Back
[08:41:24] <ikcalB> has anyone dealt with the "linuxcnc-uspace" already? if so, is there an easy way to reuse existing halcomponents (respectively their code)?
[08:44:06] <micges> ikcalB: what component you're talking about?
[08:47:06] <seb_kuzminsky> ikcalB: just about all components work in uspace
[09:21:27] <cradek> ikcalB: tell us more about the problem you're having
[09:26:17] <ikcalB> well, there is the linuxcnc-ethercat driver, as well as some easy components we've written in the past (like signal lights state-machine)
[09:28:10] <ikcalB> in turn of migrating to a non-relevant ethernet chipset, we'd need to use the igh ethercat master's generic driver, which disables RTAI. Therefore we'd need to have that ethercat driver code to interface with linuxcnc-userspace
[09:28:54] <jepler> Yes, hardware drivers that directly use Linux kernel APIs that don't exist in userspace have to be modified.
[09:29:08] <jepler> non-hardware-driving components generally don't need modification.
[09:29:25] <ikcalB> what's more, we want to change the underlying fs to btrfs, which provides a readymade solution for backups, union-fs (using seed volumes) - and there is not an RTAI kernel available, which supports btrfs out of the box
[09:30:46] <ikcalB> jepler: thanks. looks like I dont need that anytime soon, but: how'd I reuse .comp code? (could not find the halcompile tool `comp` when installing linuxcnc-uspace*)
[09:30:54] <jepler> -dev
[09:31:33] <jepler> $ dpkg -L linuxcnc-uspace-dev | grep /bin/
[09:31:33] <jepler> /usr/bin/halcompile
[09:35:20] <ikcalB> jepler: omg. idk how i'd overlook that.
[12:53:27] <skunkworks> avg is marking mach4 as a virus..
[12:58:26] <malcom2073> Haha
[13:15:45] <ikcalB> :b1
[13:41:34] <skunkworks> https://groups.yahoo.com/neo/groups/mach1mach2cnc/conversations/messages/149133
[14:03:39] <Tom_itx> hah
[14:45:08] <jepler> skunkworks: every moderately interesting piece of software has that happen eventually
[14:45:18] <jepler> I think that's happened at $DAY_JOB too
[14:57:54] <skunkworks> I have seen that with other software.
[14:58:28] <skunkworks> it is slightly funny for someone like me that has a little attitude towards it.
[14:59:56] <cradek> you can sure be justified in laughing at the whole security model on windows where you pay a 3rd party to maintain a list of evil programs for you
[15:45:58] <jepler> that's not what they even do, though
[15:46:15] <jepler> they write programs that read files and output whether the file has evil contents or not
[16:01:41] <skunkworks> andypugh: finish your machining?
[16:01:53] <andypugh> Not even nearly :-)
[16:03:02] <skunkworks> heh
[16:04:14] <andypugh> Currently at line 16,000 of 54,000 of file 12 of 18.
[16:04:32] <skunkworks> yikes
[16:04:54] <skunkworks> is there a lot of contouring?
[16:06:39] <andypugh> How do you mean?
[16:08:05] <andypugh> The slowness mainly comes down to me not having much spindle speed
[16:08:55] <andypugh> Stuart’s big Cinci has a twice my spindle speed (and 4x at full whack). I think even the K&T has a higher spndle speed than me.
[16:21:15] <skunkworks> ah - spindle maxes out at 3000rpm.
[16:21:36] <skunkworks> we do have a die-grinder mounted for higher, small cutter machining
[16:21:54] <andypugh> My spindle maxes out at 1000 rpm
[16:22:11] <skunkworks> bigger cutter? ;)
[16:29:01] <andypugh> I am using a 37mm router cutter :-)
[16:35:36] <skunkworks> wow
[16:38:21] <andypugh> It’s a radius bit held in an ER16 collet.
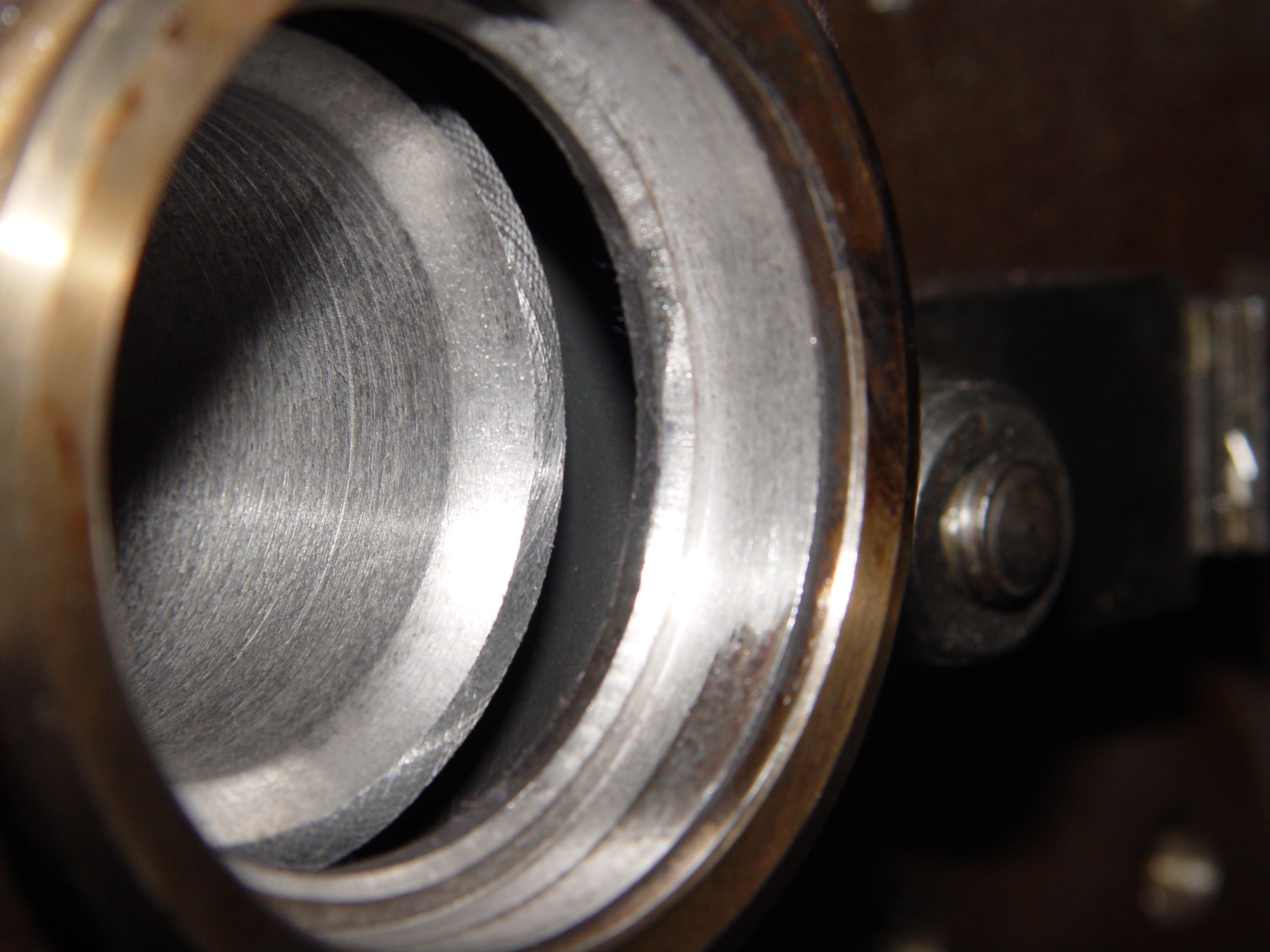
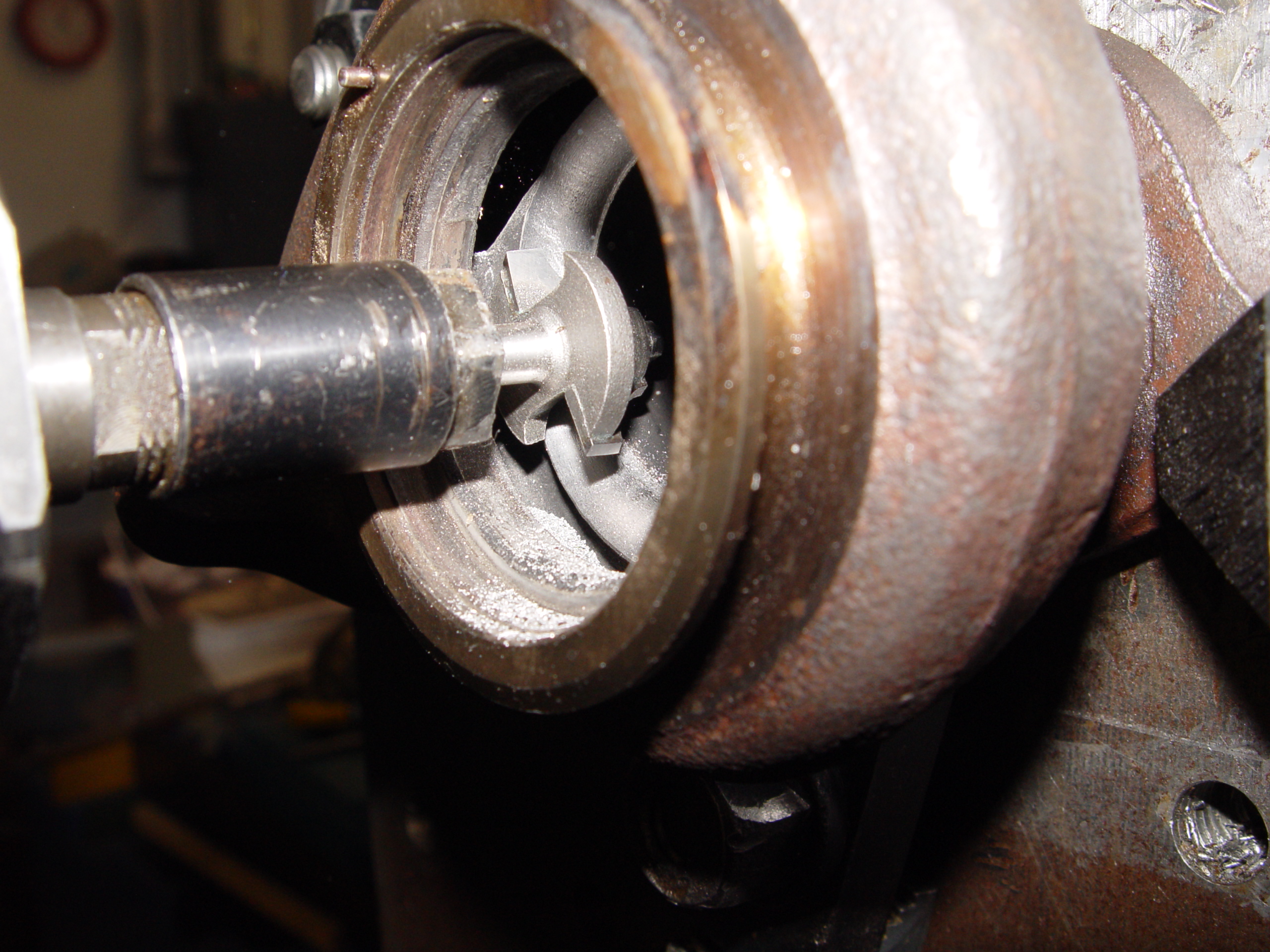
[16:48:24] <skunkworks> I have used carbide router bits to reshape turbo housings...
[17:01:44] <skunkworks> http://electronicsam.com/images/turbo/DSC02764.JPG
[17:02:00] <skunkworks> http://electronicsam.com/images/turbo/DSC02740.JPG
[17:03:05] <skunkworks> I think that was the last thing machined before the original control died
[17:03:18] <andypugh> more than coincidence?
[17:04:09] <skunkworks> I think it was its time...
[17:04:35] <skunkworks> 1969ish to the mid 2000s..
[17:08:16] <andypugh> jepler: You recall the inaccurate prediction of machining time from the Inventor NC-code editor? I have got to the bottom of it. The editor can’t handle G91.1. It interprets it as a G91 and then things go crazy.
[17:08:23] <andypugh> I made a video.
https://youtu.be/E9QQBFPmw-E
[17:10:34] <jepler> andypugh: ah, good find
[17:13:47] <andypugh> Now I know the problem that editor is a pretty nice tool.
[21:12:45] <skunkworks> yay
[21:12:47] <skunkworks> http://www.linuxcnc.org/index.php/english/forum/30-cnc-machines/29600-mc-500v-minimaster-retrofit?start=10#63797
[21:35:30] <cradek> why lucky? because you have differential?
[21:52:16] <skunkworks> some mx1's have 12v encoders.. for what ever reason
[21:54:01] <skunkworks> the jr was an mx1?
[21:58:26] <cradek> ummm
[21:58:29] <cradek> I don't know
[21:58:37] <cradek> it's called a MV Jr, I think
[21:59:41] <cradek> I don't remember the encoders being weird, but seems like the wheel was weird somehow
{kind=link}
{kind=link}