!
[23:00:08] <djdelorie> yeah, that one looks sweet...
[23:01:02] <pfred1> wait til you see the saw that pops up at around 7:00
[23:03:00] <pfred1> this thing is a tree's worst nightmare
[23:22:47] <flyback> quick question
[23:22:55] <flyback> ac/dc universal motor
[23:23:13] <flyback> if I remove the brushes, the armature and just leave the coil/stator energized, any danger of overheating?
[23:24:34] <flyback> sorry to bug this channel, but if anyone knows motors....
[23:26:37] <Valen> AC i'd say possibly DC i'd say it'll cook in seconds
[23:26:57] <flyback> just the coil ?
[23:27:22] <pfred1> flyback what are you making a degausser?
[23:27:51] <flyback> i'm converting a burned out hair dryer into a heater blower for drying circuit boards etc, going to put an external blower on the back but I think the motor might be in series with the coils
[23:28:34] <Valen> heater coils?
[23:28:48] <flyback> yes
[23:28:56] <Valen> find out
[23:29:02] <pfred1> they're resistive so they should help
[23:30:00] <Valen> motor coils will read as ~0 ohms
[23:31:04] <pfred1> I was messing with an electric iron once and i thought it was shorted out but the thing really was 1.2 ohms
[23:31:04] <flyback> brb
[23:31:14] <flyback> cleaning carbon
[23:31:54] <pfred1> the meter i was checking it with had a lead resistance of .3 I think
[23:32:27] <pfred1> all I know is I pulled that iron all apart the body of it turned out the plug was messed up on it
[23:33:06] <Valen> yeah they will be low resistance untill they heat up ;->
[23:33:11] <Valen> didn't think of that
[23:33:30] <pfred1> yeah I was chasing a short that wasn't really there
[23:36:38] <flyback> anyways I just want to reuse the heating part of the dryer
[23:36:45] <flyback> goin gto strap a blower to the back
[23:39:15] * Valen buys flyback a $5 hairdrier
[23:41:26] <flyback> uh I have a new one coming
[23:41:34] <flyback> this is for heat soaking boards to dry them out
[23:41:37] <pfred1> I got a heatgun at a garage sale for $5
[23:42:13] <pfred1> I have an infared heat lamp for curing paint that is handy for stuff like that
[23:42:26] <pfred1> it only makes stuff in front of it hot
[23:42:39] <pfred1> doesn't heat the air
[23:43:32] <pfred1> flyback maybe yo ushould try to score a heat lamp?
[23:44:13] <pfred1> go to a buffet with some welding gloves :)
[23:44:24] <flyback> and no
[23:44:32] <flyback> this was a $40 professional hair dryer
[23:44:37] <flyback> the 6th I have burned out in 6 yrs
[23:44:44] <flyback> they al had 5 yr warrenties too :/
[23:44:53] <flyback> i'm done abusing any so Iam modding the old one
[23:44:55] <pfred1> you sexy beast you!
[23:44:56] <flyback> and heatguns are out
[23:44:59] <flyback> they are too fucking hot
[23:45:17] <Valen> my dad's heatgun goes to 60C
[23:45:19] <flyback> and I don't trust myself not to forget to set it low enough not to burn down thew house or ruin the board
[23:45:31] <Valen> digital temperature guage
[23:45:41] <flyback> I DO NOT TRUST MYSELF TO REMEBER ANYMORE
[23:45:48] <flyback> I rather use something heat limited to start
[23:46:07] <pfred1> well heat lamps you just put stuff a little further from them
[23:46:19] <pfred1> it is pretty controllable
[23:46:43] <pfred1> I mean heck you can cure paint finishes
[23:46:53] <flyback> I would rather stick to what works
[23:46:53] <flyback> http://imgur.com/a/NmLbE#0
[23:47:04] <Valen> wont trust a heatgun with a temperature read out, trusts jerry rigged hairdryer with no motor
[23:47:39] <flyback> yes
[23:47:41] <flyback> so fuck you
[23:47:43] <flyback> this is what I am doing
[23:47:46] <pfred1> I don't know if I could start a fire with my infared curing lamp
[23:48:18] <pfred1> it is kind of like leaving a newspeper out on the sun is it really going to burst into flame?
[23:48:49] <pfred1> if that actually happened we'd all be in serious trouble
[23:49:34] <pfred1> man it's sunny today I sure hope my asphalt shingles don't go up!
[23:50:38] <Valen> pfred1: my roof is asbestos I'M INVINCIBLE!!!
[23:51:00] <pfred1> Valen everything burns if you get it hot enough
[23:51:15] <Valen> they used to make asbestos table cloths
[23:51:21] <Valen> (aincent grece)
[23:51:29] <Valen> they cleaned them by throwing them into the fire
[23:51:33] <pfred1> I have an asbestos welding blanket
[23:51:50] <Valen> pfred1: I'd be chucking that and getting one that wont kill you ;->
[23:52:07] <pfred1> if i need to I use the thing too because going up in smoke is hazardous to your health like instantly too
[23:52:22] <pfred1> no way it is top notch stuff
[23:52:31] <pfred1> that and asbestos doesn't kill everyone
[23:52:46] <Valen> most of the companies i work for deal with asbestos and its habit of killing people
[23:53:02] * Valen decides to be a dodgy bastard with a website AWESOME!
[23:53:07] <pfred1> I'm pretty sure a lot of the asbestos hysteria was dreamed up by the mafia so the ycould get lucrative remediation contracts
[23:53:26] <Valen> My neighbour died from it
[23:53:45] <pfred1> oh it'll kill some people
[23:53:48] <Valen> and i see a bunch of people every few days that are either dying from it or have relatives who have
[23:53:56] <pfred1> all I'm saying is it doesn't kill everyone
[23:53:56] <Valen> bullets only kill some people too
[23:54:12] <Valen> falling out of aeroplanes isnt 100% fatal either
[23:54:38] <pfred1> well I've been dealing with asbestos all my life and I made it this far
[23:54:57] <Valen> sure, it takes 15-30 years to show
[23:55:07] <pfred1> yup about that long
[23:55:18] <pfred1> on the higher end of the scale
[23:55:24] <Valen> and then you die in 18 months of suffocating slowly
[23:55:28] * pfred1 is 48
[23:56:29] <pfred1> I've ripped up so many asbestos floor tiles and removed asbestos pipe insulation
[23:56:53] <Valen> most of the people dying now are the wives of asbestos workers
[23:57:09] <Valen> because they came home wearing contaminated clothes that the wives washed
[23:57:10] <pfred1> well I can't say I was ever an asbestos worker
[23:57:54] <pfred1> but I don't treat the crap like it is kryptonite
[23:58:25] <pfred1> can't beat asbestos brake pads either
[23:58:49] <Valen> carbon ceramic
[23:59:14] <pfred1> they sound tough on rotors
[23:59:29] <flyback> I guess while people decided to fucking tell me why I don't need "hardware t&L" and how I only need "t-buffer" it's useless to ask
{kind=link}
.jpg){kind=link}
{kind=link}
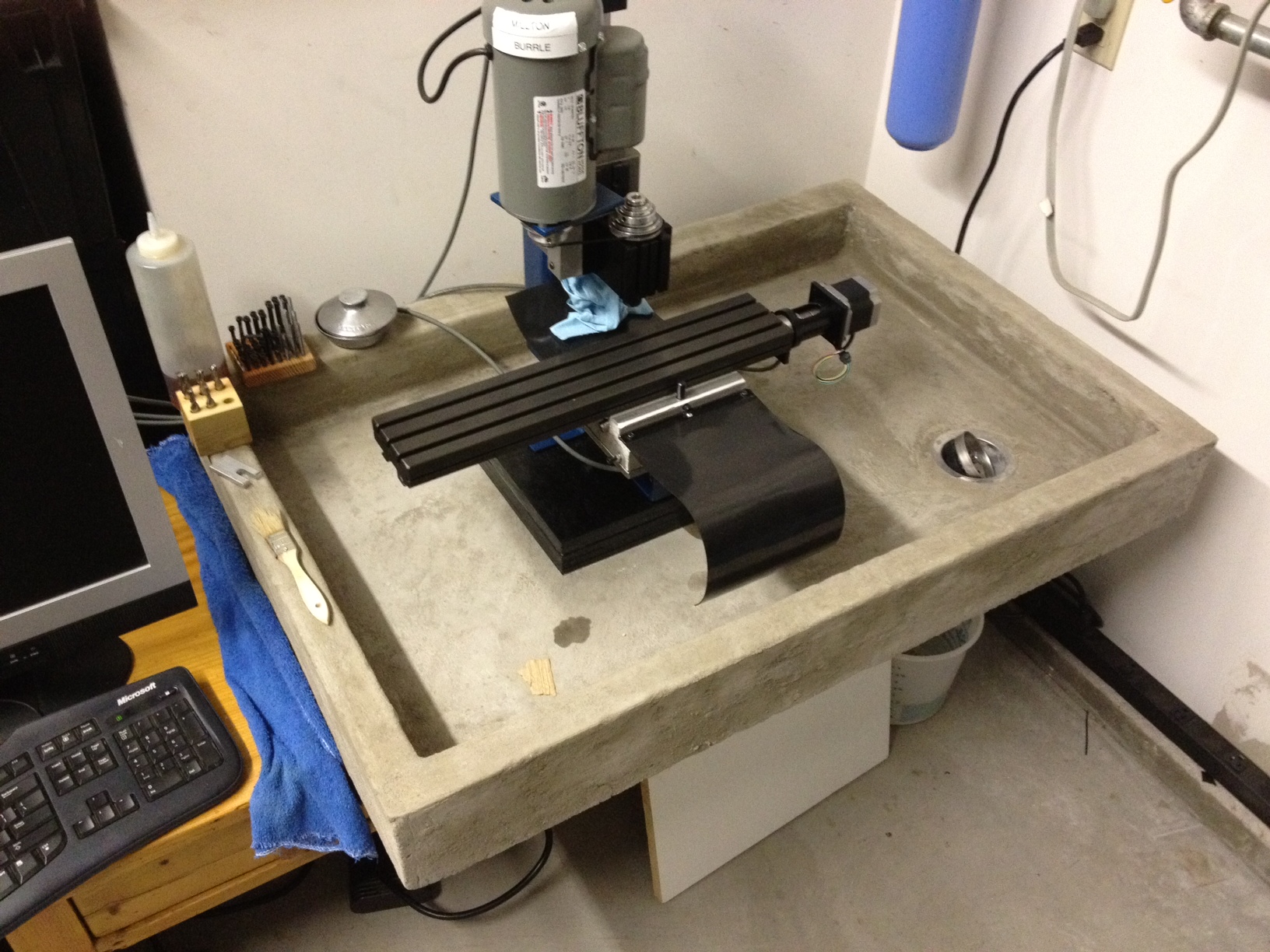{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
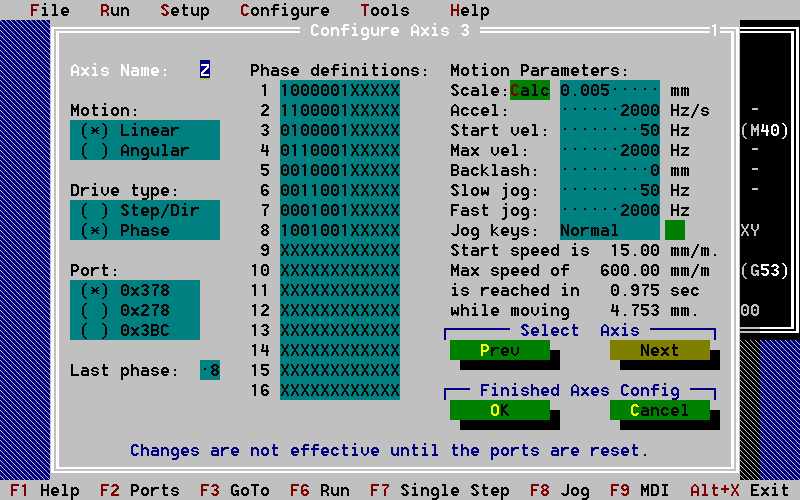{kind=link}
{kind=link}