Back
[09:15:08] <cradek> huh, looks like no meeting this month
[09:51:07] <seb_kuzminsky> nothing to discuss?
[09:54:23] <archivist> aob :)
[09:57:41] <cradek> yep, no agenda
[09:58:07] <cradek> I went ahead and set up next month's wiki pages
[10:00:11] <skunkworks> Wait!
[10:00:15] <skunkworks> ;)
[10:39:01] <kwallace> I'd like to set an agenda, but I seem to have a hard time showing up on time.
[10:40:59] <kwallace> Any movement on whether to change the lathe tool orientation?
[10:46:18] <cradek> andy seems vaguely against changing it. my feelings about the situation are mostly a combination of sadness and ambivalence.
[10:47:31] <archivist> what about an axis with front and back tool
[10:49:02] <cradek> I don't understand the question
[10:51:02] <archivist> plenty of lathes have an x with turning on the front and a parting at the rear upside down so x is "inverted" between cuts
[10:51:33] <cradek> ok you're talking about new gcode/interpreter features
[10:51:50] <archivist> or how it is displayed too
[10:52:29] <cradek> ok what about them?
[10:52:39] <archivist> I just think some of the current discussion has wider application and thinking to be done
[10:54:34] <archivist> for me I would currently just hand code around the odd setups as I have done so far
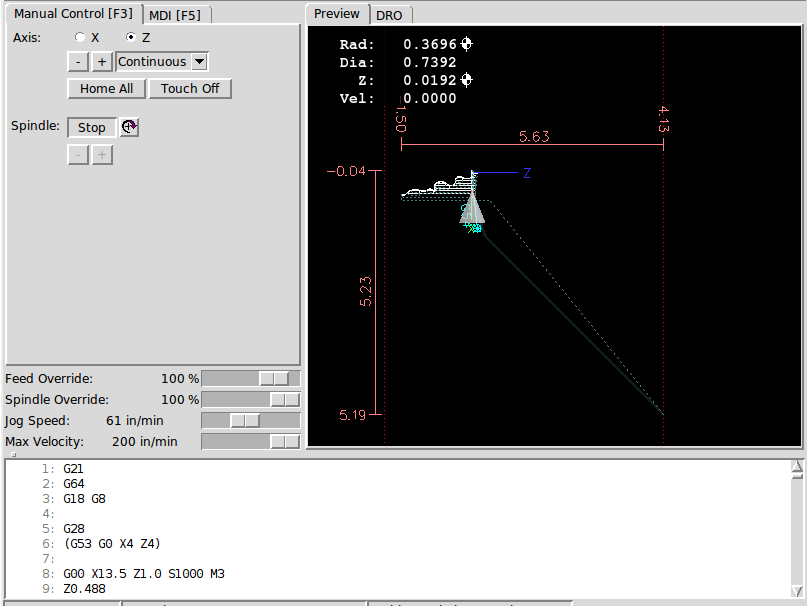
[13:29:58] <kwallace_shop> Am I on acid or did AXIS extents ignore rapid moves at one time?
http://www.wallacecompany.com/tmp/extents_w_g28-1a.png
[13:31:18] <kwallace_shop> I thought that extents should indicate the part extents rather than all movement.
[13:32:52] <cradek> yes is supposed to do some ignoring of initial moves, I thought initial rapids
[13:33:07] <cradek> you might check to see whether g0 instead of g28 changes it
[13:34:12] <kwallace_shop> I tried G53 G0 X70 Z70 (mm) to replace G28, but got the same result.
[13:34:26] <cradek> what version is this?
[13:34:58] <kwallace_shop> 2.5.1
[13:35:21] <cradek> would be interesting to compare 2.4 (pre-gremlin)
[13:36:35] <kwallace_shop> I am also trying to have the X extent labels show diameter values.
[13:38:32] <cradek> hmm, it's not clear to me how you would know when dia/rad is appropriate for that
[13:39:01] <cradek> g7/g8 mdi/readahead state is clearly not it
[13:39:59] <kwallace_shop> We only use or allow dia values.
[13:40:00] <cradek> just needs another display option on the View menu I guess
[13:40:15] <kwallace_shop> I can imagine it could be involved to figure out which moves one would want to leave out or in. Leaving all rapids out might be easier, but maybe not appropriate.
[13:40:40] <cradek> well there is already a checkbox for displaying rapids
[13:40:55] <cradek> but yeah that's not really the most useful distinction
[13:40:55] <kwallace_shop> Ahh.
[13:41:47] <kwallace_shop> Live extents for a highlighted path would be cute.
[13:43:07] <cradek> for me, in 2.5.3 sim/axis/axis the initial G0 moves are not counted in the extents measurement
[13:43:39] <kwallace_shop> So, I guess I'm not on acid, but just need to work on this some more.
[13:43:55] <cradek> http://timeguy.com/cradek-files/emc/extents.png
[13:44:06] <cradek> notice the lines 10 and 11 I added to the splash program
[13:44:23] <cradek> I don't know why your results are different
[13:45:19] <kwallace_shop> I think it might be where I put my G28 way out of the part area?
[13:45:40] <cradek> but you said g0 also did it
[13:45:52] <cradek> and 300mm is way outside the program in my test
[13:46:13] <kwallace_shop> G53 G0
[13:47:04] <cradek> g53 g0 doesn't break it for me
[13:47:40] <kwallace_shop> G21
[13:47:49] <kwallace_shop> G64
[13:47:49] <kwallace_shop> G18 G8
[13:47:49] <kwallace_shop> G28
[13:47:49] <kwallace_shop> (G53 G0 X70 Z70)
[13:47:49] <kwallace_shop> G00 X13.5 Z1.0 S1000 M3
[13:47:49] <kwallace_shop> Z0.488
[13:47:49] <kwallace_shop> ...
[13:47:50] <kwallace_shop> G00 X15.0
[13:47:50] <kwallace_shop> Z10.0
[13:47:51] <kwallace_shop> G28
[13:47:51] <kwallace_shop> (G53 G0 X70 Z70)
[13:47:52] <kwallace_shop> M2
[13:47:52] <kwallace_shop> %
[13:49:52] <cradek> I'd be happy to know what's different in your setup when you find it
[13:52:14] <kwallace_shop> Okay, I'll try to figure it out. Maybe I'll try a machine that has a fresh LinuxCNC install (Live CD?). It could be sw leakage from another branch?
[13:52:58] <kwallace_shop> It wouldn't be the first time.
[15:03:08] <jepler> GLCanon.straight_traverse checks self.first_move; if it is False then it does not add the move to the list of traverses. This list of traverses is later used to build the preview and calculate the extents.
[15:04:05] <jepler> first_move is set by: rigid_tap, arc_feed, straight_arcsegments (used internally by arc_feed, I think) straight_feed
[15:04:23] <cradek> no fair looking at the code
[15:04:39] <jepler> it's reset to false by tool_offset (changing active tool offset) and change_tool (changing active tool number, accompanied by movement to tool change location I think)
[15:07:46] <jepler> in my test, none of the codes in the preamble send any of the messages that set first_move false
[15:08:57] <cradek> I tested in mill mode and I assume he was in lathe mode
[15:09:00] <jepler> and first move is set in GLCanon.__init__
[15:09:21] <jepler> hmm, rs274 (the program) doesn't have a lathe mode
[15:10:13] <cradek> iirc, "Y doesn't exist" is pretty much the extent of lathe mode in the interpreter
[15:10:18] <jepler> doesn't seem to behave any different when I: rs274 -g -i lathe.ini
[15:10:54] <cradek> if you feed it a Y word does it error?
[15:11:06] <jepler> no, g0 y0 is accepted
[15:11:09] <cradek> hm
[15:12:00] <archivist> I see no reason to restrict the number of axes on a lathe
[15:16:07] <jepler> sure, though the shipped inifiles specify AXES = XZ because that's a very typical setup
[15:16:35] <jepler> I think what cradek was saying is there aren't (m)any "if lathe"-type statements in the interpreter proper.
[15:18:45] <jepler> of course, tool shapes only apply to XZ, diameter mode only applies to X, probably a few more things
[15:19:15] <jepler> and the AXIS GUI does more special things for lathe, like having only an XZ view and having diameter and radius specially called out instead of showing an "X Axis" position
[15:19:18] <cradek> you might actually be able to put a mill in G8 mode, but I don't recommend it
[15:20:06] <archivist> fun comes with sliding heads with live tooling :)
[15:53:04] <jepler> I keep glancing at irc and thinking I see "slide rule" somewhere in there
[18:50:12] <kwallace_shop> cradek: jepler: Thank you for the extents info above.
{kind=link}
{kind=link}