Back
[08:27:31] <skunkworks> zlog
[08:34:38] <jepler> seb_kuzminsky: sigh but thanks for that detection work
[08:51:18] <pcw_home> jepler: what about this modest proposal for index:
[08:51:20] <pcw_home> change the hardware so that when latch on index is enabled,
[08:51:21] <pcw_home> a readable bit toggles every time index is detected (and count latched)
[08:52:10] <jepler> I think that would work better but I'd want to think about it further before committing to something like that
[08:52:59] <pcw_home> it has the side benefit that you get encoder sanity checking as a bonus
[08:53:55] <jepler> if you have latch and toggle, I wonder if you need the enable anymore
[08:54:19] <pcw_home> nope its permanently enabled at startup
[08:55:47] <jepler> hm but you have latch register for both index and probe (and linuxcnc doesn't use the latter for its probe gcodes)
[08:56:18] <pcw_home> This can be tested with current firmware (just check the latch register for changes to detect index)
[08:56:19] <pcw_home> that has the minor problem that 65536 counts/rev encoders would fail
[08:56:40] <jepler> tempting to say linuxcnc can just look which (one) bit toggled, but you could have a probe touch and an index all in the same ms
[08:56:54] <jepler> pcw_home: or if you go just past index and then reverse, regardless of counts/rev
[08:57:28] <pcw_home> yeah you can do both but you lose the sanity checking when probing
[08:58:08] <pcw_home> Right, a toggle is better
[08:58:56] <pcw_home> (you are not going to be homing and probing at the same time)
[08:59:19] <jepler> no
[08:59:30] <mozmck> I use the Z home switch for probing...
[08:59:39] <jepler> but if each index pulse is latching all the time (no enable bit) you have the potential for confusion
[09:00:37] <pcw_home> you still have the index-enable but its just in the driver
[09:00:39] <jepler> seems like you could sacrifice CCR bits 0..2 to define some new modes
[09:05:37] <jepler> you'd have to worry much much more about bounce in the probe/index signal
[09:06:11] <jepler> if two rising probe edges are seen in one servo cycle, does the hypothetical new status bit toggle twice?
[09:06:24] <jepler> afk for some coffee
[09:06:35] <pcw_home> yes
[09:07:55] <pcw_home> if there were more readable bits, a index count would be good
[09:16:51] <pcw_home> maybe a mode bit that changes the register readback bits that are just used at
[09:16:53] <pcw_home> setup to a set of bits more useful when running
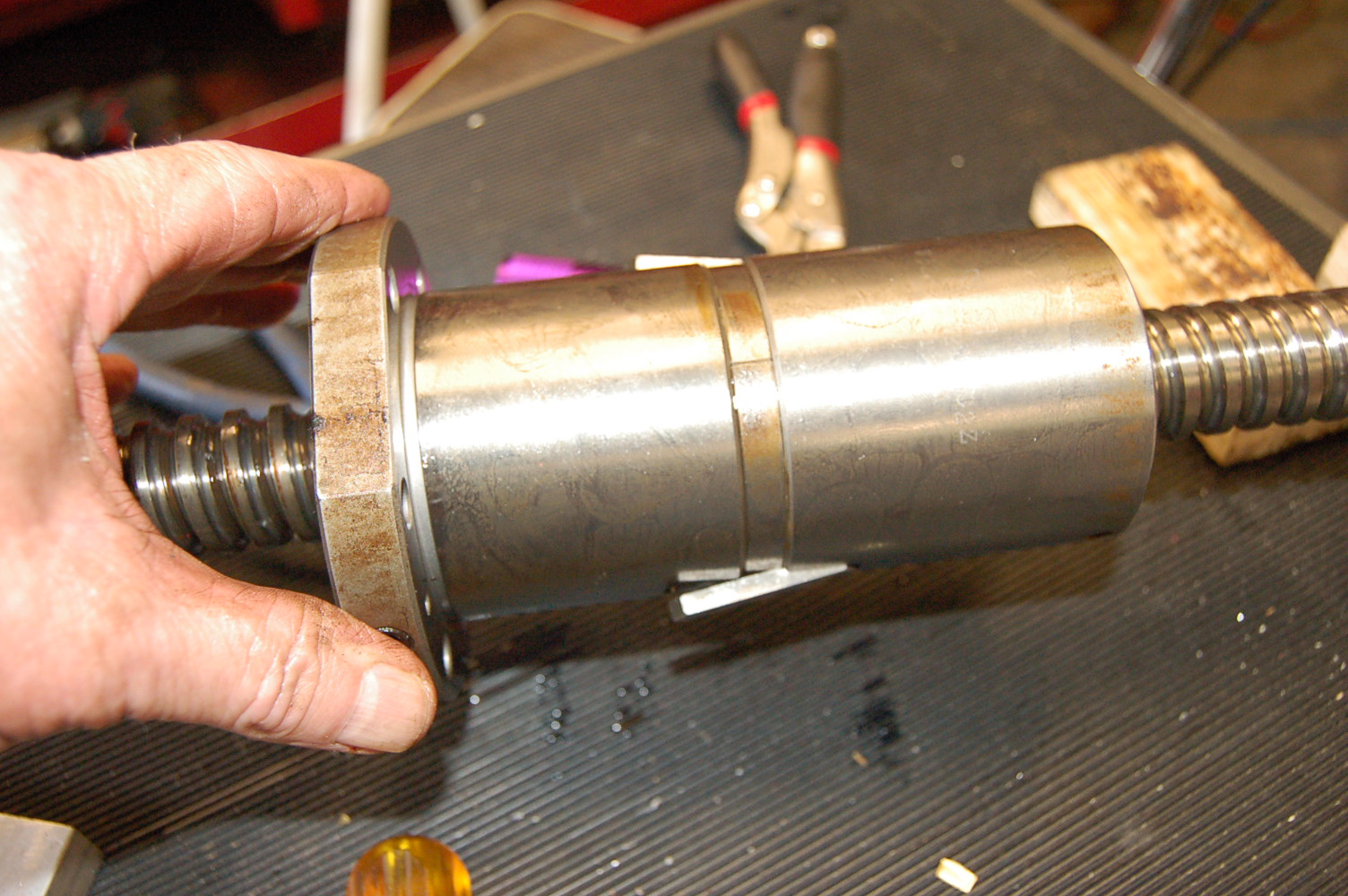
[09:24:12] <skunkworks> Z ball screw out of the matsuura
[09:25:10] <skunkworks> Looks like it has the same slack over the whole distance. We can add about .002 shim between the nuts
[09:25:56] <mozmck> just heat it up a little ;-)
[09:27:19] <pcw_home> that's good, better worn ball nut/balls than ballscrew
[09:51:31] <cradek> skunkworks__: balls not worn or crunched up? was the oiler working?
[09:54:56] <skunkworks> oiler seems to have been working. It looks and feels nice
[09:55:09] <skunkworks> it doesn't feel crunchy
[09:55:24] <skunkworks> cradek, didn't you re-ball something?
[09:56:12] <cradek> seems like I've done several, but the only one I specifically remember is the hnc's Z
[09:56:50] <cradek> I still have a bunch of baby food jars with balls marked .1853 .1855 .1857 or somesuch
[09:57:00] <skunkworks> heh
[09:58:04] <cradek> the balls in it were matte instead of shiny, and at least a few were crunched. it was pretty bad.
[09:58:48] <cradek> iirc it has two races but no shim adjustment between them
[10:20:15] <cradek> "These are available very cheaply, so I made one."
[10:20:20] <cradek> I enjoy andy's blog a lot
[10:22:25] <skunkworks> iirc it has two races but no shim adjustment between them
[10:22:28] <skunkworks> heh
[10:22:34] <skunkworks> http://electronicsam.com/images/matsuura/DSC_7655.JPG
[10:22:45] <skunkworks> http://electronicsam.com/images/matsuura/DSC_7656.JPG
[10:22:52] <skunkworks> http://electronicsam.com/images/matsuura/DSC_7657.JPG
[10:23:00] <skunkworks> http://electronicsam.com/images/matsuura/DSC_7658.JPG
[10:23:29] <cradek> seeing that reminds me that I reballed Y on Jr too
[10:23:56] <cradek> it looks just like that
[10:25:32] <cradek> wait did you find it with the anti-rotation bit unscrewed like that?
[10:25:58] <skunkworks> no
[10:26:13] <skunkworks> dad was adding shims between the nuts to see what it felt like
[10:26:16] <cradek> heh, because that would have explained the problem...
[10:27:04] <skunkworks> he could certainly pop one of the tubes out and take a look at the balls.
[10:27:48] <cradek> I think I only replaced the big ones, left the small ones alone
[10:28:59] <skunkworks> 2 different sizes? alternated?
[10:29:12] <cradek> yeah
[10:29:18] <skunkworks> neat
[10:29:26] <cradek> I think I've seen that in all screws I've had apart
[10:29:44] <skunkworks> can't say I have had one apart yet..
[10:30:18] <skunkworks> the x and y both have a little backlash - less than .001 I think.
[10:30:26] <skunkworks> y being the best
[10:30:39] <cradek> doing that nut I learned that with gage blocks I can tell .2499 from .2500 from .2501
[10:31:14] <skunkworks> by using a .2499 as a spacer?
[10:31:23] <archivist> you need a better bench mic :)
[10:31:51] <cradek> right, make up a .2499 stack between two other blocks and the .2500 ball won't go in without popping it all apart
[10:32:03] <cradek> for the .2500 stack the ball goes in and sticks, for the .2501 stack it falls right through
[10:32:49] <cradek> it was really neat to see
[10:33:02] <archivist> I dont trust my 1" gauge blocks because they all measure different
[10:33:28] <cradek> heh I guess you should never have more than one of them
[10:34:05] <archivist> I could do with at least one calibrating
[10:35:02] <skunkworks> 'all my gauge blocks are perfect - but they are not 1-2-3, they are .998,1.998,2.998.'
[10:35:09] <skunkworks> ;)
[10:37:50] <archivist> I was not at a proper temperature when I was playing the other day
http://www.archivist.info/cnc/bench_micrometer/
[10:38:01] <archivist> results at the bottom
[11:00:34] <cradek> huh, didn't know glass was used for that
[11:01:08] <cradek> I suppose it polishes nicely and doesn't rust. is the expansion coefficient good?
[11:02:36] <jepler> I suppose you guys all saw the video where the task is measuring the thickness of a sharpie mark
https://www.youtube.com/watch?v=46DBNUfhATo (the video's too long at 11 minutes, but it's neat what you can measure with appropriate tools)
[11:02:49] <cradek> yes!
[11:12:06] <archivist> cradek, I dont know if it is some special glass
[11:16:27] <cradek> I know that the coefficient can definitely be controlled (they figured it out long ago for the making of fused bifocals) but I don't know if it's big or small compared to metals
[11:18:53] <jepler> https://en.wikipedia.org/wiki/Thermal_expansion#Thermal_expansion_coefficients_for_various_materials
[11:19:47] <jepler> quartz is 10x better than borosilicate glass, invar is between those two. stainless is 3-5x borosilicate.
[11:19:59] <cradek> and don't use frozen mercury
[11:23:35] <archivist> hehe
[11:23:40] <seb_kuzminsky> jepler: seriously, 11 minutes? who's got that kind of attention span?
[11:23:46] <archivist> me
[11:24:44] <cradek> heh now I'm wondering if you could make a material with an unusually large CE to make rings that fit in both summer and winter
[11:24:54] <archivist> easier to watch him do it than replicate :)
[11:27:54] <archivist> besides my comparators dont have completely flat anvils like his, I think mine are designed not to wring the same
[11:37:45] <archivist> just found a catalogue covering that glass block, it is fused quartz
[11:47:54] <skunkworks> cradek, how did you decide you had the right size balls?
[11:48:09] <skunkworks> *rim shot*
[11:49:32] <cradek> skunkworks: I loaded up different sizes and measured the backlash. I was not successful at predicting the right size. a small change in size leads to a surprisingly large change in backlash.
[11:50:56] <skunkworks> how did you measure backlash? was it still in the machine?
[11:51:08] <cradek> yes I was able to do them both in place
[11:51:16] <skunkworks> ah
[11:52:44] <cradek> with a dual-nutter I bet you could screw them together (with a torque wrench?) and measure the offset of the anti-rotation bit's slot
[11:53:02] <cradek> I bet with a few ball sizes that would give you a very good plot of the relationship
[11:53:16] <cradek> (it's not linear of course)
[11:54:45] <cradek> so seems like you could determine exactly what ball size gives unpreloaded zero backlash
[11:54:53] <cradek> but then I don't know how you know what preload to add
[11:55:02] <cradek> "a bit"
[11:58:49] <skunkworks> Hmm - that might work. calculate how many lbs of preload you want - translate that to rotational torque. measure the total nut rotation at that ft-lbs - calculate shim thickness
[11:59:29] <cradek> that does sound pretty direct
[12:00:10] <skunkworks> then the question is how many lbs of preload. the internet says 7 to 10% of total ballscrew load. which I don't know either
[12:00:34] <skunkworks> a few hundred pounds seems like a good guess ;)
[12:04:34] <archivist> but... being the Z screw, doesnt gravity fix it for you
[12:04:57] <cradek> it's counterweighted
[12:33:33] <skunkworks> heh - 2.54 threads per inch... duh
[12:33:45] <skunkworks> I had to do the math for that..
[12:38:39] <seb_kuzminsky> http://static1.squarespace.com/static/528bbffae4b0b66670e447b3/t/56456c6fe4b0557e6c24a8eb/1447390320112/
[12:38:44] <seb_kuzminsky> you can do it skunkworks !
[12:50:09] <skunkworks> hmm - if I did that right - I get 12 in-lb of torque to get 200 lbs of preload.
[12:50:57] <skunkworks> that seems low
[12:52:35] <skunkworks> (that is 100% efficency - worse case)
[13:30:22] <cradek> skunkworks: you need to wedge a bathroom scale between the nuts to sanity-check your numbers
[13:31:24] <cradek> I agree 1 ft lb seems too low. with 1lb at a foot, it seems like you could have your finger in there and not even squish it too uncomfortably
[13:31:39] <cradek> not at all like a 200lb person standing on it
[13:36:13] <cradek> skunkworks:
http://i1.kym-cdn.com/photos/images/newsfeed/000/234/765/b7e.jpg
[14:37:26] <jepler> hm google fails if you search for: that dog with that tie picture
[14:37:32] <jepler> it has dogs with ties but not *that* dog
[15:00:24] <cradek> wow, he didn't have the direction signal hooked up to his step/dir rotary axis
[15:00:37] <cradek> I don't understand how that caused the reported problem, but whatever
[15:01:22] <PCW> I dont think I would have guessed that
[15:01:42] <cradek> that's an understatement
[15:02:09] <PCW> slightly bothersome the Tormach has their thread order bolluxed up
[15:02:19] <cradek> do you think it crept because there was dithering or something?
[15:02:25] <cradek> yeah, that's not good
[15:04:06] <PCW> i think it crept because .005 degrees/max_error/125 degrees/sec is much smaller than the timebase difference between the servo thread and PCI clock
[15:04:43] <PCW> .0005 degrees-max_error I mean
[15:06:59] <PCW> Thats only a +- 4 PPM frequency adjust range
[15:09:27] <PCW> .0005 _inches_ on a 2 IPS machine is fine, thats a +-250 PPM range
[15:36:43] <skunkworks__> .001 seems to loose .0015 seems too tight
[15:38:26] <PCW> that seems a bit backwards
[15:54:13] <skunkworks__> ?
[16:12:49] <PCW> oh the spacer, not the backlash
[16:35:44] <skunkworks__> yes - the spacer
[17:06:38] <skunkworks__> dad is going to try .001
[19:21:53] <seb_kuzminsky> what happens when you try to fix a bug in Task:
http://i.imgur.com/JwKnRJ6.gif
[19:22:15] <cradek> haha
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}