Back
[05:52:14] <rue_shop5> Tom_itx, awake?
[06:53:04] <Tom_itx> yup
[06:53:19] <Tom_itx> you?
[06:54:11] <Tom_itx> T1 M6
[06:54:22] <Tom_itx> G1 x1, y1
[06:54:41] <Tom_itx> you need a bit of preamble code though
[06:54:57] <Tom_itx> like G90 G17 18 19 depending on the axis
[06:56:07] <Tom_itx> %
[06:56:08] <Tom_itx> (bottom.txt)
[06:56:08] <Tom_itx> N1 T1 M06 ( .0312 END MILL )
[06:56:08] <Tom_itx> (Set Z Zero 2" off vice base)
[06:56:08] <Tom_itx> (Set X0 Y0 right rear corner)
[06:56:08] <Tom_itx> (Set box in vise USB end up)
[06:56:08] <Tom_itx> N2 G17 G00 G90 X-0.689 Y-0.0491 S10016 M03
[06:56:09] <Tom_itx> N3 G43 Z0.1 H1
[06:56:09] <Tom_itx> N4 Z0.0185
[06:56:10] <Tom_itx> N5 G01 Z-0.0815 F6.7
[06:56:17] <Tom_itx> that's the first of one of my files
[06:56:23] <Tom_itx> the basics
[06:56:51] <Tom_itx> N14 G03 X-0.5464 Y-0.1107 I0.0117 J-0.0104
[06:56:51] <Tom_itx> N15 G01 X-0.554 Y-0.1237
[06:56:51] <Tom_itx> N16 G03 X-0.5559 Y-0.129 I0.0135 J-0.0079
[06:57:01] <Tom_itx> 2 arc moves with a line between
[06:57:59] <Tom_itx> N140 M05
[06:58:00] <Tom_itx> N141 G49 G28 Z0
[06:58:00] <Tom_itx> N142 G28 Y0
[06:58:00] <Tom_itx> N143 M30
[06:58:00] <Tom_itx> %
[06:58:04] <Tom_itx> ends it all
[07:00:55] <Tom_itx> i don't usually worry about inch or metric G20/G21 since mine is set for inch already
[07:01:05] <rue_shop5> I'm just working out steps/
[07:01:07] <Tom_itx> http://linuxcnc.org/docs/2.7/html/gcode/g-code.html
[07:01:36] <rue_shop5> looks like X is 36000 steps/inch Y is 21458.8 steps/inch Z 38400 steps/inch
[07:01:37] <Tom_itx> dial indicator... G1 x1
[07:01:42] <Tom_itx> G1 X-1
[07:01:45] <Tom_itx> should read zero
[07:01:58] <Tom_itx> G1 Y1
[07:02:01] <Tom_itx> Y-1
[07:02:05] <Tom_itx> should also read zero
[07:02:20] <rue_shop5> I dont have 2 inch travel on my dial
[07:02:27] <Tom_itx> that's 1"
[07:02:31] <Tom_itx> over and back
[07:02:34] <Tom_itx> doesn't matter
[07:02:35] <rue_shop5> ah
[07:02:58] <Tom_itx> also i always use G90 (incremental)
[07:03:18] <Tom_itx> err absolute i mean
[07:03:37] <Tom_itx> G91 measures from your last position not from machine zero
[07:03:38] <rue_shop5> which is the metric/imperial setting again?
[07:03:45] <Tom_itx> 20 21
[07:03:48] <Tom_itx> 21 is metric
[07:03:52] <Tom_itx> G
[07:04:08] <Tom_itx> http://linuxcnc.org/docs/2.7/html/gcode/g-code.html#gcode:g20-g21
[07:04:35] <Tom_itx> you can include that in your first line like above if you want
[07:05:04] <Tom_itx> G43 turns on offset for your H word
[07:05:17] <Tom_itx> tool length offset
[07:05:48] <Tom_itx> so something like G90 G17 G43 G21 could be in order
[07:06:05] <Tom_itx> it defaults to G54
[07:06:11] <Tom_itx> which is the first fixture offset
[07:06:50] <Tom_itx> so from X0 Y0 Z0 (machine home) you set G54 X0 Y0 Z0 for your work zero offset
[07:07:28] <Tom_itx> then if you tell it G54 Z0 X0 Y0 it will go to your vise
[07:07:32] <Tom_itx> if you set it there
[07:08:03] <Tom_itx> some things you must specify on a separate line or you will crash tools
[07:08:11] <Tom_itx> like G28 Z0
[07:08:18] <Tom_itx> then G28 Y0 X0
[07:08:33] <Tom_itx> or it will move zig zag and break your tool
[07:08:45] <Tom_itx> so you retract the tool first then do the X Y move
[07:09:40] <Tom_itx> sounds like you're making good progress
[07:10:38] <Tom_itx> G41 G42 work the same as G43 but on diameter instead of length
[07:10:59] <Tom_itx> so if your tool is worn you can use G41 with a value and it will offset the toolpath for tool wear
[07:11:04] <Tom_itx> i don't like to use that much
[07:12:42] <Tom_itx> some commands are modal and some are not
[07:12:57] <Tom_itx> ie modal... once set they remain until changed or cancelled
[07:13:01] <Tom_itx> like G1 is modal
[07:13:11] <Tom_itx> so you can issue a G1 X1 on a line
[07:13:25] <Tom_itx> then the next line just specify the distance: x2, y3
[07:13:28] <Tom_itx> x4
[07:13:31] <Tom_itx> y 1
[07:13:32] <Tom_itx> etc
[07:13:50] <Tom_itx> not all machines respect this though
[07:14:10] <rue_shop5> my math is apparently way out
[07:14:14] <rue_shop5> 18tpi
[07:14:18] <rue_shop5> 1.8 degree motor
[07:14:28] <rue_shop5> ok, so 1.8 degrees is 200 steps/rev
[07:14:49] <rue_shop5> and I have 8 microsteps
[07:14:52] <Tom_itx> i ended up with 40,000 steps per inch on my direct driven 20tpi thread
[07:14:58] <Tom_itx> 10 microsteps on mine
[07:14:58] <rue_shop5> thats 1600 steps/rev
[07:15:13] <Tom_itx> 1.8 deg iirc
[07:15:45] <rue_shop5> I have a 51:38 gearbox (stepup)
[07:17:00] <rue_shop5> 1192.16 steps/rev
[07:17:32] <rue_shop5> 18tpi
[07:17:41] <rue_shop5> 21458.9 steps/inch
[07:18:03] <rue_shop5> 844.839 steps/mm
[07:18:05] <Tom_itx> so figure out if you plan to run in inch or metric
[07:19:08] <rue_shop5> I told it to go to 1, it traveled 7.5 inches
[07:21:30] <rue_shop5> its nice and fast tho
[07:21:35] <Tom_itx> that's off a tad bit
[07:21:50] <rue_shop5> your telling me
[07:22:00] <rue_shop5> I dont know if grbl defaults to mm or inch
[07:22:07] <Tom_itx> i was gonna mention that
[07:22:12] <Tom_itx> probably metric
[07:22:26] <Tom_itx> iirc marlin was metric by default
[07:22:41] <rue_shop5> thats a good point
[07:23:25] <Tom_itx> you can specify that in the ini file for linuxcnc
[07:23:37] <Tom_itx> you probably can also in the config for grbl
[07:23:38] <rue_shop5> is 20 or 21 metric?
[07:23:41] <Tom_itx> 21
[07:24:19] <Tom_itx> http://linuxcnc.org/docs/2.7/html/gcode/g-code.html
[07:24:23] <Tom_itx> keep that on speed dial
[07:24:36] <Tom_itx> http://linuxcnc.org/docs/2.7/html/gcode/m-code.html
[07:24:38] <Tom_itx> and that one
[07:24:54] <rue_shop5> hahah grbl uses the linuxcnc gcode ref page
[07:25:08] <Tom_itx> not too surprised
[07:25:23] <rue_shop5> I dont get it, how can I be so far out steps/mm?
[07:25:37] <Tom_itx> all in the steps per rev
[07:25:44] <Tom_itx> or revs per unit
[07:26:00] <Tom_itx> how far does it move in one turn of the screw?
[07:26:06] <Tom_itx> figure that out
[07:26:14] <rue_shop5> its 18tpi threaded rod
[07:26:19] <Tom_itx> then figure out what the stepper is doing
[07:26:34] <Tom_itx> but what is 18tpi in mm?
[07:26:37] <rue_shop5> its moving about 190x what it should
[07:27:02] <Tom_itx> so one turn is about .050:
[07:27:05] <Tom_itx> "
[07:27:14] <rue_shop5> zippo:/files/Projects/sparrow1# units inch/18 mm
[07:27:14] <rue_shop5> * 1.4111111
[07:27:14] <rue_shop5> / 0.70866142
[07:27:34] <Tom_itx> .055" per turn
[07:27:52] <rue_shop5> 1/18inch is 1.41mm
[07:28:04] <Tom_itx> 1.397mm per turn
[07:28:13] <rue_shop5> 1.411?
[07:28:21] <Tom_itx> that's not what i said
[07:28:26] <Tom_itx> you said that
[07:28:44] <Tom_itx> .055 * 25.4
[07:28:50] <rue_shop5> yea, but only one of us is right
[07:28:53] <Tom_itx> .05555555555
[07:29:16] <Tom_itx> (1/18)*25.4
[07:29:53] <Tom_itx> �/steps per turn
[07:30:09] <rue_shop5> I still get 1.411 mm/turn
[07:30:20] <rue_shop5> I have a gearbox
[07:30:22] <Tom_itx> well work with that for now
[07:30:27] <rue_shop5> 38:51
[07:30:40] <Tom_itx> you said 18tpi
[07:30:43] <rue_shop5> yea
[07:30:54] <Tom_itx> no mention of 38:51
[07:30:59] <rue_shop5> 18tpi->38T:51T->motor
[07:31:14] <rue_shop5> it upgears it
[07:31:19] <rue_shop5> fer speed!
[07:31:26] <Tom_itx> .74509 reduction
[07:31:47] <Tom_itx> 1.34210 increase
[07:33:44] <rue_shop5> I cant wrap my head around the way your doing this, I did it another way
[07:34:04] <Tom_itx> so for every turn the shaft makes (.055") the motor turns .0409"
[07:34:09] <rue_shop5> I have 1600 steps/rev (200*8)
[07:34:34] <Tom_itx> so 1600 steps per .040" at the motor
[07:34:44] <Tom_itx> and 1600 steps per .050" at the shaft
[07:35:26] <rue_shop5> if your answer is about 4.4steps/mm your close
[07:35:37] <rue_shop5> (ballpark)
[07:36:02] <Tom_itx> .055" = 1.397mm
[07:36:13] <Tom_itx> 1600 steps per 1.397mm
[07:36:37] <Tom_itx> or 16000 steps per cm
[07:36:52] <rue_shop5> 1600/mm?
[07:36:58] <Tom_itx> yes
[07:37:06] <Tom_itx> pretty sure anyway
[07:37:19] <rue_shop5> you went wrong, ~844 steps/mm was 190x too high
[07:37:28] <Tom_itx> that's one rev per 1.397mm
[07:37:45] <Tom_itx> and one rev = 1600 steps
[07:38:01] <rue_shop5> well, to ballpark it
[07:38:09] <rue_shop5> if 1 rev is about 1.5mm
[07:38:44] <rue_shop5> and its less than a motor rev to make a rod rev, then about 2/3 of 1600 should be 1mm
[07:39:05] <rue_shop5> so about 1000 steps/mm
[07:39:13] <Tom_itx> 1.342105 is the ratio
[07:39:14] <rue_shop5> and i got 844
[07:40:10] <Tom_itx> or .74509 if it's used as reduction
[07:40:26] <rue_shop5> it increases the mtoors rpm
[07:40:30] <rue_shop5> for the Y axis
[07:40:43] <rue_shop5> the other ones reduce a bit
[07:40:50] <Tom_itx> use the 1.3 number then on Y
[07:41:13] <Tom_itx> so 1600 = 1.3 turns
[07:42:22] <Tom_itx> so ~1230 steps = 1 turn
[07:42:24] <Tom_itx> approx
[07:42:33] <rue_shop5> sounds about right
[07:43:03] <Tom_itx> but you want exact if you want machine accuracy
[07:43:25] <Tom_itx> time to go
[07:43:41] <Tom_itx> no vacation play time for me..
[07:44:42] <rue_shop5> ok wait a sec
[07:44:53] <rue_shop5> if I made the steps/mm too small
[07:45:12] <rue_shop5> it would go short, right?
[07:45:18] <rue_shop5> or is it an inverse effect
[07:45:23] <Tom_itx> inverse i think
[07:45:40] <rue_shop5> I'm a factor of about 190 out
[07:45:45] <rue_shop5> I had 844
[07:45:45] <Tom_itx> git ur math right sir
[07:45:56] <Tom_itx> and the world will be one with you again
[07:46:08] <rue_shop5> the birds are waking up, its annoying
[07:46:12] <rue_shop5> anyhow
[07:46:48] <rue_shop5> hey, it dosn't says steps/mm it says step/mm
[07:47:08] <rue_shop5> oh typo
[07:48:13] <rue_shop5> ok I did 1 rev is 1600 steps
[07:48:24] <Tom_itx> but it isn't
[07:48:28] <Tom_itx> it's about 1230
[07:48:35] <rue_shop5> prebox...
[07:49:01] <Tom_itx> bye
[07:49:09] <rue_shop5> postbox its .. c ya
[07:49:20] <rue_shop5> 1192.16
[08:06:17] <rue_shop5> Tom_itx, ya know, something I didn't notice, its set to pull away from the stop switches by 10mm and its doing exactly that
[08:07:46] <rue_shop5> ooooh
[08:07:48] <rue_shop5> oooh man
[08:07:59] <rue_shop5> a homing cycle dosn't zero the position counters
[08:08:11] <rue_shop5> oh oh better
[08:08:26] <rue_shop5> it does, its 10mm from the 200 it thinks is the end of travel
[08:08:31] <rue_shop5> BURN
[14:38:39] <Tom_itx> mine does that too once it homes
[14:38:43] <Tom_itx> i have it set to do that
[14:38:47] <Tom_itx> .1" or such
[15:25:03] <rue_shop5> yea, but after homeing they set the postiion to axismax - stepback
[15:25:21] <rue_shop5> so, in last nights case, it was 200mm - 10mm = 190mm
[15:25:31] <rue_shop5> so the 'homed' postition was -190mm
[15:25:48] <rue_shop5> when I told it to go to 1mm, it had to move 191mm
[15:25:54] <rue_shop5> remember I said it was moving 19cm?
[15:26:16] <rue_shop5> instead of 1mm?
[15:28:40] <Tom_itx> something like that
[15:31:23] <rue_shop5> my origional math was right, its start position wasn't
[20:03:57] * Tom_itx wonders if rue_shop5 got tangled up in his math
[20:06:02] <rue_house> I did the math right
[20:06:16] <rue_house> I didn't know zero was 190mm away from where the start position was
[20:07:18] <Tom_itx> ever make a bootable thumbdrive with dos 6.22?
[20:07:31] <Tom_itx> not freedos not any other dos but dos 6.22
[20:07:34] <rue_house> I dont have any motherboards that will boot usb
[20:07:40] <rue_house> oh wait
[20:07:41] <rue_house> we must
[20:07:59] <Tom_itx> i should have but i doubt they support dos
[20:07:59] <rue_house> one of the guys made a custom boot program and got one of the maches to boot it
[20:08:06] <rue_house> hello world, as a boot
[20:08:23] <Tom_itx> rufus works very well to make a bootable thumbdrive
[20:08:52] <Tom_itx> i dunno if it does 6.22
[20:17:41] <rue_house> apparently its a biped omnimech
[20:19:11] <rue_house> pretty small tho, I'm guessing 3 tons
[20:26:36] <Tom_itx> that reminds me...
[20:26:52] <Tom_itx> i should go fix the compressor regulator
[20:30:54] <rue_shop5> here is a design for ya tom, this took me a while to work out
[20:31:21] <rue_shop5> http://ruemohr.org/~ircjunk/images/tray.png
[20:57:46] <Tom_itx> what about it?
[20:58:33] <Tom_itx> am i supposed to make it? there are no dimensions given
[21:07:33] <rue_shop5> it was an interseting one to design tho
[21:10:04] <Tom_itx> what's it for?
[21:10:50] <rue_shop5> its a little parts tray
[21:10:54] <rue_shop5> ma watned some
[21:10:59] <Tom_itx> sides curve in?
[21:11:12] <Tom_itx> you printed it?
[21:11:23] <Tom_itx> that wouldn't be that hard
[21:11:24] <rue_shop5> they are splayed out
[21:11:28] <rue_shop5> ~45 degrees
[21:11:28] <Tom_itx> yeah
[21:11:38] <Tom_itx> pretty easy
[21:11:40] <rue_shop5> I'm printing number 8
[21:12:01] <Tom_itx> i had em print me some hdd mounts at the uni
[21:12:05] <Tom_itx> 3 so far
[21:12:10] <rue_shop5> in metal?
[21:12:23] <Tom_itx> 2.5 to 3.xx whatever it is
[21:12:24] <Tom_itx> no
[21:12:26] <Tom_itx> pla
[21:12:36] <rue_shop5> much more cost effective
[21:12:46] <Tom_itx> free to me
[21:12:49] <rue_shop5> I'd suggest ABS as it might take the idle warmth better
[21:12:55] <Tom_itx> it's ok
[21:13:00] <rue_shop5> pla gets soft really fast
[21:13:01] <Tom_itx> runs very cool
[21:13:04] <Tom_itx> i know
[21:13:09] <rue_shop5> good show
[21:13:18] <rue_shop5> I'v had a few oops :)
[21:13:41] <rue_shop5> I really have to get the cam processor written for this cnc now
[21:13:50] <Tom_itx> get catia
[21:14:06] <rue_shop5> I think I'll start with a program that just takes hole locations and runs a configurable drill cycle on them
[21:14:07] <Tom_itx> it's way cool for just about everything
[21:14:18] <Tom_itx> jt has that already
[21:14:20] <rue_shop5> I realized that all the ops fit pretyt easy in a for loop
[21:14:24] <Tom_itx> did you look at his stuff?
[21:14:34] <rue_shop5> dont have an ectra $75k
[21:14:37] <rue_shop5> extra
[21:14:40] <Tom_itx> python i think
[21:14:49] <Tom_itx> he wrote his routines
[21:14:59] <rue_shop5> I'm writing a cam program in C
[21:15:16] <rue_shop5> the less code your dependent on, the longer the project lives
[21:15:51] <rue_shop5> I dont know if I want to put this DW660 (30kRPM) drywall router on it or not
[21:16:11] <rue_shop5> I found the high rpms are indicitive to burning whatever you make
[21:17:03] <rue_shop5> I think that 5k is a fine top speed
[21:17:54] <Tom_itx> i like this one hdd adapter because you can hot swap drives with it
[21:22:16] <Tom_itx> can windows see a linux drive to navigate?
[21:22:24] <Tom_itx> doesn't look like it
[21:31:55] <Tom_itx> i forget what it's called but on your triangle what i would do would be draw 2 triangles on 2 planes and do an extrude on both of them
[21:32:06] <Tom_itx> then i would do a shell command to hollow it out
[21:32:10] <Tom_itx> pretty easy
[21:34:08] <Tom_itx> you can group a series of planes like that but you must select them in order or the extrude won't work right
[21:34:19] <Tom_itx> you can do some pretty complex extrudes that way
[21:34:27] <Tom_itx> fairly simply
[21:37:36] <Tom_itx> then there's the 'solid combine' where you draw 2 sketches on 2 opposing planes and it will combine the area of the intersect of both of them
[21:37:41] <Tom_itx> like 90 deg apart
[21:38:16] <Tom_itx> the other one is called multi-section solid
[21:39:55] <Tom_itx> these are all in the '2d' toolbox. i haven't really even gotten into the surfaces toolbox much yet
[21:51:33] <rue_shop5> windows can barely handle fat file systems, windows just dosn't do anything alien
[21:51:57] <rue_shop5> CSG?
[21:52:16] <Tom_itx> huh?
[21:52:22] <Tom_itx> what's csg?
[21:52:32] <rue_shop5> Constructive Solid Geometry
[21:52:44] <rue_shop5> you can take 3d objects and do 'math' with them
[21:52:46] <Tom_itx> never heard that term
[21:52:47] <rue_shop5> like subtractions
[21:52:59] <Tom_itx> yeah this does that quite nice
[21:53:16] <rue_shop5> for example, take two cones and subtract one from the other to make an icecream cone like thing
[21:53:20] <Tom_itx> like the 2 sketches 90 degrees apart
[21:53:34] <Tom_itx> i'd just do a shell on that
[21:53:36] <rue_shop5> isometric?
[21:53:38] <Tom_itx> from a solid cone
[21:53:43] <rue_shop5> mm
[21:56:13] <Tom_itx> i wish i could use one of these newer drives in that old pc
[21:56:23] <Tom_itx> how big a drive did dos see?
[21:56:33] <Tom_itx> err old pc's
[21:56:36] <Tom_itx> bios
[21:56:57] <Tom_itx> iirc it's a P166
[21:57:02] <Tom_itx> pretty darn old
[21:58:26] <rue_shop5> 2G
[21:58:34] <rue_shop5> per partition
[21:59:01] <rue_shop5> you could have up to 2 main partitions, and I dont know how many soft partitions
[21:59:07] <Tom_itx> what's a wd3200?
[21:59:14] <rue_shop5> 3.2g?
[21:59:20] <Tom_itx> i dunno, maybe
[21:59:34] <Tom_itx> i think i'll use that one
[21:59:37] <Tom_itx> if i can
[22:00:17] <Tom_itx> if i can
[22:00:25] <Tom_itx> 320g
[22:00:36] <Tom_itx> damn kbd buffer
[22:01:18] <Tom_itx> is that too big for that pc bios?
[22:11:17] <Tom_itx> funny the backup hdd is the one that is failing on it
[22:16:26] * katsmeow slurps dinner
[22:19:42] <katsmeow> http://DesignerThinking.com/images/DSCF7121m.jpg
[22:19:43] <katsmeow> http://DesignerThinking.com/images/DSCF7122m.jpg
[22:19:43] <katsmeow> http://DesignerThinking.com/images/DSCF7125m.jpg
[22:19:43] <katsmeow> http://DesignerThinking.com/images/DSCF7126m.jpg
[22:20:18] <katsmeow> the white spots are where hydraulic bend compensators can be placed
[22:27:32] <rue_house> oh hey
[22:27:47] <katsmeow> haie
[22:28:56] <rue_house> taking shape nicely kat
[22:29:31] <rue_house> did you preload the truss?
[22:29:44] <rue_house> bow it up in the middle a bit?
[22:29:45] <katsmeow> no, that's why the compensators
[22:29:50] <rue_house> ah
[22:29:57] <rue_house> aaah
[22:30:21] <katsmeow> atm, i dunno it's max capacity even, just that above 1/4 thick, i can expect bending
[22:30:53] * Tom_itx still don't know what it is
[22:30:55] <rue_house> whats the spacing between the rollers?
[22:31:07] <rue_house> its a kickass plate bender
[22:31:18] <Tom_itx> ahh
[22:31:44] <rue_house> the roller with the blue bearing is against the plate being bent, and the bearings under it keep it straight during the bend
[22:31:48] <katsmeow> 10" tween the two bottom rollers, unless i make anotehr set of end plates
[22:31:58] <katsmeow> yeas
[22:32:18] <rue_house> with the trusses keeping the small bearings in line
[22:32:30] <katsmeow> and the bending in the middle is tranfered to the heavy truss the bearing assy is saddled on
[22:32:46] <rue_house> I cant wait to see the frame that holds down the upper truss
[22:33:02] <katsmeow> big A frame
[22:33:23] <rue_house> I'm gonna nap
[22:33:54] <rue_house> I think I'll wake up in 2 hours, I should be good for 10 more hours runtime, then need 8 hour more sleep
[22:33:55] <katsmeow> i modeled this overall sze on the plate brake thing i did "roll" 5ft wide 1/4 thick plate n before, it also bend 1/2" thick plates
[22:34:50] <rue_house> do you have an expected force per ball bearing?
[22:35:04] <katsmeow> may be 2 A frames for the top roller, one for 1/8" and under, one for over
[22:35:48] <katsmeow> gonna vary some, but ~500lbs with 1/8 plate, depending on how hard it really is, and how tight i roll it
[22:54:23] <katsmeow> SR-2420
[22:54:24] <katsmeow>
[22:54:24] <katsmeow> $750.
[22:54:24] <katsmeow>
[22:54:24] <katsmeow> 24" x 20 gauge
[22:54:43] <katsmeow> SR-5016
[22:55:05] <zhanx> Think I need to do a crappier job at work
[22:55:20] <katsmeow> why ?
[22:55:39] <zhanx> My boss asked me to move to Florida with him over the winter to be his mechanic, which is not an option
[22:56:51] <katsmeow> well, do a good job, he will make you shopforeman in NY
[22:57:07] <zhanx> Something
[22:58:57] <katsmeow> get your bidet installed before back surgery
[23:00:31] <zhanx> Ugh need to work tomorrow
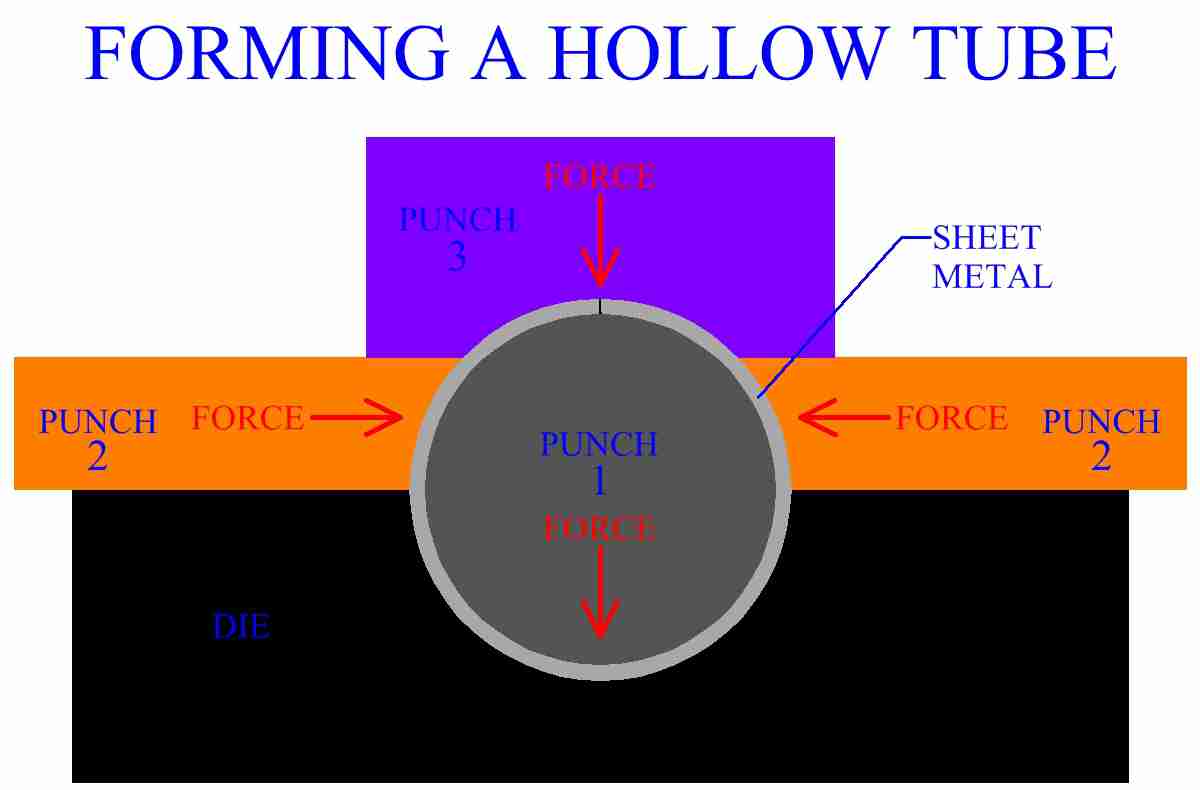
[23:06:58] <katsmeow> there's a trick :
http://thelibraryofmanufacturing.com/imagesforming/Bending9.jpg
[23:09:05] <zhanx> Filing that one away just in case
[23:10:04] <zhanx> Tiled the garden a bit more today, next week I can plant
[23:11:34] * katsmeow is staying with buckets
[23:11:58] <zhanx> I will take pictures tomorrow maybe
[23:25:09] * katsmeow feels like someone cranked up the gravity
[23:25:49] <zhanx> I think your right
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}