Back
[00:09:24] <Jymmm> use a cheat code
[00:14:43] <alex4nder> yoh
[01:44:43] <mhaberler> jts: around?
[02:28:57] <witdraak> sup any online that can tell me were the glade demos are stored?
[02:29:52] <witdraak> is in in the config files of the linuxcnc dir or maby set somewere else?
[02:36:18] <witdraak> coz i've tried looking for mine but don't seem to find it
[03:03:11] <cra_> Anyone familiar with TB6560 3 axis drivers or understands the pwm signal to move a spindle.... I`m totally lost
[03:06:27] <cra_> a pwm signal is currently giving me my variable speed on my spindle. This is being generated by a little servo tester and has nothing to do with the computer control. I have been told that the software, emc, will generate this pwm signal for me but I can`t understand where this signal is coming from on the physical TB6560 board. At the end, there are 3 connections for the spindle, but I`m sure they are for the relay...not outputs from
[03:08:47] <cra_> http://www.google.co.uk/imgres?hl=en&biw=1280&bih=648&tbm=isch&tbnid=06Oc0XWR-FzDvM:&imgrefurl=http://www.dhgate.com/3-axis-tb6560-stepper-motor-driver-board/p-ff8080813184c93c01319381c7344c8f.html&docid=rLaWmqduAAKcQM&imgurl=http://img.alibaba.com/img/pb/424/100/255/1277646493204_hz-myalibaba-web-temp2_6128.jpg&w=738&h=465&ei=IIuGT_brN9SC8gOc8_XdBw&zoom=1&iact=rc&dur=125&sig=105703951733460316664&page=1&tbnh=110&tbnw=175&start=0&ndsp
[03:15:14] <awallin> cra_: radio-control servo signal "pwm" is quite different from what is usually meant by pwm in the cnc world
[07:19:26] <witdraak> got problem understanding section 2 of
http://www.linuxcnc.org/docview/devel/html/gui/gladevcp.html
[07:20:10] <witdraak> the run commands it talks of...where do you add them
[07:21:30] <witdraak> $ cd configs/sim <---
[07:21:37] <jthornton> those are terminal commands
[07:22:11] <witdraak> ok so i run linuxcnc then tipe those in terminal?
[07:22:21] <jthornton> and they seem to assume you know that and assume you are in the linuxcnc-dev directory of a git
[07:22:45] <jthornton> did you do a git checkout?
[07:23:10] <witdraak> ermm...what?
[07:23:47] <witdraak> im a fresh linux user so i have no linux background in terminal
[07:24:11] <jthornton> I assume if you have 2.5 installed you can just pick them from the configuration picker
[07:24:57] <jthornton> what a pia to have to close all those branches to find one
[07:25:35] <jthornton> what version do you have installed
[07:26:07] <witdraak> updated mine to 2.5 using that instructions
[07:27:01] <jthornton> then from the CNC menu pick LinuxCNC and when you finally get down to the sim branch you will find the gladevcp examples
[07:28:19] <witdraak> cd configs/sim im guessing that would be find in im guessing that would be in that configs file were your config for your cncmachine gets stored
[07:28:54] <witdraak> if true i don't have it on mine
[07:29:15] <jthornton> no, from the Ubuntu menu pick CNC > LinuxCNC
[07:29:35] <jthornton> err Applications > CNC > LinuxCNC
[07:29:43] <witdraak> top left of the screen?
[07:29:45] <witdraak> kk
[07:29:46] <jthornton> yep
[07:30:09] <jthornton> the instructions in the manual are very confusing about what to do :/
[07:30:55] <witdraak> i know got a pannel i managed to mock up in that gladeVCP but have no idea how to get them into my CNC program...
[07:31:29] <witdraak> were to save, how to link, ect.
[07:33:19] <jthornton> did you create your own gladevcp panel with glade and you want to add it to Axis?
[07:35:37] * jthornton heads for the shower
[07:35:56] <jthornton> chapter 3
[07:36:00] <witdraak> when i get back to my machine ill try to find those examples again...yea but pannel only looking like it not yet set as one
[07:37:31] <witdraak> got up to 3.2 with the design but no idea how to load it and check it
[07:40:32] <witdraak> even if skipping 3.3 i dont know were to find the folder i need to save it to... "GLADEVCP= -u ../gladevcp/hitcounter.py ../gladevcp/manual-example.ui" (../ is very helpfull if you don't know your way around dos or kernal
[07:43:19] <witdraak> wish there was like a refrence sheet to what what kernal command do that looks like an asci spreadsheet. that most ppl have next to their computer
[07:44:21] <witdraak> ive learned that whatever i have to paste into kernal i have to add sudo before it and tipe password afterwards
[07:47:26] <witdraak> i know im bad @ linux seing only time spended on linux was this couple of weeks setting linuxCNC to get rid of mach3
[07:49:26] <witdraak> and have gone endless of websites that tells me what to tipe in to get stuff like touchscreen working...none telling me what im actualy doing and if i get an error this might be the problems and what to check for to fix them
[07:53:56] <witdraak> aww well ill have to see if i can make do and try fiddling more maby ill get the darn thing working
[07:55:11] <witdraak> g2g will let know what my progress is on the problematic thing
[07:55:57] <JT-Shop> http://linuxcnc.org/docview/html/common/Linux_FAQ.html
[07:56:41] <JT-Shop> aww he left
[07:58:23] <asdfasd> before I mentioned about a problem with rounding in the toolpath after limit switch is activated, I can confirm now is happening every time
[08:00:22] <JT-Shop> crap what happened to the upgrade page from 2.3 to 2.4?
[08:00:34] <JT-Shop> nevermind I found it
[08:00:41] <JT-Shop> need to clean my glasses off
[08:32:34] <Valen1> whats that mesa pci card with a "parallel port" output on it?
[08:37:36] <JT-Shop> 5i25
[08:37:52] <JT-Shop> uses a parallel port cable
[08:37:54] <skunkworks> it actually has 2 'parallel ports' in effect.
[08:43:07] <Valen1> skunkworks: howdo you mean?
[08:44:21] <mozmck> anyone know if it's a pain doing 32-bit development on 64 bit linux?
[08:44:56] <skunkworks> it has a normal looking printer port out the back of the pci card - plus it has an internal header that you could hook another printer port pigtail to.
[08:46:18] <skunkworks> mozmck: I have 64 bit on my laptop. linuxcnc seem to run just fine in sim. (I did a lot of comp testing and compiling patches from the group on it) Other than that I don't know.
[08:46:44] <archivist> mozmck, gcc has a mode to force 32bit but I tried to use it the other day and got some errors and did not follow it up
[08:47:37] <archivist> was trying to build apt as 32bit on 64, its buggy on 64bit
[08:47:51] <mozmck> thanks. I'm looking at maybe upgrading to 64 bit linux, but I think I'll have to make 32-bit binaries of most things I do. So if it's a pain then I won't use 64 bit.
[08:48:01] <mozmck> archivist: -m32 ?
[08:48:07] <archivist> yup
[08:48:48] <archivist> but code does need dragging into the 64bit world some time soon :)
[08:48:51] <mozmck> interesting. I know you have to have 32 bit libs to run 32 bit programs, and you may need the 32 bit dev packages for development.
[08:50:04] <JT-Shop> Valen1: I don't think the 5i25 actually uses parallel port type inputs and outputs so to speak just the cables iirc
[08:50:29] <Valen1> interesting is that 5i25 the cheapest mesa board? I seem to recall they had a PP interface one that was cheaper (different application for this one)
[08:58:16] <Jymmm> Valen1: you mean 7i43?
[09:02:35] <Valen1> thats the one Jymmm
[09:02:42] <Valen1> hmm why is my nick wrong
[09:02:42] <Jymmm> =)
[09:03:16] <Valen> steal my nick will you
[09:06:10] <skunkworks> there is a parallel port interface one that is pretty close to the same price... (I would probably take the 5i25 over it though) Pci interface is just better imho
[09:08:24] <Valen> skunkworks: thats a given, i have a 5i25 i think but this guy is extremly cost driven
[09:08:29] <Valen> well, price driven
[09:09:28] <skunkworks> JT-Shop: I acutally think you can set it up to emulate a printer port in/out.. One of its selling points is you can use your favorite break out board.
[09:10:04] <Valen> yeah there were 2 different jobs
[09:10:05] <skunkworks> (but the mesa ones are a lot better - (more i/o and such)
[09:10:36] <Valen> one was to replace his printer port driven thing on his personal mill the other was for a new product
[09:13:17] <JT-Shop> skunkworks: I guess that is how it drives the G540 then
[09:14:04] * JT-Shop is off to the scrap ward
[09:14:13] <Jymmm> skunkworks: what breakout board you using? 7i42???
[09:37:03] <mazafaka> JT-Shop: Is this scrap yard somewhere or you use some of your territory for it?
[09:40:51] <Tom_itx> everybody needs a 'goto' scrap yard
[09:41:50] <ssi> yes, I wish I had one :(
[09:43:49] <Tom_itx> we've got a decent iron scrap yard as well as one that stocks aluminum
[09:56:38] <mazafaka> I sometimes thieve suitable for welding steel thingies at the plant
[09:59:13] <mazafaka> They're tiny though, nothing criminal
[10:31:57] <DJ9DJ> tag
[10:34:57] <DJ9DJ> good day everyone!
[11:18:39] <skunkworks> Jymmm: for just GPIO - I am using opto22 boards. (other wise I have the 7i33 and 7i48 for encoders and analog (+/-10v))
[11:19:50] <Connor> Can EMC generate a charge pump signal ?
[11:20:35] <skunkworks> but that is for the 5i20 and that series of fpga cards including the 7i43. the 5i25 has its own interface cards.
[11:20:42] <skunkworks> Connor: yes
[11:21:42] <skunkworks> Connor: I think the stepconf utillity has a option for setting up a cp pin. (I have never tried it)
[11:21:51] <Connor> ok.
[11:22:23] <Connor> Just looking at break out boards. I have a basic C10 right now, but, I'm going to need something for spindle control at some poiint.
[11:22:32] <Connor> and saw info on charge pumps..
[11:30:29] <jdhnc> Connor: have you picked motors/drives yet?
[11:30:38] <Connor> jdhnc: Yes.
[11:31:01] <jdhnc> what are you using?
[11:32:00] <Connor> 3 x 570oz-in and 3 x KL-5056
[11:34:58] <jdhnc> direct drive for the Z?
[11:35:21] <Connor> that's the plan.
[11:36:08] <jdhnc> finish it so I can see what to buy!
[11:38:14] <Connor> Ha!
[11:38:37] <Connor> Working on the enclosure right now. Have the drivers, mini-itx PSU's mounted.
[11:38:50] <Connor> going to mount the break out board and wire it up to the drivers.
[11:39:17] <jdhnc> I have a 34 and compumotor drive I'm going to use for Z
[11:40:20] <Connor> What's the torque rating on it ?
[11:40:38] <jdhnc> I don't remember offhand.
[11:40:51] <jdhnc> it's not really that high.
[11:41:09] <Connor> You planning on doing Ball screws or use stock screws ?
[11:41:30] <jdhnc> ball screws. I'm supposed to get one of the next batch of cncfusion prototype kits.
[11:41:44] <Connor> Ah. I'm using stock ATM.
[11:41:54] <Connor> I'll have to save up $$ for the ball screws.
[11:42:07] <jdhnc> I was going to, but sold a bunch of stuff so I freed up some cash for this.
[11:42:33] <jdhnc> I almost got enough crap out of my garage to actually be able to stand next to my g0704
[11:42:56] <Connor> I know have a little 7x10 mini lathe that was given to me.. So I can make the standoffs easier now. Not sure about turning ballscrews down with it.
[11:43:06] <Connor> know = now
[11:43:47] <jdhnc> I know where my 7x10 is, but I can't actually get to it :)
[11:43:49] <TekniQue> I found some ballscrew guy on ebay that will turn the end down to whatever diameter you like
[11:43:57] <TekniQue> and also cut them to length
[11:44:13] <TekniQue> username was linearmotionbearings
[11:44:29] <Poincare> sounds familiar....
[11:44:56] <Connor> I used them for my CNC router.
[11:45:01] <Connor> they're okay.
[11:45:35] <Poincare> must have bought some new equipment then, he didnt have that service when I ordered my screws
[11:45:56] <Connor> This was 2 years ago..
[11:46:32] <Connor> The pockets in the bearing blocks were a tad too deep. I ended up having to use shims to remove the slop.
[11:47:03] <TekniQue> linearmotionbearings2008 even
[11:47:12] <Connor> and someone had to make me longer spacers because the nuts rubbed up against the seal causing way too much friction.
[11:49:06] <jdhnc> the 5056 looks good. I might get a pair of those for x/y
[11:49:30] <jdhnc> the keling 23/23/34 kit looks good too though
[11:49:51] <Connor> http://www.automationtechnologiesinc.com/products-page/stepper-nema23-3-axis-kits
[11:49:58] <Connor> That's the one I got.
[11:51:32] <jdhnc> same price for 425/425/906
[11:51:54] <Connor> yea. I liked the idea of the 570's
[11:52:12] <Connor> and 570's is more than enough for direct drive with Ball screws.
[11:52:16] <Connor> for the Z even
[11:52:37] <Connor> should be fine for the stock screws too.
[12:07:54] <alex4nder> hey
[12:08:39] <ReadError> hello sir
[12:09:27] <alex4nder> how's it?
[12:09:48] <ReadError> day off, so good ;)
[12:12:51] <alex4nder> nice
[12:13:01] <alex4nder> ReadError: your mill show up yet?
[12:13:47] <ReadError> not yet
[12:13:55] <ReadError> should ship this week they said :(
[12:14:15] <alex4nder> they drop shipping it from arizona?
[12:14:51] <ReadError> i think so
[12:17:25] <ReadError> knobs comming
[12:17:31] <ReadError> ill order my motorkit after payday
[12:17:37] <alex4nder> sick, what're you getting?
[12:17:41] <ReadError> gubbamint takin my money :(
[12:17:45] <ReadError> g450
[12:17:53] <ReadError> here let me find the combo
[12:18:45] <IchGuckLive> ReadError: why not leadshine M542
[12:18:58] <ReadError> http://www.automationtechnologiesinc.com/products-page/g540-stepper-motor-kits/g540-3-axis-nema23-381ozin-48v10a-psu
[12:19:08] <ReadError> er g540
[12:19:17] <ReadError> those motors a bit strong though, no?
[12:19:20] <ReadError> 381oz
[12:19:29] <alex4nder> IchGuckLive: because he's not a godless communist
[12:19:46] <IchGuckLive> O.O
[12:19:51] <alex4nder> those motors are giant
[12:20:05] <alex4nder> IchGuckLive: that's a bad US joke
[12:20:39] <IchGuckLive> Romney forever
[12:20:48] <alex4nder> the end of the world
[12:20:55] <ReadError> alex4nder
[12:21:02] <ReadError> would getting a higher amp PSU be better?
[12:21:12] <ReadError> they have a bigger one also, its like 129
[12:21:16] <alex4nder> I doubt it.
[12:21:16] <ReadError> and some smaller motors
[12:21:20] <alex4nder> get smaller motors
[12:21:21] <ReadError> 10A is plenty?
[12:22:00] <alex4nder> like, your taig is going to need like 45" of travel with those motors
[12:22:19] <alex4nder> ReadError: it's plenty for my setup
[12:22:23] <IchGuckLive> 48B 10A 3Axis is good
[12:22:33] <IchGuckLive> 48V
[12:22:47] <IchGuckLive> at 4.2A per motor
[12:23:00] <alex4nder> I think my motors will consume half that, max.
[12:23:33] <alex4nder> ReadError: I don't think any of their g540 stepper kits are a good match for the Taig
[12:23:35] <IchGuckLive> this brings in 3Nm thats plenty of tource
[12:23:54] <ReadError> alex4nder: thats the lowest
[12:24:07] <alex4nder> why aren't you just buying the parts?
[12:24:44] <ReadError> i can
[12:24:51] <ReadError> i thought it would be cheaper to combo them
[12:25:36] <alex4nder> maybe it is, dunno
[12:26:39] <ReadError> http://www.automationtechnologiesinc.com/products-page/nema-23/nema-23-quarter-inch-dual-shaft-with-flat-270-oz-in
[12:33:44] <alex4nder> ReadError: what's your plan for handles for the back of the motor?
[12:33:49] <alex4nder> just like radio dials?
[12:34:16] <ReadError> yea
[12:34:20] <ReadError> 2" knobs
[12:34:31] <ReadError> i just want to be able to do quick work if i need to
[12:34:38] <ReadError> so i want to retain that ability
[12:36:01] <alex4nder> werd.. it's too bad you won't get any DRO functionality with steppers
[12:36:26] <syyl_ws> mh
[12:36:28] <syyl_ws> glas scale ;)
[12:36:29] <ReadError> yea most stuff will be by eye
[12:36:35] <ReadError> just doing a quick cut or so
[12:36:46] <ReadError> i want to make some custom mash paddles too
[12:37:43] <Jymmm> skunkworks: and opto22 backplane plugs in directly to the mesa board?
[12:38:06] <ReadError> i guess if i had a pendant i wouldnt need to use kbows
[12:38:08] <ReadError> knobs
[12:38:15] <ReadError> would that function as a DRO ?
[12:38:21] <ReadError> since it can record the steps
[12:38:45] <alex4nder> yup
[12:38:49] <alex4nder> that's what I do
[12:38:50] <ReadError> ;o
[12:38:53] <ReadError> thats what i should do then
[12:39:02] <alex4nder> it'll make your setup simpler, and smaller
[12:39:06] <ReadError> well
[12:39:13] <ReadError> i want to get one of those boxes from homedepot
[12:39:21] <ReadError> put the PC and everything inside it
[12:39:27] <ReadError> they are like utility boxes
[12:39:32] <alex4nder> I mean the width of the taig
[12:39:42] <alex4nder> the standard motor couplers stick everything out on-axis
[12:40:09] <ReadError> got any vids of using the pendant?
[12:40:25] <alex4nder> no, but it's just a PS3 controller
[12:40:30] <ReadError> you can control it in 1 step increments? if so that would be super accurate
[12:40:32] <ReadError> ohhh
[12:40:40] <ReadError> i was thinkin about one of those hand held ones
[12:40:48] <ReadError> with the MPG
[12:41:01] <alex4nder> I press a button
[12:41:14] <ReadError> ahh the directional pad
[12:41:28] <ReadError> bluetoothed?
[12:41:57] <alex4nder> no, I use USB
[12:42:18] <ReadError> just out of curiousity
[12:42:25] <ReadError> why is linuxcnc based of ubuntu
[12:42:28] <alex4nder> BT probably works, but I don't trust it.
[12:42:32] <ReadError> and not centos or something
[12:42:44] <alex4nder> because RPMs are for sucks.
[12:42:49] <ReadError> eh
[12:42:52] <ReadError> yum is pretty solid
[12:43:00] <ReadError> if you have the right repos
[12:43:05] <alex4nder> yum is what happens when RedHat people get jealous of Debian people.
[12:43:13] <alex4nder> and implement a shite copy
[12:43:19] <ReadError> well
[12:43:21] <alex4nder> </troll>
[12:43:24] <skunkworks> Jymmm: If you buy the correct opto22 backplane - the 50 pin ribon cable with plug directly from the mesa to the opto22. (24 i/o)
[12:43:24] <ReadError> im an old FBSD head ;)
[12:43:30] <ReadError> the ORIGINAL ports ;)
[12:43:34] <alex4nder> hah, I'm an old OpenBSD commiter. ;)
[12:43:41] <ReadError> then gentoo tried to jack its swag
[12:44:13] <TekniQue> I still use FBSD
[12:45:10] <alex4nder> for me using BSD is like hanging out with an ex girlfriend: fun for a bit, and then you remember why you broke up.
[12:45:16] <skunkworks> Jymmm: the bottom 2 boards directly interface with the mesa 50 pin plug.
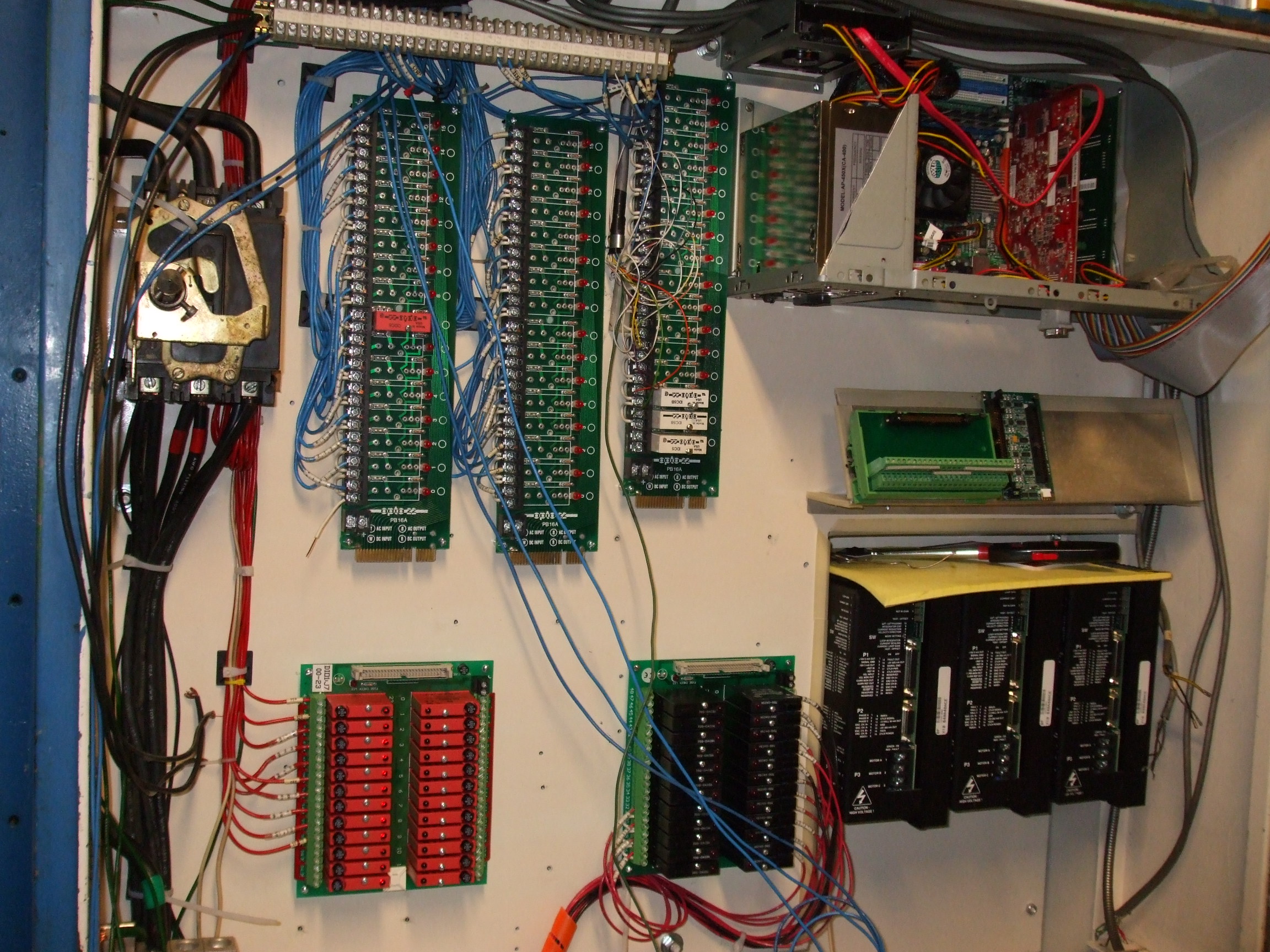
[12:45:18] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/All_i-o.JPG
[12:45:49] <ReadError> wow
[12:45:51] <ReadError> thats a serious setup
[12:46:46] <Jymmm> skunkworks: ok, cool. What about inputs?
[12:46:59] <skunkworks> you can use either...
[12:47:09] <skunkworks> I am mixing in and outs...
[12:47:16] <Jymmm> skunkworks: No, I mean what board did you use?
[12:48:03] <ReadError> alex4nder: I was thinking, if i had a rotary table
[12:48:11] <ReadError> i could essentially double the axis
[12:48:15] <ReadError> by turning the part?
[12:48:28] <alex4nder> with a 4th axis?
[12:48:30] <ReadError> yea
[12:48:32] <alex4nder> yah
[12:48:36] <ReadError> ;o
[12:48:38] <ReadError> niice
[12:48:38] <alex4nder> and you'll have the motor control for it
[12:48:43] <ReadError> ya
[12:51:13] <skunkworks> Jymmm:
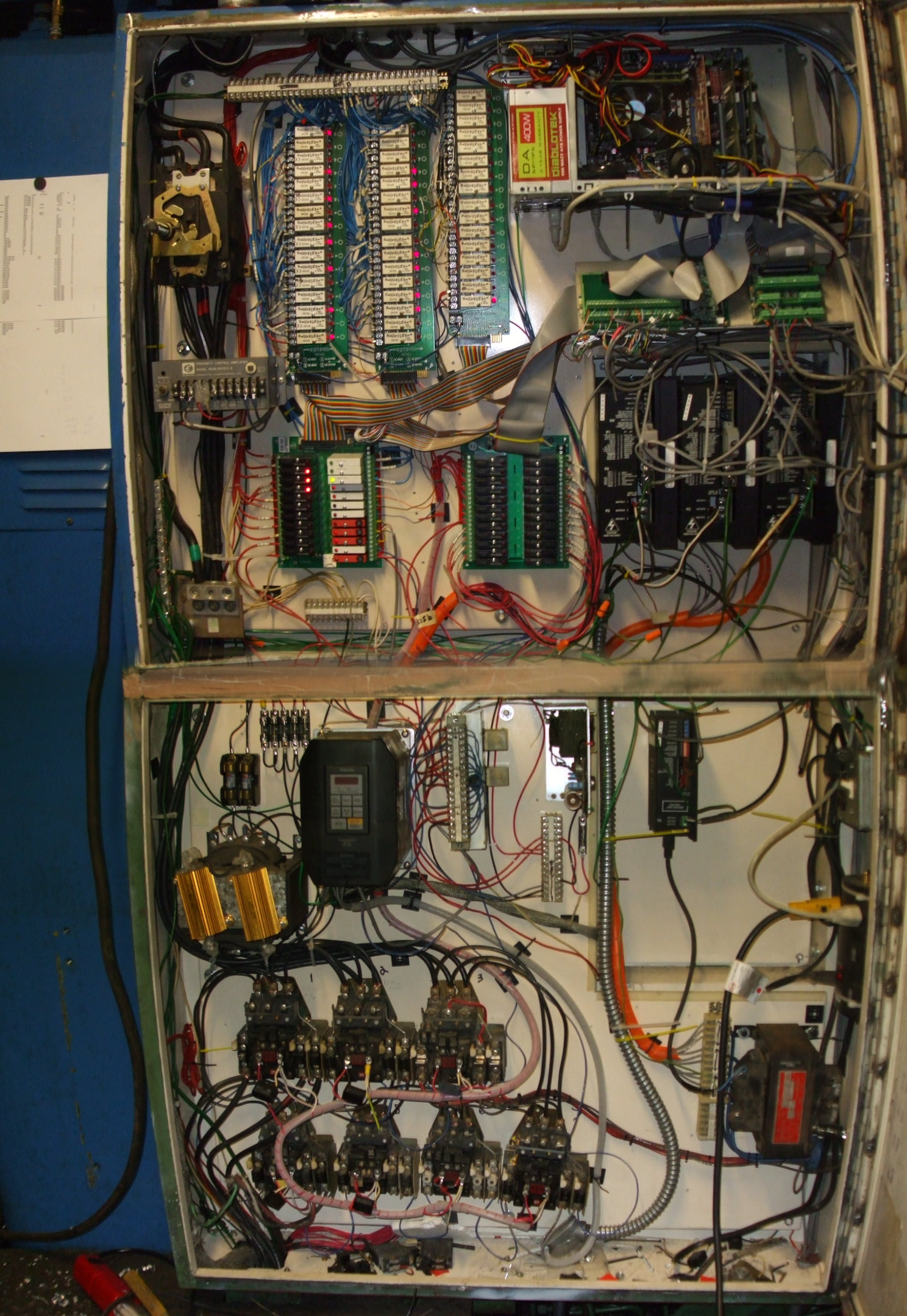
http://www.electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[12:51:49] <skunkworks> look at the same boards.. Black/red are outputs - whites are inputs.
[12:51:56] <Jymmm> skunkworks: Ok, I see them below the PC, but what are they?
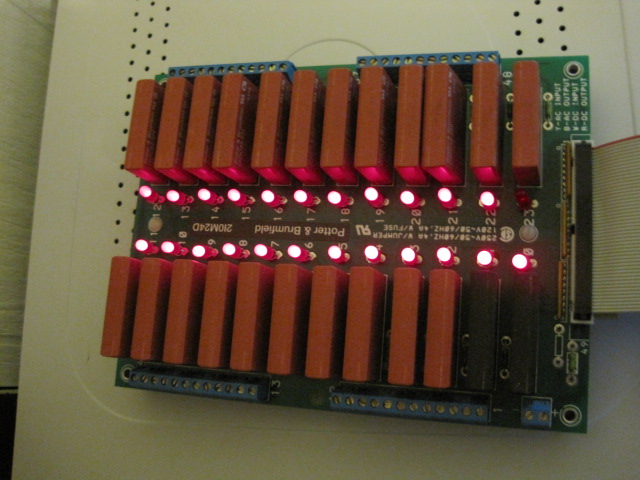
[12:52:55] <skunkworks> these..
http://www.electronicsam.com/images/KandT/conversion/allbutone.jpg
[12:53:03] <skunkworks> (similar)
[12:53:29] <skunkworks> that plugs directly into the mesa board with a 50 pin cable.
[12:54:00] <skunkworks> the i/o from mesa can be either in or out - and then different modules are used in the opto22 board for in/out.
[12:54:00] <Jymmm> skunkworks: [ MESA ] <----[ 50 pin IDC Cable ]---> [Some PCB with screw terminals ??????????????]
[12:54:19] <Jymmm> really?
[12:54:38] <skunkworks> mesa <-> 50 pin cable <-> opto22 board with terminals.
[12:54:53] <Jymmm> what input modules?
[12:55:56] <skunkworks> lots to choose from.. I think I am using mostly 0-24vdc input -> 5v logic for mesa.
[12:56:44] <Jymmm> k
[12:56:53] <skunkworks> am I making sense?
[12:57:00] <Jymmm> yeah
[12:57:34] <Jymmm> I just don know why not directly instead of thru an input module unless yo have that varying voltages
[12:58:02] <skunkworks> cheap optical isolation (all the modules we are using are)
[12:58:15] <Jymmm> ah gotcha
[12:58:22] <skunkworks> we have had no problem with noise and such.
[12:58:58] <skunkworks> plus the output modues directly run our 110v hydraulic solinoids.
[12:59:20] <skunkworks> or motor start relays and such.
[13:00:01] <Jymmm> cool, lots of frickin modulse $$$$$$$
[13:01:10] <skunkworks> ebay
[13:01:20] <Jymmm> ah
[13:01:26] <Jymmm> not so much these days
[13:01:31] <skunkworks> we have drawers full now... ;)
[13:01:35] <Jymmm> hope you got extras
[13:01:36] <Jymmm> k
[13:01:45] <skunkworks> and we have not had one go bad.
[13:01:52] <skunkworks> so far
[13:01:59] <cradek> there are extra modules in the bottom of the electrical box on any machine that uses them
[13:02:29] <skunkworks> cradek: have you had an opto22 module go bad yet?
[13:02:47] <cradek> yes I think one
[13:02:58] <skunkworks> what was it doing?
[13:03:04] <cradek> they were all used and unknown when I got them of course
[13:03:15] <cradek> ummmmm I don't remember
[13:03:19] <skunkworks> heh
[13:03:39] <skunkworks> I am sure most of ours are old.. But I think the ones we got from jmk where new
[13:03:55] <skunkworks> *used/ New
[13:04:00] <cradek> I really like the LEDs on the input modules. I write on top of the module with a pencil what the LED means.
[13:04:01] <Jymmm> skunkworks: what is the thing with ontrols on it to the right of the two power resistors?
http://www.electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[13:04:23] <skunkworks> VFD
[13:04:26] <Jymmm> k
[13:04:27] <skunkworks> 5hp
[13:22:42] <ReadError> how much current can PoE deliver?
[13:22:51] <ReadError> wondering if cat5 cable is a viable motor connection solution
[13:23:01] <ReadError> if i use 2 wires per lead
[13:24:06] <ThadiusB> building my enclosure today! stoked!
[13:24:25] <skunkworks> ReadError: not flexable...
[13:25:11] <skunkworks> (and pretty small guage..)
[13:28:05] <skunkworks> http://en.wikipedia.org/wiki/Power_over_Ethernet
[13:28:33] <skunkworks> at the most 51w using all 4 pairs...
[13:28:36] <ReadError> ah not nearly enough
[13:29:39] <archivist> and the wires being single core will break in a day or so of hard work
[13:30:36] <archivist> unless the single cores are in the form of flex you see in printers
[13:31:02] <skunkworks> we are using stranded/shielded cat5 for our differential encoder runs.. so far so good.. (although only 1 axis has moving cables..
[13:31:33] <gambakufu> anyone tried running linuxcnc when connected with NX?
[13:31:45] <archivist> the curve that you bend around really matters
[13:32:05] <archivist> NX?
[13:32:19] <gambakufu> nomachine NX. a remote connection protocol
[13:33:15] <alex4nder> ReadError: get 4-wire shielded continuous flex cable.. it's easy to find
[13:34:04] <archivist> gambakufu, never heard of it can it carry nml messages
http://linuxcnc.org/docs/html/code/NML_Messages.html
[13:34:38] <ReadError> alex4nder: i might just get the cables from the same site as the motors and such
[13:35:01] <ReadError> probably 12'
[13:35:15] <archivist> gambakufu, you probably dont need nx at all
[13:36:03] <gambakufu> I just don't feel like having a keyboard/mouse/screen on the CNC's computer and VNC is real slow compared to NX. what's this NML?
[13:36:33] <gambakufu> ah, I see.
[13:38:18] <alex4nder> ReadError: you going to use DB9 pigtails hanging off the motors?
[13:38:40] <ReadError> well, ill bind them to the motor somehow
[13:38:41] <ReadError> but yea
[13:39:15] <alex4nder> I'm wondering if you're planning on using DB9 as your main connector type
[13:39:44] <ReadError> yup
[13:39:48] <ReadError> the controller comes with 4
[13:39:52] <ReadError> so ill put 3 on each motor
[13:40:03] <ReadError> then run the db9 cables from that, to the controller
[13:40:17] <ReadError> 1 on each motor rather lol
[13:40:52] <alex4nder> ok
[13:44:56] <ReadError> *sigh* fml
[13:45:00] <ReadError> a2z just called
[13:45:06] <ReadError> said the hand cranks are on backorder
[13:45:19] <ReadError> even though they sent me an email yesterday saying they shipped :(
[13:46:06] <alex4nder> internet commerce is letting you down
[13:46:23] <ReadError> totally
[13:46:31] <ReadError> fortunately i still dont know much about machining/cad
[13:53:25] * Loetmichel is just machining some 15pin Dsub holes in computer backs made from 3mm Aluminium...
[13:54:09] <Loetmichel> i HATE this already finished alu. finish= sanded with 200 grit sanding belt
[13:54:22] <Loetmichel> one swarf and one can refisish it
[13:54:41] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12575
[13:54:46] <Loetmichel> like this one
[13:55:09] <ReadError> i hate trying to sand aluminum ;(
[13:55:14] <ReadError> is there a better way?
[13:55:24] <Loetmichel> for whar?
[13:55:26] <Loetmichel> waht?
[13:55:29] <Loetmichel> sanding?
[13:55:31] <Loetmichel> no
[13:55:32] <ReadError> im trying to true an edge
[13:55:45] <Loetmichel> file
[13:55:46] <Loetmichel> ;-)
[13:55:49] <ReadError> ah
[13:55:53] <ReadError> need to get a bigger set
[13:55:58] <ReadError> i just have some micro files
[13:56:16] <Loetmichel> FINE files
[13:56:28] <Loetmichel> and somme street paint chalk
[13:56:47] <ReadError> CHALK?@#$
[13:56:48] <Loetmichel> for prepping the file, else the swarf will be stuck in the grit of the file
[13:56:52] <Loetmichel> yes
[13:57:00] <Loetmichel> chalk
[13:57:10] <ReadError> like the ones kids use on sidewalks?
[13:57:13] <Loetmichel> just some brushes on the file
[13:57:15] <Loetmichel> yes
[13:57:32] <ReadError> yea the aluminum got 'gunked' up on my grinder
[13:57:38] <Loetmichel> it sits in the file "grit" and prevents alu swarf from getting in
[13:58:14] <Loetmichel> ist like a "non lubricating" lubricant
[13:58:29] <Loetmichel> the chalk
[13:58:34] <ReadError> interesting, thanks for the advice
[13:58:38] <Loetmichel> never seen that?
[13:58:41] <ReadError> nope
[13:59:06] <Loetmichel> in germany every metal job apprentice learns filing first.
[13:59:18] <ReadError> i work on computer all day ;)
[13:59:21] <ReadError> this is just a hobby
[13:59:37] <Loetmichel> and learns to use chalk for preventing swarf in the file grit
[13:59:45] <Loetmichel> ReadError: me too
[13:59:51] <Loetmichel> but on the hardware ;-)
[13:59:58] <DJ9DJ> hihi
[14:00:11] <Loetmichel> ("if i had a hammer..."
[14:00:13] <Loetmichel> ;-)
[14:00:16] <ReadError> i work on keyboard
[14:00:21] * ReadError has soft hands
[14:00:33] <Loetmichel> i design and buildt computers for the military
[14:00:48] <Loetmichel> shielded and/or rugged
[14:01:04] <Loetmichel> out computer cases are made of 3mm thick aluminium sheet
[14:01:24] <Loetmichel> not the 0,5mm thick "steel foil" normal computer cases are made of ;-)
[14:01:51] <Loetmichel> one Computer: 12kg ;-)
[14:02:06] <Loetmichel> one monitor: 8 kg ;-)
[14:02:11] <ReadError> wow lol
[14:02:17] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12010
[14:02:24] <Loetmichel> thats a system from us
[14:03:02] <ReadError> yellow thing for ESD?
[14:03:03] <Loetmichel> Printer, scanner, 24" monitor, computer, all shielded against eavesdropping
[14:03:08] <Loetmichel> (evasdropping?)
[14:03:16] <Loetmichel> ReadError: yes
[14:04:03] <Loetmichel> DJ9DJ: tahts a printer like the one i worked on today ;-)
[14:04:30] <DJ9DJ> not only today :)
[14:04:44] <Loetmichel> granted, the whole week
[14:04:55] <DJ9DJ> hihi
[14:05:53] <ReadError> wouldnt it have been cheaper to throw it out and get a new one?
[14:07:40] <Loetmichel> ReadError: we dismantle them and put some steel boxes and much copper foil in it
[14:07:52] <DJ9DJ> i think the printers are new
[14:07:57] <Loetmichel> ant this particula printer was not cooperating
[14:08:01] <DJ9DJ> but Loetmichel improves them :D
[14:08:10] <Loetmichel> yes, they are ;-)
[14:08:16] <Loetmichel> and
[14:08:20] <Loetmichel> particular
[14:08:51] <Loetmichel> the selling pint is that it looks no different than before...
[14:08:59] <Loetmichel> just about 2kg more heavy ;-)
[14:09:31] <Loetmichel> ... but that implies space problems inside if you encase the PCBs in steel boxes...
[14:10:05] <Loetmichel> like this one:
http://www.cyrom.org/palbum/main.php?g2_itemId=12253
[14:11:18] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12885 <- these are for the PCBs of the Keyboards... ;-)
[14:11:40] <Loetmichel> ... dont ask what a keyboard costs after we modified it ;-)
[14:12:47] <djdelorie> how long did the cnc run take to mill those?
[14:12:57] <Loetmichel> about 2 hrs
[14:13:10] <DJ9DJ> nice
[14:13:19] <djdelorie> ok, I won't complain about 20 minute runs then :-)
[14:13:24] <DJ9DJ> aluminium?
[14:13:26] <Loetmichel> but that was just because the normal manufacturer dont start his CNC for 2 pieces
[14:13:32] <Loetmichel> so i made them at home
[14:15:05] <skunkworks> Loetmichel: ouch
[14:15:07] <skunkworks> http://www.cyrom.org/palbum/main.php?g2_itemId=12922
[14:15:32] <Loetmichel> skunkworks: yes, NO idea how the customer did THAT
[14:15:40] <Loetmichel> was a repair
[14:15:59] <Loetmichel> rugged 24 needle pimact printer
[14:16:04] <Loetmichel> impact
[14:16:09] <skunkworks> they still make those?
[14:16:20] <Loetmichel> yes, epson makes ONE model ;)
[14:16:24] <skunkworks> heh
[14:16:38] <skunkworks> multi-carbon coppies...
[14:16:43] <Loetmichel> no
[14:16:55] <DJ9DJ> hihi
[14:16:56] <Loetmichel> 24V supply_> sitting in a tank
[14:17:09] <Loetmichel> cold, hot, vibration...
[14:17:16] <Loetmichel> impact printers work
[14:17:21] <DJ9DJ> what do they print in a tank?
[14:17:32] <DJ9DJ> missile destination coordinates?
[14:17:36] <Loetmichel> Lasers would be gunked up, inkjets dried up
[14:17:40] <DJ9DJ> or just statistics about hit targets? ;)
[14:17:48] <Loetmichel> DJ9DJ: something like that i suppose
[14:18:01] <Loetmichel> its a reconissance wheeled tank
[14:18:18] <Loetmichel> no big gun, just a bunch of radar/antennaes ;-)
[14:18:29] <Loetmichel> IF i remember correctly
[14:18:45] <DJ9DJ> yeah, but it would not help if they print it on a sheet of paper... if the information does not leave the tank ;)
[14:19:22] <DJ9DJ> or do they still have people on a motorcycle to carry the important information from one point to another?
[14:19:26] <DJ9DJ> like in the ww1
[14:20:15] <DJ9DJ> hm
[14:32:41] <Loetmichel> DJ9DJ: they have
[14:32:54] <Loetmichel> but i thikl its for documenting pourposes
[14:33:33] <DJ9DJ> but isn't there a bigger risk that the enemy might get unwanted information?
[14:33:38] <Loetmichel> i dont care as long as they buy 24neddlers for over $6k each ;-)
[14:33:44] <DJ9DJ> hihi
[14:34:13] <DJ9DJ> every blasted tank with a 24 needle printer saves your job ;)
[14:34:34] <Loetmichel> something like that, yes ;-)
[14:36:31] * DJ9DJ kills his chokolate easter bunnie right now :D
[14:38:39] <DJ9DJ> -k+c
[14:40:17] <DJ9DJ> anyone a piece of chocolate? ;-)
[14:49:31] <Loetmichel> hmm, i just have the need to make some 3 minute brownies again...
[14:49:42] <Loetmichel> lucioly i have bought cacao lately
[14:49:46] <ReadError> the kind you microwave?
[14:49:51] <Loetmichel> luckily
[14:49:54] <Loetmichel> yes
[14:49:57] <DJ9DJ> yeah
[14:49:59] <ReadError> recipe?
[15:31:10] <skunkworks> does anyone know if macs can create working symlinks on samba servers? (ubuntu)
[15:31:36] <skunkworks> their word I think is aliases...
[16:00:16] <markvandenborre> I am a geek looking to buy a CNC router
[16:00:33] <markvandenborre> I know nothing about the mechanics behind it
[16:00:56] <markvandenborre> but I do know that if at all possible, I want to avoid running Windows
[16:01:30] <archivist> make a router, that way you learn about the mechanics
[16:01:52] <markvandenborre> archivist: sorry, I can't spend a lot of time on building one
[16:02:01] <markvandenborre> I have other very geeky things to do
[16:02:05] <markvandenborre> to build with it, even
[16:02:33] <markvandenborre> I guess my needs may be rather simple, if unusual:
[16:03:42] <markvandenborre> I want to cut some birch multiplex, 122x122 (half a EU plate) at once
[16:04:00] <markvandenborre> think of the wood most used in flight cases...
[16:05:04] <markvandenborre> or about 4'x4' if you still haven't converted to SI units :)
[16:05:25] <markvandenborre> ...and I would really really like it to run Linux
[16:05:42] <markvandenborre> I have no real need for metal machining in the foreseeable future
[16:05:56] <markvandenborre> guess that makes it somewhat easier mechanically speaking
[16:06:24] <archivist> still need some rigidity for wood work
[16:06:55] <archivist> syyl, where did you find your harmonic drive, ebay?
[16:06:56] <markvandenborre> yup, indeed
[16:07:08] <syyl> right, ebay thailand
[16:07:30] <archivist> hmm long walk
[16:07:47] <markvandenborre> any suggestion on proven, preassembled machines that I can control from my debian box?
[16:08:17] <markvandenborre> the wiki seems to suggest rather little :(
[16:09:11] <markvandenborre> well, make that a separate debian box for latency etc reasons
[16:09:55] <archivist> use the live cd so you can avoid compiling stuff
[16:10:26] <archivist> syyl, been contemplating making one from scratch
[16:10:58] <syyl> a homemade harmonic drive?
[16:11:00] <syyl> :o
[16:12:09] <archivist> cutting the internal gear is the only real problem and possibly the bearing to spring the inner gear
[16:14:38] <markvandenborre> let me repeat my question to whoever hadn't noticed it, and more clearly:
[16:16:48] <markvandenborre> can you suggest me a proven preassembled cnc router that I can control from a Linux box, with processing area >=1220 x, 1220mm y, less important z?
[16:16:54] <DJ9DJ> gn8
[16:17:28] <markvandenborre> to be used for wood plate routing mostly
[16:18:35] <archivist> markvandenborre, you never mentioned price level, note us linux types are cheapskates so a lot will refurbish an older machine too
[16:19:59] <markvandenborre> archivist: under 10k€
[16:21:09] <markvandenborre> (the non-profit I am researching this for is VAT exempt, so no need to add 20% to net prices)
[16:22:24] <markvandenborre> btw, I did build a reprap, so I am somewhat familiar with what gcode is and what not
[16:22:59] <markvandenborre> but additive manufacturing is an entirely different beast from substractive...
[16:23:18] <markvandenborre> and gcode is so device specific...
[16:24:39] <markvandenborre> archivist: I could also consider cheap refurbs if I knew something about this
[16:26:32] <markvandenborre> but that's taking a lot of risk with limited resources...
[16:26:58] <markvandenborre> this stuff for example looks like it might do what I want, but Linux support is questionable at best:
http://www.bzt-cnc.de/en/shop/cnc-portal-milling-machines/25-baureihe-pfe/336-pfe-1512-px
[16:27:19] <archivist> depends on starting point at that price level building new with framing type aluminium is very doable
[16:27:53] <skunkworks> heh = symlinks are cool when connected to the share with XP. You don't even know they are symlinks... Just all file update instantly. (unless you delete the original - then all the symlinks disapear untill you re-create the original file)
[16:28:38] <djdelorie> markvandenborre: buy a shopbot, throw away the control software, replace with linuxcnc... ?
[16:28:59] <archivist> markvandenborre, if that machine is driven on the parallel port then its a simple software adjustment to get linuxcnc driving it
[16:30:47] <archivist> that is a usb machine, no go without throwing some of the electronics
[16:31:41] <markvandenborre> djdelorie: a shopbot is supported?
[16:31:55] <markvandenborre> (for some values of supported, obviously)
[16:31:58] <djdelorie> if it has steppers, just rip out everything from the stepper drivers back and replace it
[16:32:22] <djdelorie> if it has servos, just rip out everything from the servo drivers back and replace it
[16:32:55] <djdelorie> or are you looking for a full turn-key solution?
[16:33:31] <markvandenborre> as close to turn key (hardware wise) as possible
[16:35:05] <markvandenborre> I mean: I know how to run a Linux box well, and I love software freedom
[16:35:17] <markvandenborre> so as long as the fiddling is with software setup, I'm perfectly fine with that
[16:36:08] <markvandenborre> adding a usb device id to a c source file and recompiling stuff or creating a debian package from scratch shouldn't pose a problem either
[16:36:21] <djdelorie> usb and cnc don't get along well together
[16:36:42] <archivist> usb is baad for latency
[16:37:08] <markvandenborre> yeah, that was by way of speaking
[16:37:38] <markvandenborre> I was mostly saying: I feel perfectly comfortable fiddling with software
[16:37:54] <markvandenborre> and I'm quite stubborn getting stuff to run
[16:37:59] <SWPadnos> markvandenborre, when you say turn-key, are you talking about the physical hardware (the iron), the motor/drive hardware, the PC interface hardware, the PC hardware, or all of the above?
[16:38:21] <SWPadnos> or any subset - what the heck
[16:38:23] <markvandenborre> physical hardware, motor/drive hardware
[16:38:25] <archivist> so any router that is driven from the parallel port and uses mach3 will be trivial to move to linux
[16:38:49] <markvandenborre> any generic x86 computer part in the equation
[16:39:13] <SWPadnos> (note that my question was a free machine checklist for you :) )
[16:39:17] <markvandenborre> poses no problem at all to me obviously
[16:39:19] <djdelorie> there doesn't seem to be a "standard table", does there? They all seem to be custom in some way...
[16:39:26] <archivist> any 32bit x86 that passes the latency test
[16:39:48] <markvandenborre> archivist: I really don't worry at all about that part
[16:40:17] <markvandenborre> I have dozens of x86 systems (and a few arm and ppc, even some sparc ones) at my disposal
[16:40:21] <archivist> I dont worry about the hardware :)
[16:40:56] * markvandenborre is reading up on mach3
[16:41:20] <archivist> that is the antichrist on windows
[16:42:39] <djdelorie> maybe what we need is a common cnc table design, where the gcode for each part is available... like a reprap, but for cnc milling etc...
[16:43:07] <djdelorie> just plug in table size, press "run", and wait for your kit :-)
[16:43:08] <markvandenborre> gcode wouldn't take you very far would it?
[16:43:16] <archivist> djdelorie, I think I have seen something out there once upon a moon
[16:43:17] <markvandenborre> you'd need stl or dxf or something...
[16:43:42] <djdelorie> my point is, a *common design* to make a DIY table easier
[16:43:46] <markvandenborre> archivist: just out of curiousity...
[16:43:49] <archivist> but kit...not ready made
[16:43:52] <SWPadnos> markvandenborre, I think there are two main things you'll have to deal with: holding down the wood, and spindle/traverse speed.
[16:44:05] <djdelorie> the same files could be used for production
[16:44:35] <markvandenborre> you mentioned building new with framing type aluminium
[16:44:52] <archivist> I did see a parts list and sizes on one of the sites a year or two ago
[16:45:00] <markvandenborre> just out of curiosity (I really can't spend days on getting stuff to work)
[16:45:03] <SWPadnos> you need high spindle speeds to get the cutting speed needed for wood (presumably with small diameter mills), but you need fast motion to prevent burning with a high speed spindle
[16:45:18] <markvandenborre> good point
[16:45:55] <markvandenborre> that's stuff I hope to get covered in a preassembled design
[16:46:10] <archivist> http://stores.ebay.co.uk/Marchant-Dice-Ltd/8-x-4-CNC-Machine-/_i.html?_fsub=3049960018&_sid=178688198&_trksid=p4634.c0.m322
[16:46:20] <SWPadnos> do you want to primarily cut out 2D shapes?
[16:48:41] <markvandenborre> SWPadnos: that+ incisions in the middle+ going halfway through
[16:48:47] <markvandenborre> nothing really fancy
[16:48:55] <SWPadnos> hmmm, like a "fold here" line?
[16:48:57] <markvandenborre> mostly straight lines (if diagnoal)
[16:49:14] <markvandenborre> like, halfway through a board
[16:49:23] <markvandenborre> 9mm of the 18
[16:49:27] <SWPadnos> ah, dado/rabbet slots
[16:50:03] <markvandenborre> a hat shape if you look at it from the side
[16:50:15] <markvandenborre> archivist: that looks like nice stuff
[16:50:41] <archivist> but its windaz
[16:51:24] <archivist> you could get the hardware and do the control yourself
[16:51:57] <markvandenborre> you mean write some software by snooping parport traffic, ...?
[16:52:31] <SWPadnos> no, Mach only uses the parallel port bu default (though they do have some USB add-ons).
[16:52:56] <SWPadnos> if these machines use the parallel port, then LinuxCNC can also drive them, since we can do everything Mach can do (and more)
[16:54:09] <markvandenborre> so the idea is that you throw gcode at the thing, right
[16:54:10] <markvandenborre> ?
[16:54:18] <SWPadnos> and it does look like they use the parallel port:
http://www.marchantdice.com/forumimages/SBOX.pdf
[16:54:52] <SWPadnos> well, they include some software that takes drawings of various kinds
[16:56:19] <SWPadnos> maybe you can get it for a few hundred less if you ask for no PC/Windows license/Mach license :)
[16:56:44] <archivist> http://www.ebay.co.uk/itm/CNC-Machine-MDL-4x4-175mm-Rack-Pinion-Flat-Pack-/310351388194
[16:57:06] <markvandenborre> heh, I just _think_ I might keep that software for the "if all else fails" scenario
[16:57:11] <SWPadnos> yep, that's the one I'm looking at :)
[16:57:23] <archivist> download the live cd and play
[16:57:31] <SWPadnos> note that it's a special "MachOS", based on XP Embedded.
[16:57:37] <SWPadnos> in case that matters to you at all
[16:57:58] <SWPadnos> I wonder how long XP Embedded will continue to get updates
[16:58:44] <archivist> er longer than ubuntu 6.06
[16:58:53] <markvandenborre> err... they actually supply a pc included in the stuff for that price
[16:58:55] * archivist grmbls
[16:59:34] <markvandenborre> what's the difference between that stuff and the BZT thing I mentioned before?
[16:59:57] <markvandenborre> or, let's say...
http://www.team-haase.de/maschinen/al-serie
[17:00:25] <markvandenborre> I'd rather not have the thing break down while or after processing the first sheet
[17:00:28] <markvandenborre> :)
[17:01:35] <SWPadnos> the description is in English?
[17:02:06] <markvandenborre> heheh...
[17:02:16] <markvandenborre> I'm talking mechanical properties of the hardware
[17:02:26] <markvandenborre> and other non-pc stuff
[17:02:42] <SWPadnos> the Hasse machine is smaller (their largest is smaller than the smaller Marchant Dice one))
[17:03:21] <SWPadnos> It looks like he spindle is a smaller router, which could possibly limit cutting capacity
[17:03:28] <SWPadnos> what thickness did you want to cut?
[17:03:48] <markvandenborre> 18mm mostly
[17:03:56] <markvandenborre> 18mm wood...
[17:03:57] <SWPadnos> ok, that's actually pretty thick
[17:04:07] <djdelorie> not to a woodworker :-)
[17:04:07] <markvandenborre> ah?
[17:04:11] <SWPadnos> if you want to do it in one pass, that is :)
[17:04:23] <markvandenborre> I don't care if it takes multiple passes
[17:04:29] <markvandenborre> as long as I don't have to do it myself
[17:04:30] <SWPadnos> well, it's thick to cut with a thin (1/4") mill, for instance
[17:05:55] <markvandenborre> thinking of it, since I'm renovating my house, and adding a "wood structure" part, it might be super cool to decorate some of the osb panels using this stuff
[17:15:52] * markvandenborre is looking up why the legs underneath seem to be so important
[17:34:19] <markvandenborre> SWPadnos: archivist : thanks for the hints
[17:34:36] <markvandenborre> I guess you will see me around here more
[17:35:25] <asdfasd> skunkworks__ are you here
[17:38:14] <ThadiusB> Started on my encloser today :)
http://a1.sphotos.ak.fbcdn.net/hphotos-ak-prn1/536862_2917711433747_1589606578_32048159_300730332_n.jpg
[17:38:41] <skunkworks__> asdfasd: yes?
[17:38:53] <asdfasd> ThadiusB : nice :)
[17:39:09] <asdfasd> skunkworks__ Im not sure are you the closed loop guy?
[17:40:03] <skunkworks__> I like closed loop - yes. Our big HMC uses linuxcnc and large brushed servos in closed loop.
[17:40:56] <asdfasd> we joke about that few days ago... but I wast sure if that was you
[17:41:34] <asdfasd> what is the maximum counts per revolution encoder that you ever used?
[17:48:41] <skunkworks__> I think the K&T has 2540 line encoders.
[17:49:34] <asdfasd> some time I find cheap AC servos with some kind of encoders
[17:50:25] <asdfasd> but they are not quadrature interface, and I didnt found any details about the protocol
[17:50:35] <skunkworks__> that gives us aprox 60k counts per inch
[17:51:32] <skunkworks__> we have some 10k line encoders but we have not used yet
[17:51:34] <asdfasd> the only info I found is that they are around 100k pulses
[17:51:55] <asdfasd> some kind of sin/cos ADC measurements
[17:52:48] <asdfasd> but I cant use them
[17:56:04] <PCW> you can get interpolators for those (ic-haus)
[17:58:25] <asdfasd> I thought how to use these motors, some time very cheap on ebay, but no info for their interface
[18:00:20] <djdelorie> do you need someone to reverse engineer them?
[18:00:42] <skunkworks__> PCW: how do you change the firmware in the 5i25?
[18:01:01] <asdfasd> some one - me :) just my 25/8 week is a bit short
[18:02:04] <PCW> By running the DOS scmf5i25 util or the upcoming linux scmf5i25 util
[18:03:27] <skunkworks__> cool
[18:03:30] <PCW> basically the config utility re-writes the config serial EEPROM (a power cycle load the new firmware)
[18:03:38] <PCW> loads
[18:05:28] <joe9> djdelorie: this is my configuration in .ini file for axis 0:
http://codepad.org/fNeNefP1 for some reason after the limit 0 switch is triggered, I get this error message and the machine shuts off:
http://codepad.org/GIJvbZiA
[18:05:34] <joe9> does that make sense?
[18:06:45] <djdelorie> do you have your other axes defined yet?
[18:06:54] <joe9> http://codepad.org/ft2dWJx6 is the full message.
[18:07:21] <joe9> http://codepad.org/vgaoQcA3 my other axes.
[18:08:11] <joe9> it does not even do the second latching portion after the search part of the homing sequence.
[18:09:20] <joe9> it does not even "back off of home switch"
[18:09:30] <djdelorie> maybe the other axes need their limit switches inverted?
[18:09:31] <joe9> it just stays on home switch triggered.
[18:10:23] <djdelorie> on mine, I had to debounce the switch or I got limit errors on *that* switch
[18:10:48] <joe9> looks like that is what is happening to me too.
[18:13:36] <joe9> djdelorie: is this the error: "emc/task/taskintf.cc 614: Error on axis 0, command number 136"
[18:13:40] <joe9> without debouncing?
[18:13:56] <djdelorie> no, a regular "joint on limit switch before home complete" error
[18:14:09] <joe9> after I disconnected the other 2 axes, it homes fine on the X axis, but gives out that error
[18:14:38] <joe9> "joint 0 on limit switch error" prints out before that message
[18:27:57] <skunkworks__> joe9: are sharing home and limit switches?
[18:28:03] <joe9> yes.
[18:28:17] <skunkworks__> so 1 pin does both homing and limits?
[18:28:20] <joe9> minimum limit = home switch.
[18:28:23] <joe9> yes.
[18:29:02] <skunkworks__> Ok. that is an issue. when the one axis is homing - the other axis sees the limit tripped.
[18:29:20] <joe9> there is home_ignore_limits to take care of that.
[18:29:21] <skunkworks__> there is a way around it but I am having trouble finding an example.
[18:29:33] <joe9> HOME_IGNORE_LIMITS = YES
[18:29:34] <skunkworks__> That is just for the one axis.
[18:30:02] <djdelorie> joe: are you mixing home/limit signals *across axes* ? I have one DB25 pin per axis for home/limit
[18:30:23] <skunkworks__> http://linuxcnc.org/index.php/english/component/kunena/?func=view&catid=38&id=9633&limit=6
[18:30:46] <skunkworks__> some reading
[18:31:36] <joe9> djdelorie: no, I am not.
[18:31:43] <joe9> i have 3 switches for 3 axes.
[18:31:47] <skunkworks__> oh
[18:31:55] <djdelorie> not switches, pins on the parallel port
[18:32:02] <joe9> i think I found my problem.
[18:32:13] <joe9> The reason was that I had to invert my X axes.
[18:32:28] <joe9> I had a +ve search and latch velocity, but min limit == home.
[18:32:38] <djdelorie> that would do it
[18:32:45] <skunkworks__> forget what I just said..
[18:32:55] <joe9> so, when it gets to 0 (min limit), cnc is confused as the +ve velocity is bringing it to minimum point.
[18:32:55] <JT-Shop> ok
[18:33:27] <joe9> http://www.mycncuk.com/forums/showthread.php/3276-EMC2-home-limit-switches-only-acting-as-limit
[18:33:51] <djdelorie> try this: away from all the limit switches, manually jog each axis and make sure that it's moving the way you want, and verify the homing directions
[18:35:39] <JT-Shop> joe9: if you use shared home and limit switch you have to make the home position a tiny bit away from the switch
[18:37:06] <joe9> jt-shop, yes i did that. my axis 0 from .ini file
http://codepad.org/ny86fvKq
[18:39:06] <asdfasd> there is something else - for some reason on my Z axis the homing sequence is inverse compared to X and Y, is it possible that your switch remain activated after homing?
[18:42:33] <JT-Shop> try HOME_OFFSET = 0.1
[18:44:57] <joe9> JT-Shop: ok, will do.
[18:46:17] <JT-Shop> or -0.1 what ever moves the axis off of the switch before the homing is finished
[18:46:50] <djdelorie> is HOME_OFFSET the location of the switch, or how far it backs off?
[18:47:16] <JT-Shop> how far it moves then that position is home
[18:47:26] <djdelorie> I thought that was HOME
[18:47:27] <JT-Shop> iirc
[18:47:40] <JT-Shop> that = what?
[18:48:05] <djdelorie> on my ini, HOME is the location it moves to after homing, and HOME_OFFSET is the position of the home switch itself
[18:48:19] <JT-Shop> yes that is correct
[18:48:50] <djdelorie> joe9's ini is the same way, but his never completes the homing sequence
[18:49:15] <djdelorie> mine was unreliable too, until I added debounce to the home switch
[18:49:31] <JT-Shop> he has an offset of 0 so he is sitting on the switch when the move completes so then he gets a limit error
[18:49:48] <djdelorie> he has HOME=10.0
[18:51:34] <JT-Shop> yep but home offset is 0
[18:51:46] <djdelorie> right, because he's using one switch for both home and limit
[18:52:04] * JT-Shop heads inside to start cooking the pizza
[18:52:07] <JT-Shop> good luck
[19:03:31] <JT-Shop> joe9: pizza crust is rising here is my X axis on my plasma which uses shared home and limit switches
http://codepad.org/EyTMhkRJ
[19:04:56] <JT-Shop> joe9: so during the homing move the axis moves 0.250" away from the switch otherwise when the homing move completes I would get a limit error
[19:06:59] <joe9> JT-Shop: quick question, why do you prefer a home in the middle and not to one of the sides?
[19:07:14] <JT-Shop> what do you mean?
[19:07:30] <joe9> isn't it easier to calculate if you have home closer to min limit or max limit?
[19:07:51] <joe9> then all the coordinates can be absolute positive values
[19:08:32] <JT-Shop> I never really set the limits up it seems LOL, my home is left rear top for X Y Z
[19:09:13] <JT-Shop> the point was you have to move off of the home/limit switch during the homing move
[19:10:28] <JT-Shop> usually X is positive and Y is negative and Z is negative numbers
[19:10:44] <joe9> your home is 0.00 and the limits are -50 to 51
[19:11:05] <JT-Shop> yea, ignore my not correct limits
[19:11:20] <JT-Shop> should really be -0.250 51
[19:11:30] <joe9> yes, that is what I was getting at.
[19:11:46] <JT-Shop> your going to make me fix that aren't you
[19:11:56] <joe9> and home_offset == min_limit, in that case?
[19:11:59] <JT-Shop> but I really don't care with the plasma
[19:12:19] <joe9> shouldn't home_offset = min_limit + certain offset
[19:12:20] <JT-Shop> pretty much as that would be on the switch
[19:12:22] <joe9> in your case.
[19:12:51] <joe9> to avoid the limit error.
[19:13:00] <JT-Shop> yea, to be sure you don't hit the limit switch you are correct
[19:13:27] <JT-Shop> no you only have to not sitting on the switch when the homing move is complete to avoid the error
[19:13:40] <djdelorie> but if your limit switch *is* the home switch, there can't be an offset
[19:13:58] <JT-Shop> there has to be an offset
[19:14:10] * djdelorie still thinks it's either debounce or wrong homing velocity
[19:14:10] <JT-Shop> or you wil get an error every time you try and home
[19:14:15] <JT-Shop> nope
[19:14:35] <djdelorie> there has to be an offset between the switch location and the final home location, but there can't be an offset between the limit switch and the home switch
[19:14:58] <JT-Shop> that makes no sense to me at all
[19:15:00] <djdelorie> his homing operation doesn't finish, so something is going wrong before it tries to move to the home location
[19:15:16] <JT-Shop> he has NO move to a home location
[19:15:23] <JT-Shop> it is set at 0
[19:15:41] <djdelorie> http://codepad.org/fNeNefP1 - HOME_OFFSET is 0 but HOME is 10
[19:16:04] <JT-Shop> yep
[19:16:05] <djdelorie> just like my setup, and mine works
[19:16:16] <JT-Shop> there is no move to home position
[19:17:16] <djdelorie> isn't the HOME=10 the move to the home position?
[19:17:40] <JT-Shop> yep, I'm full of shit, just refreshed my memory
[19:17:57] <JT-Shop> unfortunaly that is The position that the joint will go to upon completion of the homing sequence.
[19:18:16] <JT-Shop> if the limit switch is still tripped it will never happen
[19:19:20] <djdelorie> if the limit switch *is* the home switch, by definition that can't be the case
[19:19:36] <djdelorie> unless it has a HUGE hysteresis
[19:20:01] <djdelorie> 10mm is a big swing for a switch
[19:22:58] <JT-Shop> or final velocity is too high and your way over traveled the switch
[19:23:39] <JT-Shop> all I really know is what works on my plasma and what I read in the docs
[19:25:02] <JT-Shop> yep just reading back and I missed the wrong homing velocity...
[19:25:16] * JT-Shop really has to start dinner now... good luck
[19:25:26] <Tom_itx> JT-Shop
[19:25:31] <Tom_itx> did that help your PC?
[19:27:07] <joe9> djdelorie: the limit switches are connected to the NC, correct?
[19:27:25] <joe9> closed when the switch is not activated.
[19:28:11] <djdelorie> doesn't matter as long as you set the invert or not correctly
[19:28:59] <joe9> net min-home-x <= parport.0.pin-10-in-not
[19:29:03] <joe9> i have that.
[19:29:07] <joe9> and it is NC.
[19:29:21] <joe9> I am suspecting that it should be "not inverted".
[19:29:29] <djdelorie> if you get a limit switch error when the axes are nowhere near the limit switches, you have at least one of them backwards
[19:30:14] <djdelorie> you should be able to jog the axes manually without errors as long as you stay away from the limit switches
[19:37:37] <joe9> removed the invert, now I can jog the axes manually as long as I stay away from the limit switches.
[19:38:21] <djdelorie> now, use the jogging controls to check each limit/home switch to see if it's in the positive direction or the negative one
[19:38:30] <joe9> djdelorie: why not just have a home switch? instead of a limit + home switch?
[19:38:51] <djdelorie> if you have another switch you can mount, and another pin (or three) on your parallel port, go for it
[19:39:20] <joe9> no, I do not. should there be a limit switch if I have a home switch?
[19:39:39] <joe9> can I not have no limit switches, just a home switch?
[19:39:56] <djdelorie> if you don't want the software to stop itself from smashing up your machine, go for it
[19:40:35] <djdelorie> in theory, you can have just one home swtich per axis, and trust the software to stay away from the limits, but the switches are there for when the software is wrong
[19:40:37] <joe9> but, I would have hard limits in the .ini file, that would prevent that.
[19:40:47] <joe9> oh, ok. got it.
[19:40:49] <joe9> thanks.
[19:40:50] <djdelorie> s/would/should/
[19:42:58] <djdelorie> on mine, the controllers also watch the limit switches, and won't travel past them even if the software says to
[19:47:45] <Tom_itx> hard or soft limits or both?
[19:48:36] <joe9> djdelorie: just curious, do you have 2 limit switches per axis?
[19:48:54] <djdelorie> my controllers have separate home and limit configurations. The motors won't go past the limit switches, but they do keep track of where the motors *would* be
[19:49:01] <djdelorie> I have two per axis, one on each end
[19:49:31] <djdelorie> Tom_itx: so the switches are placed near the hard limits, but the PC software can treat them as soft limits
[19:50:16] <Tom_itx> how much do you back off of them ? .1" or so?
[19:50:29] <djdelorie> mine? I put them about 5mm from the end
[19:53:02] <Tom_itx> i just have one limit on z
[19:53:25] <djdelorie> in theory, you don't need *any* switches, if you manually home the machine and trust it to do the right thing.
[19:53:29] <Tom_itx> 2 on x and y but one of the y isn't hooked up atm
[19:53:44] <Tom_itx> i use the same switches for home
[19:54:04] <djdelorie> me too
[19:56:32] <joe9> djdelorie: are you using gecko G540?
[19:56:36] <joe9> oh, sorry
[19:56:44] <joe9> just realized that you were on servos.
[19:56:51] <djdelorie> yup, with custom control electronics
[19:57:13] <joe9> "Home switch inactive before start of backoff move" any thoughts on this error?
[19:57:53] <djdelorie> debounce
[20:05:37] <joe9> is there some way of just homing a particular axis?
[20:05:47] <joe9> don't bother.
[20:05:53] <joe9> homing sequence is what I need
[20:06:04] <djdelorie> you can home one axis in the machine menu, I think
[20:06:11] <Tom_itx> it's in the ini
[20:06:15] <Tom_itx> the sequence
[20:06:30] <Tom_itx> or the hal file
[20:06:33] <Tom_itx> one or the other
[20:08:46] <djdelorie> changing the homing sequence won't help with debouncing a mechanical switch
[20:37:08] <joe9> djdelorie: reducing the search velocity to 0.05 helped with the issue
[20:37:28] <djdelorie> still should debounce
[20:37:53] <joe9> don't know, it seems to work fine. atleast the other axis did.
[20:38:19] <jdhnc> debounce is just a few lines.
[20:38:37] <djdelorie> or a capacitor
[20:39:17] <jdhnc> software is easier to tweak
[20:40:08] <djdelorie> yeah, but I know where my capacitors are ;-)
[20:40:17] <jdhnc> I know where my custom.hal is
[20:40:22] <joe9> i can add a capacitor. any ideas on what size the capacitor should be?
[20:40:58] <joe9> jdhnc: how do you recommend adding a custom software debounce? any examples that can help me through.
[20:41:50] <jdhnc> let me see if I can get to my emc box from here.
[20:41:56] <djdelorie> there's a software debounce module, but it delays the edge by a little time. A capacitor across the switch contacts (assuming an N.O. switch) is immediate
[20:42:12] <djdelorie> or a different debounce routine that only debounces the release, not the hit
[20:42:53] <djdelorie> I went for an 0.1 second delay before de-activating the limit switch
[20:43:27] <jdhnc> are you actually worried about a few cycles of debounce delay for a mechanical switch?
[20:44:01] <djdelorie> it depends on how accurately you want to hit that position, and a mechanical switch can bounce for a remarkably long time
[20:44:18] <djdelorie> since mine double as limit switches, I want the "hit" to happen as soon as possible, too.
[20:44:43] <djdelorie> 0.1 seconds at full speed is plenty of time to smash things
[20:49:54] <Tom_itx> switches vary but 30ms should be enough
[20:51:12] <djdelorie> even at 30ms, I'd have to move my limit switches
[20:51:34] <djdelorie> hence, debounce only the release, hits happen immediately
[20:51:55] <djdelorie> well, only my Y switches
[20:52:36] <djdelorie> maybe I'm just paranoid, but it's a limit switch - an unusual situation, I don't want any delay in handling it
[20:52:50] <jdhnc> I think you are right
[20:53:12] <djdelorie> if you have n.o. switches, a cap across the contacts does the job anyway
[20:54:31] <Valen> software debounce should be instant if its written right
[20:54:57] <Valen> take action on the trigger then mask off the bounces for a set period
[20:55:24] <djdelorie> I have similar code in
http://www.delorie.com/cnc/machineactive.comp
[20:55:45] <djdelorie> active turns on immediately, but there's a delay before it turns off
[20:56:21] <jdhnc> mine are all NC
[21:01:28] <joe9> djdelorie: "if you have n.o. switches, a cap across the contacts does the job anyway" -- how about NC switches?
[21:01:45] <djdelorie> I can't think of an easy hardware solution for those
[21:02:14] <joe9> i have an NC switch now. I could change to NO and invert the switch in stepconf, correct?
[21:02:32] <djdelorie> with N.O. the switch immediately discharges the cap, and the pullup slowly recharges it once the switch opens
[21:02:37] <jdhnc> do you only have the one switch on that pin?
[21:02:45] <joe9> yes.
[21:03:10] <jdhnc> do the software thing first and see if you are happy.
[21:03:20] <jdhnc> then buy a better switch if not.
[21:04:07] <djdelorie> the built-in debounce module should be enough for now anyway
[21:04:25] <joe9> djdelorie: "or a different debounce routine that only debounces the release, not the hit" -- any thoughts on how to go about this?is
[21:04:37] <djdelorie> joe9: look at the .comp URL I posted
[21:04:59] <joe9> i am, just wanted to check that it is what you were talking about.
[21:05:14] <djdelorie> it's a starting point
[21:05:18] <joe9> ok, thanks.
[21:05:35] <djdelorie> for now, just use the debounce that comes with linuxcnc. At least it will get your auto-homing working :-)
[21:06:50] <Tom_itx> http://www.all-electric.com/schematic/debounce.htm
[21:08:40] <joe9> one of the stepper motors at the reverse velocity of 0.025 has a screeching sound just when it is moving. is that common?
[21:08:47] <joe9> it is happening on only one motor.
[21:09:03] <Tom_itx> maybe the pulse is too narrow?
[21:09:43] <joe9> Tom_itx: that is a good article. thanks.
[23:02:02] <joe9> djdelorie: can you please post your axis_2 section of the .ini file?
[23:02:23] <joe9> the search and latch are working fine, but, the home is going in the opposite direction.
[23:02:29] <djdelorie> http://www.delorie.com/cnc/dj_cnc_1.ini
[23:03:33] <djdelorie> if your jogging needs to be reversed, invert the direction pin for that axis
[23:03:42] <joe9> the axis_2 home is closer to the max_limit than the min_limit.
[23:03:55] <djdelorie> if the jogs are right but the switch isn't where you think it is, move the home_offset to that end
[23:03:56] <joe9> ok, thanks. will do.
[23:04:14] <joe9> yes, the jogging is correct, it is just the switch.
[23:04:27] <djdelorie> mine home to the positive end
[23:05:09] <joe9> http://codepad.org/e59Vlukg is my z_axis
[23:05:23] <joe9> HOME = -100 disregard this
[23:05:34] <joe9> i am about to add this in to see how it works.
[23:09:07] <ssi> I've got a real bad chip stringing problem
[23:09:12] <ssi> damn machine's building birds nests :(
[23:09:33] <djdelorie> are you sure "chip" is the right word then? ;-)
[23:09:55] <ssi> what would you prefer I call them?
[23:10:53] <ssi> https://p.twimg.com/AqVTuk2CEAImzSI.jpg:large
[23:11:53] <djdelorie> shavings ? tinsel?
[23:13:08] <ssi> as you can imagine, it's somewhat scary when it does a tool change and whips that ball of razorwire around
[23:13:40] <djdelorie> you need a chipbreaker on whatever tool that was
[23:14:30] <ssi> it has a chipbreaker!
[23:14:42] <djdelorie> the photo says otherwise :-)
[23:15:09] <djdelorie> maybe you need a CNC shop vac ;-)
[23:15:57] <Valen> needs moar chip breaker
[23:16:24] <djdelorie> or a different cutting angle, so the shavings come off in a clean spiral and fall to the floor
[23:16:27] <Valen> need some of this
http://newsliteimgs.s3.amazonaws.com/100430_hulk1.jpg
[23:17:04] <ssi> needs moar DOC I think
[23:18:56] <joe9> in this custom.hal file, shouldn't there be a reference to the limit too?
[23:19:03] <joe9> i see the reference to home-sw-in.
[23:19:13] <joe9> but, not to the min limit.
[23:19:22] <joe9> just wanted to check that it is needed.
[23:19:53] <djdelorie> mine does:
http://www.delorie.com/cnc/dj_cnc_1.hal search for "lim-sw"
[23:21:32] <ssi> twice the DOC, same feed and speed, still stringing
[23:21:33] <ssi> FML :(
[23:33:29] <joe9> djdelorie: i notice that you have the zdir inverted. that is what I am missing. now, I think I have it mirrored to yours.
[23:33:44] * djdelorie thought I had Y inverted
[23:33:59] <joe9> djdelorie: the only issue I notice is that in the gui display, when the z axis is physically moving up, the cone is moving down.
[23:33:59] <djdelorie> inverting the DIR pin changes the *jog* direction also
[23:34:17] <djdelorie> for Z, positive should be UP
[23:34:23] <joe9> yes, i changed the search and latch velocity to negative.
[23:34:33] <djdelorie> check your Z jog accordingly. PgUp should move the Z axis up
[23:35:11] <djdelorie> no, get the regular travel correct first - jogging - *then* worry about which end the home switch is on
[23:35:27] <djdelorie> the gcode ignores the home direction, you want the travel directions to be correct
[23:35:48] <joe9> djdelorie: my travel directions are messed up both on Y and Z axis
[23:35:53] <joe9> i have them both inverted.
[23:36:02] <djdelorie> fix that first, then.
[23:36:16] <joe9> ok, will do.
[23:36:21] <joe9> thanks for that tip.
[23:39:42] <joe9> djdelorie: now, I have the jog directions correct.
[23:39:51] <joe9> the PgUp moves the Z-axis up
[23:39:58] <joe9> and PgDown moves the Z-axis down
[23:40:04] <djdelorie> ok, now for each axis, determine if the switch is hit with a positive jog or a negative one
[23:40:18] <djdelorie> the set the HOME_OFFSET, HOME, and homing speeds accordingly
[23:40:20] <joe9> and, that is possible without the invert on z-axis. invert is needed on y-axis though.
[23:41:03] <joe9> the switch for the z-axis is hit with a Pg-up (positive jog, correct?)
[23:42:53] <r00t4rd3d> http://i.imgur.com/Vm2UI.jpg
[23:43:11] <djdelorie> joe9: depends on where you put the switch ;-)
[23:43:21] <joe9> djdelorie: i put the switch on the top
[23:43:34] <djdelorie> then your Z is set up like mine; I home up also
[23:44:08] <r00t4rd3d> 3 of us building a house :/
[23:44:34] <djdelorie> you need a really big cnc pick and place machine there...
[23:45:51] <r00t4rd3d> we poured the footers today, sucked.
[23:45:59] <joe9> djdelorie: i do not understand one thing. the min_limit is -4 for you and the max limit is 0. I am assuming that your min limit is at the top.
[23:46:10] <djdelorie> -4 < 0
[23:46:18] <joe9> the search velocity should be negative, correct? going from 0 to -4
[23:46:27] <joe9> but, you have it at +ve
[23:46:28] <djdelorie> no, 0 is at the top, -4 is at the bottom
[23:46:40] <joe9> oh, gotcha.
[23:46:41] <djdelorie> a +ve home moves up towards 0
[23:47:07] <djdelorie> +ve Z travel moves up, remember?
[23:47:57] <ssi> problem solved
[23:48:00] <joe9> then it is not a minimum limit/home switch, but a maximum limit/home switch, correct?
[23:48:28] <djdelorie> right. My axes all home to the maximum limit switch
[23:49:04] <joe9> that is where I was different. I was homing to the minimum limit switch.
[23:49:36] <djdelorie> X and Y can home either way, Z should always home up, since that's usually the not-crashing way :-)
[23:50:18] <joe9> so, the only difference in my case is that Z should be a maximum limit/home switch. Thanks.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}