Back
[00:01:48] <XXCoder> oh
[00:02:07] <XXCoder> well if it is designed to have holes you definitely can use those
[00:02:15] <XXCoder> besides that dunno
[00:04:17] <zeeshan> CaptHindsight: not rerally lol
[00:04:57] <XXCoder> CaptHindsight: #cnc is dead
[00:05:00] <XXCoder> and registered
[00:05:08] <XXCoder> tried to register it, nope
[00:05:57] <zeeshan> http://i.imgur.com/Q3yOFPs.jpg
[00:05:58] <zeeshan> lol
[00:06:45] <zeeshan> Connor: are your T slots ground
[00:06:47] <zeeshan> on the corners?
[00:06:56] <Connor> I have no idea.
[00:07:22] <Connor> This is on th G0704..
[00:07:37] <zeeshan> got closeups of the table?
[00:08:15] <zeeshan> http://i.ytimg.com/vi/Qw88LSvFoac/maxresdefault.jpg
[00:08:23] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_04.jpg
[00:08:51] <zeeshan> usually you can machine squares
[00:08:56] <zeeshan> or rectangles that fit in that slot
[00:09:06] <zeeshan> and mount them to your fixture plate and use a tnut
[00:09:41] <zeeshan> if those arent machined
[00:12:28] <Connor> I think I'll have to come up with some sort of adjustment mech... I need a way to attach the 4th axis to my table.
[00:12:39] <Connor> but.. I don't want to tram it every single time.
[00:12:59] <zeeshan> make a fixture plate for your table
[00:13:09] <zeeshan> tram that once
[00:13:25] <zeeshan> and then have dowel hole/registers for your components
[00:13:29] <zeeshan> like the 4th axis
[00:13:31] <Connor> Going to make a mini figure plate for the 4th axis.. but.. you still have to tram the rotary table or 4th axis to the fixture plate..
[00:13:50] <zeeshan> why
[00:14:03] <zeeshan> if you put 3 spheres on your fixture plate
[00:14:07] <zeeshan> or dowels
[00:14:25] <zeeshan> and relative that that precisely drill holes/dowel locations for your 4th axis
[00:14:34] <zeeshan> then you can always zero off the dowels on the fixture plate
[00:14:39] <zeeshan> and go to your 4th axis location
[00:14:53] <zeeshan> -that = to
[00:15:22] <Connor> the 4th axis..(think lathe spindle) will be mounted to a fixture plate.. from underneath. with counter bored holes..
[00:15:49] <zeeshan> oh
[00:15:53] <Connor> I have No way to precisely tram it.
[00:15:54] <zeeshan> i thought you could access the bolts from top :P
[00:16:04] <Connor> I can on the rotary table.
[00:16:30] <Connor> But.. I'm thinking long term on this 4th axis index/spindle
[00:17:46] <Connor> Only thing I can think of is.. is a precession ground dowel for the front.. and some sort of adjustable pin for the rear (read front as being to the right, rear to the left of the 4th axis)
[00:18:22] <Connor> after it's trammed in for first time.. lock the adjustment down.. then use the T-nuts to lock down the mounting fixutre.
[00:19:06] <Connor> but, only if my center grove is ground.
[00:19:21] <zeeshan> pics of 4th axis index/spindle
[00:19:34] <Connor> Don't have it yet. It's just a idea
[00:19:46] <Connor> it'll be based on the casting from a 7x12 machine.
[00:20:00] <Connor> converted to 5c, with a plate that the iron cast bolts too.
[00:20:41] <Connor> http://www.littlemachineshop.com/products/product_view.php?ProductID=2299&category=1023914534
[00:21:15] <zeeshan> is the bottom of th eheadstock
[00:21:17] <zeeshan> threaded?
[00:21:31] <zeeshan> to accept bolts?
[00:22:08] <Connor> Probably. I think they take them off of working machines.
[00:22:19] <Connor> It DOES have a V grove in it..
[00:22:23] <Connor> I just noticed that.
[00:22:32] <zeeshan> :D
[00:23:27] <Connor> but, their is no guarantee how accurate that is.. and again how do you tram that too the plate and the plate to the table.
[00:24:35] <zeeshan> say you were to mount that to your table directly.. you can put a precision ground dowel on it
[00:24:49] <zeeshan> then run an indicator along the top of the dowel
[00:24:54] <zeeshan> and on the side of the dowel
[00:25:12] <zeeshan> should get you perpendicular to the spindle
[00:26:00] <zeeshan> after you get it square
[00:26:34] <zeeshan> you can check for Z axis tilt
[00:28:14] <Connor> Ugg.. this makes my head hurt.. I'm too freaking OCD.
[00:29:06] <zeeshan> :D
[00:29:07] <zeeshan> sleep on it
[00:29:15] <zeeshan> zzz time
[00:42:26] <ssi> sleep already?
[00:42:26] <ssi> lame
[00:43:12] <MrL> everyone here american? :D
[00:43:25] <MrL> seems that no one here when im awake
[00:44:44] <ssi> we have plenty of non americans
[00:50:43] <MrL> cool
[00:50:54] <ssi> https://pbs.twimg.com/media/BzUie9MIcAAIUWt.jpg:large
[00:51:01] <CaptHindsight> uhmerican
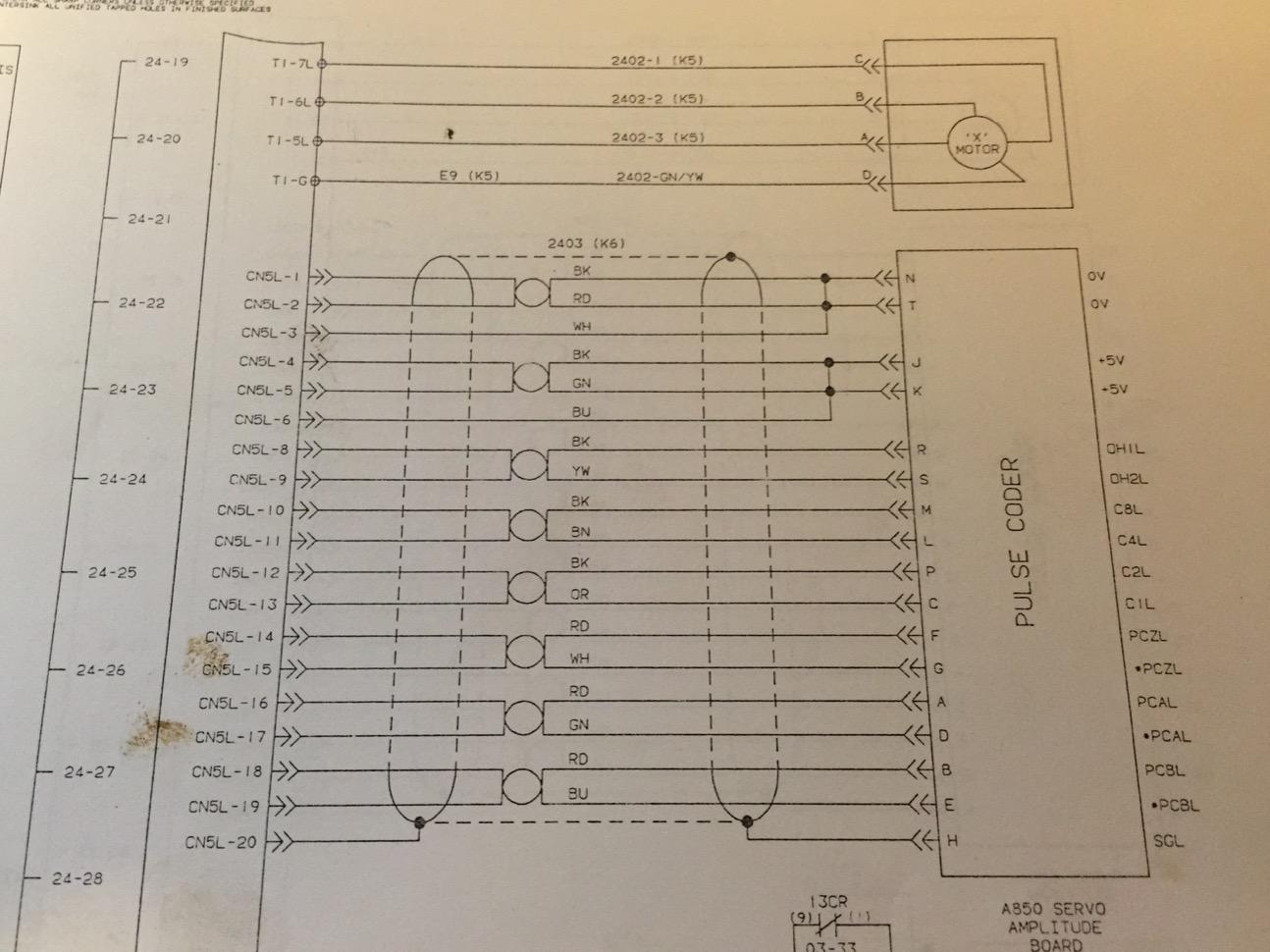
[00:52:18] <ssi> that drawing out of my control schematics book seems to match the fanuc pdf pcw linked me
[00:52:45] <CaptHindsight> ^5
[00:54:04] <CaptHindsight> ssi: this from the new VMC?
[00:54:16] <ssi> ya
[00:55:14] <CaptHindsight> ssi: how did you end up getting it from the trailer to its final spot on the floor?
[00:56:01] <ssi> huge ass forklift :D
[00:56:10] <ssi> https://scontent-a-mia.xx.fbcdn.net/hphotos-xfp1/v/t1.0-9/10672253_10100490548539302_6407225546292985700_n.jpg?oh=133d4623b69296b2b3cb4d91698ce09f&oe=54BE9D52
[01:13:28] <Connor> how did that thing not tip..
[01:13:42] <ssi> that forklift weighs 19,528lb
[01:18:16] <CaptHindsight> it doesn't look that heavy
[01:18:35] <MrL> is it filled with lead
[01:18:58] <CaptHindsight> ssi: how much did it weigh without you in it? :)
[01:19:20] <MrL> xD
[01:19:27] <ssi> 19,528 was the dataplate weight
[01:19:29] <ssi> my ass can only help
[01:20:23] <ssi> I still have the lift
[01:20:26] <ssi> I'm actually kinda concerned
[01:20:36] <ssi> they were supposed to come get it friday
[01:20:49] <Connor> That's not good. Wonder why they didn't come get it?
[01:20:58] <ssi> not sure
[01:21:01] <ssi> I need to call tomorrow
[01:21:16] <CaptHindsight> I'd call them in case they are trying to get you for extra time
[01:21:36] <ssi> well the guy I rented it from came by friday morning and picked up a check
[01:21:39] <ssi> I have a receipt for the rental
[01:25:24] <ssi> crap
[01:25:35] <ssi> I have everything I need to terminate d-sub connectors here, except pins :(
[01:25:38] <ssi> pins are all at the airport
[01:26:09] <Connor> https://www.youtube.com/watch?v=plNO7fntQkY
[01:26:58] <ssi> ugh
[01:27:00] <ssi> I hate flying cars
[01:32:15] <ssi> CaptHindsight: ok so I think I'm about ready to try to hook up one of these gemini drives and try to program it
[01:36:47] <ssi> I bought a null modem cable at frys saturday
[01:36:50] <ssi> I hope it's the right gender
[01:40:48] <ssi> hm
[01:40:54] <ssi> I hope that drive wasn't so cheap because it's dead :P
[01:50:33] <ssi> I think that may in fact be the case
[01:50:41] <ssi> I have three U6Es and three U12Es
[01:50:49] <ssi> I just bought the U6Es last week, and they were CHEAP
[01:50:55] <ssi> I brought one U6 and one U12 home with me
[01:50:58] <ssi> the U12 powers up
[01:51:05] <ssi> the U6 just clicks, sounds and smells angry
[02:08:57] <Deejay> moin
[02:15:54] <ssi> hi
[02:54:57] <ssi> bah
[02:55:01] <ssi> I need datasheets for these motors
[03:05:37] <ssi> haaalp
[03:05:38] <ssi> :(
[03:06:33] <Gammax> hi
[03:06:37] <Gammax> :)
[03:07:05] <ssi> hi
[03:07:17] <ssi> do you know anything about parker gemini drives?!
[03:07:42] <Gammax> WHats up!
[03:10:43] <ssi> I can't make this thing do what it's supposed to
[03:10:58] <ssi> 2. Issue the following command to the drive:
[03:10:59] <ssi> DRIVE1 (enables the drive)
[03:11:08] <ssi> when I do that, it just gives me back a ?
[03:11:33] <ssi> like it's expecting a parameter
[03:11:41] <ssi> and I can't find any damn documentation on the commands
[03:15:46] <Gammax> i dunno what your talking about] or your setup
[03:15:56] <ssi> Bit 7 : Motor Configuration Error YES
[03:16:00] <ssi> that probably has something to do with it
[03:19:37] <MacGalempsy> hello
[05:39:27] <jdh> TASX or TASF
[07:38:26] <jdh> but, there are assloads of motor config options and there might be existing values left in your drives.
[07:38:46] <jdh> install motion planner on a winbox, run the config wizard, save the text file it generates
[09:19:34] <JT-Shop> if you had to make some 17mm balls with a 1/4"-20 tapped hole from 6061 on the lathe would you thread some round stock and screw that to a mandrel or something like that?
[09:19:47] <JT-Shop> I assume you need to use a round insert to cut the ball?
[09:23:09] <PetefromTn_> I use either a form tool custom ground or my ball radius turning tools I built
[09:24:00] <jdh> GPS mount?
[09:26:09] <PetefromTn_> Of course I don't have a nice fancy CNC lathe.....YET!
[09:29:40] <JT-Shop> yea gps mount
[09:31:03] <PetefromTn_> got an image?
[09:31:32] <JT-Shop> no, just a 17mm ball on a stud
[09:32:51] <jdh> I use suction cup ones. They have a short life.
[09:33:00] <jdh> (the suction cup part)
[09:33:01] <PetefromTn_> If I had to make them I would probably start with round stock in the three jaw, drill and tap with the tailstock, then turn with the radius tool until it ALMOST parts off and then make a short threaded mandrel to hold it on a second op.
[09:33:31] <jdh> it doesn't need to be a complete sphere
[09:33:41] <PetefromTn_> even better
[09:33:43] <jdh> (for the mount, perhaps for your <whatever> it does)
[09:34:18] <skunkworks> then part it off so the top is a little flat...
[09:34:22] <JT-Shop> it's for a motorcycle mount
[09:34:24] <skunkworks> if that works
[09:34:58] <PetefromTn_> Well I cheaped out yesterday...
[09:35:04] <JT-Shop> sounds better than what I had in mind
[09:35:37] * JT-Shop goes back to building hand rails
[09:35:58] <PetefromTn_> I have been wanting to buy that nice five axis stop I have spoken about a couple times here...
[09:36:18] <PetefromTn_> but I always seem to find somewhere else to spend my spare change heh
[09:36:37] <PetefromTn_> so yesterday I started drawing the thing in 3d cad so I can machine one...
[09:36:51] <PetefromTn_> work is slow right now anyways and it will be good practice..
[09:37:14] <PetefromTn_> I should be able to get the main body cut today maybe if things go well.
[09:37:42] <PetefromTn_> worst part is all the little turned parts and the clamp action part for the stop rod itself.
[09:38:17] <jdh> if only you had a cnc lathe
[09:38:21] <PetefromTn_> Hopefully I can make a decent one here and it will serve me well..
[09:38:32] <PetefromTn_> yeah right... would LOVE one..
[09:38:56] <PetefromTn_> my 12x36 is officially for sale right now on craigslist so who knows..
[09:39:19] <PetefromTn_> in the mean time I have turned thousands of parts manually so not a big deal just time.
[09:39:41] <jdh> there's a 12x36 with stand on local CL for $1200 OBO
[09:39:50] <jdh> but, it's not lathe season yet.
[09:40:00] <PetefromTn_> really they are all really simple parts so CNC might not actually help that much
[09:40:11] <PetefromTn_> BUY IT.. that is a good deal if it is anything like mine.
[09:40:22] <jdh> cnc lathe seems much less useful unless you are doing production runs
[09:40:36] <jdh> (vs. a cnc mill/etc)
[09:41:38] <skunkworks> heh - not with atleast 1 jog wheel...
[09:42:10] <PetefromTn_> yeah I know... I manual mill with the CIncinatti all the time LOL
[09:42:50] <PetefromTn_> Lathe might be slightly less adaptable due mostly to feel but hey I use the power feeds almost constantly so who knows.
[09:43:00] <skunkworks> cradek likes jog switches - then set the jog speed at what you want to cut at..
[09:43:47] <PetefromTn_> we had a discussion awhile back about implementing some kinda jog lock feature..
[09:43:48] <cradek> with touchy, you can turn the wheel to tweak the jog speed DURING a continuous jog
[09:43:59] <PetefromTn_> The Haas machines have this and it is REAL handy.
[09:44:00] <cradek> it's really excellent
[09:44:58] <PetefromTn_> I would love that feature on the mill for facing off parts and manual operations. Right now I have to hold down the button on the keyboard and try to NOT hit the other arrow buttons local to it.
[09:45:19] <cradek> if you want locking jogs, you could just use non-momentary switches
[09:46:23] <PetefromTn_> seems like a keyboard button like CNtrl or something while pressing the directional button would work then press again to release.
[09:47:18] <PetefromTn_> then you can tie the physical buttons to the keyboard buttons if you want later on.
[09:49:38] <cradek> I think if you want that, you oughta use real switches
[09:50:01] <PetefromTn_> what if I just have a little table top CNC router or something?
[09:50:08] <cradek> we've had accidentally-locking jogs before, by pressing combinations of keys, and it's a bad thing
[09:50:22] <cradek> this would be reintroducing that on purpose
[09:50:35] <PetefromTn_> how is it a bad thing?
[09:50:51] <cradek> people don't expect it, and it's crashy
[09:51:14] <syyl> jog buttons are the most-crashy-thing in our shop
[09:51:27] <cradek> yep
[09:51:35] <PetefromTn_> wow that is surprising that people don't expect something that takes a concerted effort of pressing TWO buttons at the same time.
[09:51:41] <syyl> jog with full traverse (70m/min) sideways up to the vice
[09:51:51] <syyl> sheared the facemill right of the arbor
[09:51:56] <jdh> me typing mdi commands repeatedly are the most crashy thing
[09:52:35] <PetefromTn_> anyone can crash a machine doing about anything but I know when we were working in the shop on those HAAS machines this feature got a LOT of use.
[09:52:37] <syyl> https://dl.dropboxusercontent.com/u/24396704/IMAG0302.jpg
[09:52:38] <cradek> PetefromTn_: you *just* said you have to be careful to not press two buttons at the same time
[09:52:41] <syyl> wasnt that loud...
[09:52:45] <syyl> ;)
[09:53:01] <cradek> syyl: wow, did it toast the spindle?
[09:53:06] <syyl> naaa
[09:53:17] <syyl> its kinda sturdy machine
[09:53:18] <PetefromTn_> what I meant was the two buttons that are CLOSE to each other like the arrow keys for X and Y.
[09:53:21] <syyl> and the spindle was turning
[09:54:11] <syyl> http://www.maschinen-kistner.de/tl_files/Produkte/Bearbeitungszentren/DMG_DMC_75_V_linear/JPEG/Werkzeugmaschinen_Kistner_DMG_DMC_75V_Linear_101.JPG
[09:54:18] <syyl> the spindle of that thing is kinda robust
[09:54:49] <syyl> but the rapids can realy be frightening
[09:56:17] <PetefromTn_> hell I almost crashed using the MPG a couple times but that is the nature of the beast...ME! I still say that having some sort of keyboard jog lock that is NOT easily enabled with adjacent keys would be nice. How did it work before when you say it was a bad thing?
[10:03:45] <cradek> y'know, you could just define a very long increment, then you could stop it by hitting escape.
[10:09:56] <Connor> I'll be setting up a script that will allow you to probe the part.. then run a script that will face mill it based on the dimensions and locations from the probe. :)
[10:15:09] <PetefromTn_> Connor that sounds sweet......too bad I don't have a probe SIGH
[10:15:39] <PetefromTn_> Connor Do you have an oscillyscole?
[10:15:45] <PetefromTn_> scope
[10:16:03] <PetefromTn_> ;)
[10:16:41] <DaViruz> silly scope
[10:16:50] <PetefromTn_> yes exactly
[10:17:36] <ssi>
[10:19:17] <DaViruz> oh.
[10:19:18] <ssi> jdh: installing motion planner now
[10:19:19] <Connor> PetefromTn_: I have a digital one.
[10:19:25] <Connor> that works with a PC
[10:19:34] <Connor> why?
[10:19:39] <PetefromTn_> I saw those in the thread recently
[10:19:42] <ssi> jdh: I reset the drive before I started trying to configure it
[10:19:55] <ssi> jdh: but you have to pretty much know everything in the world about the motor before it'll ever work
[10:20:01] <PetefromTn_> I wanted to see about using one to better tune my new servos
[10:20:30] <jdh> ssi: yep. I only have them with parker motors
[10:21:15] <Connor> PetefromTn_:
http://www.parallax.com/sites/default/files/downloads/28014-USB-Oscilloscope-Documentation.pdf
[10:21:18] <Connor> that's the one I have.
[10:22:14] <PetefromTn_> interesting.
[10:22:20] <PetefromTn_> how do you like it?
[10:22:30] <Connor> That one isn't available anymore.
[10:22:40] <Connor> It works. I've used it for various things.
[10:23:07] <jdh> rigol or owon for cheap
[10:24:46] <Connor> PetefromTn_: It might not be fast enough.. It's only good up to like 200kHZ
[10:25:06] <Connor> 60 kHZ on Sine waves, 100khZ on Square waves..
[10:25:29] <PetefromTn_> http://www.ebay.com/itm/New-Hantek-6022BE-2CH-Channel-USB-Auto-Digital-Oscilloscope-20MHz-Bandwidth-/201185875496?pt=BI_Oscilloscopes&hash=item2ed79cd628
[10:25:33] <PetefromTn_> looks interesting.
[10:26:31] <FinboySlick> You young kids with your fancy oscilloscopes. Back in my days, we'd stick the leads to our tongue have to stay on key when we sang the frequency.
[10:26:48] <ssi> jdh: yeah see this doesn't really help me
[10:26:54] <ssi> I have to figure out the motor parameters somehow
[10:27:04] <PetefromTn_> its been so long since I used an oscilloscope in school I don't even remember how LOL
[10:27:42] <PetefromTn_> probably just twist the knobs til something appeared on screen :P
[10:28:19] <jdh> hit 'auto-set'
[10:28:26] <jdh> then work from there
[10:28:29] <PetefromTn_> even better
[10:28:30] <ssi> where is that?
[10:28:47] <ssi> auto-set's not going to do me much good considering that the machine that motion planner is on is not the same machine which is physically connected to the drive
[10:28:53] <ssi> oh you're talking about scopes
[10:28:55] <ssi> bah
[10:29:03] <jdh> auto-set for teh scope
[10:29:08] <PetefromTn_> honestly I was not sure either
[10:29:10] <PetefromTn_> LOL
[10:30:12] <jdh> ssi: you probably have the important parts
[10:30:24] <jdh> other than hall
[10:30:26] <ssi> apparently I don't
[10:30:51] <ssi> there's a thousand motor parameters, and they all have to be set before it'll let you enable the drive
[10:31:07] <jdh> run the wiz for a similar size motor
[10:31:08] <ssi> I put in sane sounding values for the ones I could
[10:31:14] <ssi> and made shit up for the ones I couldn't
[10:31:19] <jdh> then change the obvious ones
[10:31:24] <ssi> then I started working through the TCS faults
[10:31:26] <ssi> got up to this one
[10:31:26] <ssi> GV6K Internal velocity loop gains ≤ 0.
[10:31:30] <ssi> Increase SGVRAT. Recheck DMTKE, DMTJ, LJRAT, DMTD, DVBW, LDAMP.
[10:31:33] <ssi> tried all that
[10:31:35] <ssi> couldn't get beyond it
[10:31:40] <ssi> SGVRAT is at max
[10:31:44] <ssi> all the others are set
[10:31:47] <ssi> set to what, god knows
[10:31:47] <ssi> heh
[10:32:08] <ssi> i could try starting with a similar size motor
[10:32:23] <ssi> but I'd have to somehow figure out which is "similar size"
[10:39:41] <skunkworks> how many volts/amps are the motors?
[10:41:13] <Connor> What kind of glue would someone use to glue a rubber boot to the side of a stepper?
[10:41:43] <skunkworks> contact cement?
[10:41:54] <skunkworks> (nto rubber cement..)
[10:41:57] <skunkworks> Not
[10:42:07] <SpeedEvil> Zip-tie?
[10:42:49] <ssi> skunkworks: 110V 6.8A at stall
[10:42:50] <Connor> Maybe.. I dunno. I have 2 steppers.. and they have rubber boots with 15-pin d-subs on them.. and nice water tight boot.. well.. on one anyway.. the other isn't attached anymore.
[10:44:12] <skunkworks> ssi, pcw has some nice drives...
[10:44:21] <SpeedEvil> rubber cement seems likely
[10:45:58] <jdh> black rtv
[10:46:42] <jdh> mill a mounting bracket for it that clamps to teh motor
[10:47:14] <SpeedEvil> Try glue on the outside of the boot - gluing a little bit of metal to it first
[10:47:19] <SpeedEvil> And remember - clean first
[10:47:25] <Jymmm> who needs a bracket when you have RTV ?
[10:47:28] <ssi> skunkworks: 8i20?
[10:47:34] <ssi> I hadn't really thought about just getting some of those
[10:48:23] <ssi> I got the motor to spin with the gemini tho
[10:48:27] <jdh> w00t
[10:48:30] <ssi> I used the values for the BE344JJ
[10:48:35] <ssi> the wake and shake stuff is pretty weird
[10:48:47] <jdh> grind for a rev?
[10:48:50] <skunkworks> well - I am sure you can get them to work..
[10:49:58] <ssi> just wiggles back and forth a couple times
[10:50:01] <ssi> and squeaks
[10:50:01] <ssi> heh
[10:50:46] <ssi> skunkworks: I think these drives will work great if I can get all the motor parameters on the fanuc motors
[10:50:55] <ssi> but fanuc is VERY close with their documentation
[10:54:40] <gammax> Morning All
[10:55:16] <ssi> maybe it would be easier just to get peter's drives :P
[10:55:28] <jdh> where's the challenge in that
[10:55:45] <jdh> do you want to make chips, or solve hundreds of interrelated issues?
[10:55:55] <ssi> mostly the latter
[10:56:18] <ssi> these parker drives were supposed to be super awesome
[10:56:23] <ssi> but mostly they're just seeming like a huge hassle
[10:56:37] <jdh> they are super awesom, with parker motors
[10:56:37] <ssi> riddle me this:
[10:56:41] <ssi> once it's all set up
[10:56:52] <ssi> do you still have to send DRIVE1 over serial to enable the drive evry time it powers up?
[10:56:56] <ssi> cause that sounds like its own headache
[10:56:58] <jdh> no
[10:57:16] <jdh> it runs a startup program on powerup, you can put whatever you want in there
[10:59:46] <ssi> PCW_: hi!
[11:00:12] <jdh> make sure you know what MA you have before typing random moves.
[11:00:30] <CaptHindsight> ssi: are the other Gemini drives ok? Did you just pick the bad one for your first test?
[11:00:39] <ssi> CaptHindsight: I only have one of each at home
[11:00:46] <ssi> the U6 is bad, the U12 is good
[11:00:55] <ssi> I am afraid that all the U6s might be bad
[11:00:59] <ssi> but I don't have them here to test
[11:01:22] <ssi> the U6s were sold as "I can't test them, as is"
[11:01:31] <ssi> which probably means "I know these are bad, buy my junk"
[11:02:04] <jdh> I spent days trying to set up a 2axis system with a compumotor 6k4. After a lot of frustration, I found the 6K wouldn't actually talk to one of the drives
[11:02:28] <ssi> anyway here's where I am:
[11:02:53] <ssi> using the BE344JJ motor parameters, only thing I changed was encoder res
[11:03:08] <jdh> ERES12000 ?
[11:03:09] <ssi> in DMODE13 (autorun), it'll wiggle the motor then turn it about 1rps
[11:03:10] <ssi> yes
[11:03:27] <jdh> that's all autorun does
[11:03:33] <ssi> yes I know
[11:03:36] <ssi> it's turning the wrong way I think
[11:03:38] <ssi> but that's ok
[11:03:49] <jdh> as long as it always turns teh wrong way
[11:03:53] <ssi> the manual says next to put it in DMODE12 and command a 1 revolution move
[11:04:02] <ssi> when I do that, I can't get it to enable the drive
[11:04:10] <ssi> and then if I try to go back to 13 and enable, it won't
[11:04:12] <ssi> unless I do a reset first
[11:04:45] <jdh> what kind of reset?
[11:04:47] <ssi> RESET
[11:04:53] <jdh> oh
[11:05:16] <ssi> same reset that you have to do after changing motor parameters
[11:05:32] <jdh> motor params are not wiped though?
[11:05:35] <ssi> correct
[11:05:41] <ssi> that's FRS or something like that
[11:07:15] <jdh> if you skip the auto-run, will it move?
[11:07:18] <ssi> nope
[11:07:22] <ssi> won't enable
[11:07:40] <ssi> my suspicion is that it's complaining about hall state
[11:07:46] <jdh> dhall?
[11:07:50] <ssi> DHALL is set to 1
[11:07:53] <ssi> doesn't seem to help
[11:07:58] <ssi> it still shows up as a fault in TASX
[11:08:08] <ssi> Bit 21: Bad Hall State YES
[11:08:09] <jdh> I think you need a rev regardless
[11:08:12] <ssi> *DHALL1
[11:08:43] <ssi> so I just did a reset
[11:08:45] <ssi> and autorun
[11:08:47] <ssi> it's still running
[11:08:52] <ssi> and tasxf reports no bad hall state
[11:09:06] <CaptHindsight> yeah, what i was wondering if it would just disable the error or if it would ignore HALL altogether
[11:09:24] <CaptHindsight> autorun works even if the HALL and encoder is borked
[11:09:33] <ssi> then as soon as I switch to dmode12
[11:09:38] <ssi> tasxf starts reporting bad hall state
[11:09:39] <jdh> I don't think autorun works without the encoder
[11:09:41] <ssi> and drive won't enable
[11:09:44] <ssi> I have the encoder
[11:10:09] <ssi> so I guess my next step is to try to get the hall converter working
[11:10:12] <CaptHindsight> I had a motor that was dropped during shipment and bent the motor shaft just enough to get the encoder disc to scrape the sensor
[11:10:22] <ssi> but I really really really need to get proper motor parameters
[11:10:32] <ssi> in autorun, it squeaks slightly as it's turning
[11:11:05] <jdh> I think they need the hall for the first rev
[11:11:11] <CaptHindsight> autorun always worked but as the sensors lens got scratched more and more the motor would go more and more crazy during movements
[11:11:25] <ssi> well the manual claims that it can run without hall, using wake and shake
[11:11:28] <ssi> which is what autorun is doing
[11:11:28] <Connor> jdh: I think that's what Wake and Shake suppose to do..
[11:11:54] <Connor> Maybe it's not waking and shaking enough. :)
[11:11:59] <ssi> it's not even trying
[11:12:03] <ssi> it won't let me enable the drive in mode 12
[11:12:36] <Connor> Think the Driver manufacture might offer some phone support?
[11:12:43] <ssi> it's possible
[11:12:55] <ssi> the manual says "if you have trouble configuring a non-parker motor, call tech support"
[11:13:04] <Connor> Just don't tell'm you got it second hand.
[11:13:06] <ssi> :)
[11:13:24] <Connor> They may very well have the parameters on file..
[11:13:29] <CaptHindsight> http://www.parkermotion.com/manuals/gemini/Gemini_GV_HW_Install_Guide.pdf page 82 has the HALL troubleshooting info
[11:13:46] <ssi> CaptHindsight: yeah I know, but right now it's just THALL7 because there's no hall hooked up at all
[11:13:49] <ssi> NO HALL ATALL
[11:14:01] <CaptHindsight> yes, i know
[11:14:16] <CaptHindsight> it might have a work around for not having HALL
[11:14:28] <ssi> no, it doesn't
[11:14:35] <ssi> just goes through how to make sure it's hooked up correctly
[11:14:42] <ssi> which'll be handy when I get into my cpld lookup :)
[11:15:27] <CaptHindsight> there is some note about mode 12 only working with certain parameters loaded
[11:15:32] <Connor> My god.. I can't believe how much control tech goes into making a freaking motor turn...
[11:15:44] <zeeshan> heidenhain tnc 155.. is a controller
[11:15:49] <zeeshan> would the servo drives be part of it?
[11:16:31] <ssi> zeeshan: if you can find me datasheets on that motor, it would greatly enhance my life :)
[11:16:34] <CaptHindsight> well they are controlled to within arc seconds
[11:16:35] <jdh> However, it is only disabled after the first successful Hall transistion and commutation is taken over by the encoder.
[11:16:40] <zeeshan> there is a main processor board which is responsible for "keyboard, leds, user program intrepreeterd, generation of plc program address, transfer of i/o states between plc interface board, se board, and plc ram"
[11:16:45] <zeeshan> ssi i asked, he will get back to me
[11:17:32] <zeeshan> theres another board "clp-processor" which is responsible for "interpolation calculations, instaneous positions, vdu control, demand speed values to dac"
[11:17:39] <zeeshan> so im assuming this CLP-processor board is the "servo drive"
[11:17:50] <zeeshan> and also contains the interpolator for the linear scales
[11:18:04] <ssi> I think that's probably wrong
[11:18:54] <zeeshan> oh nm
[11:19:07] <zeeshan> its some sort of hardware that basically is responsible for calculations only
[11:19:52] <zeeshan> looks like a headache :D
[11:20:47] <ssi> ok I emailed parker
[11:20:54] <ssi> I think I've done all I can do right now
[11:21:00] <ssi> gonna go fetch my chip trays from the powder coater
[11:21:00] <Connor> Why not call ? :)
[11:21:09] <ssi> I'm not big on the phone
[11:21:13] <CaptHindsight> http://imagebin.ca/v/1cvUexa61oWa parker HALL state table
[11:22:12] <CaptHindsight> ssi: are you going to detect the Zero Crossings and generate HALL signals with a CPLD?
[11:23:08] <ssi> CaptHindsight: I'm going to read the 4 bit commutation track off the fanuc encoder and generate hall signals from them
[11:23:43] <zeeshan> http://i.imgur.com/LgZffuA.jpg
[11:23:44] <ssi> it'll be a little lumpy because the states don't correlate exactly
[11:23:45] <Connor> Is the fanuc encoder outputing normal encoder .. or you have to translate that too ?
[11:23:46] <ssi> but it'll be better than nothing
[11:23:47] <CaptHindsight> sounds good
[11:23:49] <zeeshan> can you guys tell by this picture
[11:23:53] <zeeshan> of its a servo or stepper
[11:23:54] <ssi> the quarature tracks are normal
[11:24:03] <Connor> Well, that's good
[11:24:17] <Connor> so, You just need something for the hall sensors then..
[11:24:34] <ssi> yeah, and that part I can handle
[11:24:47] <Connor> zeeshan: That looks like a servo to me
[11:24:54] <CaptHindsight> zeeshan: you never really know but the small pack on the back is probably an encoder so it might be a servo
[11:25:20] <Connor> Could be one of those Hybrid stepper/servo's we talked about last night..
[11:25:28] <zeeshan> its an old machine
[11:25:36] <zeeshan> you think that technology existed back then? :P
[11:25:44] <Connor> How old ?
[11:25:45] <ssi> my punch press has "Slo-syn steppers" on it
[11:25:48] <zeeshan> 1980 something
[11:25:51] <ssi> anyone know anything about those?
[11:25:52] <ssi> it's a 70s machine
[11:26:01] <zeeshan> old enough to use tape drives
[11:26:01] <zeeshan> haha
[11:26:02] <Connor> Could be a resolver on the back.
[11:26:11] <jdh> slo-syn is still arond
[11:26:14] <Connor> what kind of machine is it ?
[11:26:19] <zeeshan> mikron wf21c
[11:26:26] <zeeshan> i can't find any electrical specs on it
[11:26:30] <ssi> I'll take a pic oft he motors when I get down there this afternoon
[11:26:32] <ssi> they're old as dirt
[11:26:32] <zeeshan> i just know what controller it uses
[11:26:39] <ssi> anyway I'm gonna get on the road
[11:26:41] <ssi> thanks for the help folks
[11:26:42] <Connor> What is a slo-syn ?
[11:26:52] <jdh> blue motors?
[11:26:56] <ssi> yea I think so
[11:27:14] <jdh> pretty normal
[11:27:23] <zeeshan> im really hoping
[11:27:26] <zeeshan> the big connector is just 4 pins
[11:27:35] <zeeshan> not 223490o312820 pins
[11:27:40] <jdh> arent' there 2 cables going in to teh big one?
[11:27:45] <zeeshan> yea it looks like it
[11:27:53] <zeeshan> 1 might big the power/phases
[11:28:05] <zeeshan> 1 might be something like a temp sensor?
[11:28:07] <zeeshan> hopefully.
[11:28:49] <zeeshan> if its got a resolver
[11:28:56] <zeeshan> is it a "Dc motor (brushed"
[11:28:57] <zeeshan> )
[11:30:22] <jdh> cable on teh back part looks small
[11:31:20] <CaptHindsight> http://www.hobbyking.com/hobbyking/store/catalog/29067-1.jpg Guess what type of motor?
[11:32:37] <zeeshan> http://www.mullermachines.com/MachineImages/Large/17162_1.jpg
[11:32:38] <Connor> Some sort of outboard runner..
[11:32:40] <zeeshan> i still dont understand
[11:32:47] <zeeshan> how the control cabinet is that BIG
[11:32:56] <zeeshan> the green cabinet hiding behind the machine
[11:32:58] <zeeshan> right side
[11:33:08] <zeeshan> i asked the guy to hook me up with pics of its inside, but i didnt get any
[11:33:23] <zeeshan> i need to move that pos cabinet
[11:40:24] <Connor> zeeshan: Oh, You've not got that machine yet?
[11:40:29] <zeeshan> fridayt
[11:40:37] <zeeshan> picking up the flatbed thrusday
[11:40:40] <zeeshan> then its a long journey :D
[11:40:47] <Connor> HOw much ?
[11:40:58] <zeeshan> 2000
[11:41:09] <zeeshan> + about 700 in shpping by the time i have it back
[11:41:16] <Connor> What is that large green looking pole in the background ?
[11:41:28] <zeeshan> tool changer
[11:41:39] <Connor> you have more pictures?
[11:41:59] <zeeshan> not of mine
[11:41:59] <zeeshan> but
[11:42:05] <zeeshan> http://wild-maschinen.de/img/mach/ex/4ffe11d3d33fd850c6999e179eee677b.jpg
[11:42:23] <zeeshan> its a nice and compact machine
[11:42:43] <mozmck> looks nice!
[11:43:08] <zeeshan> main machine is anywhere from 4800-5800lb (variable weights online)
[11:43:13] <Connor> It have a quill ?
[11:43:15] <zeeshan> and that green cabinet is like 100lb
[11:43:17] <zeeshan> er 1000lb
[11:43:21] <mozmck> what model?
[11:43:22] <zeeshan> connor not sure
[11:43:28] <zeeshan> mikron wf21c
[11:43:37] <zeeshan> 16"x16"x16" capacity travel
[11:43:46] <zeeshan> i wanted 20, but this will do
[11:43:51] <Connor> head moves in and out... table up and down and left and right..
[11:43:58] <zeeshan> connor yes
[11:44:03] <zeeshan> its a little weird
[11:44:10] <zeeshan> but i bet rigid as hell
[11:44:24] <Connor> does it have a ATC ?
[11:44:24] <zeeshan> typical swiss/german over-engineering
[11:44:30] <zeeshan> no
[11:44:46] <zeeshan> i might adapt one
[11:44:48] <mozmck> Seems like I've seen much larger machines where the head moves in and out.
[11:45:20] <zeeshan> i gtg =/
[11:45:26] <mozmck> over-engineering? maybe for the rep-rap crowd :)
[11:46:56] <Connor> Okay, So I'm still debating on weather I want to kill power to the steppers, or simply use the enable/disable like I currently doing..
[11:47:30] <Connor> On ESTOP and LinuxCNC Machine On/Off
[11:49:13] <Connor> What i need to do is draw out the schematic of my current setup.. using pport and the C10 BOB and confer with PCW as to the best way to wire the 7i76 up.
[11:51:26] <Connor> PCW pcw_home_ What happens to Field I/O pins that are active high if the 7i76 looses field power and then regains it?
[11:52:01] <SpeedEvil> Connor: A more powerful explosion than you could possibly imagine.
[11:55:04] <pcw_home_> if the 7I76 loses field power and VIN the processor will be reset and all outputs will be disabled
[11:55:55] <pcw_home_> if the 7I76 loses just field power (VIN still there) you will get a UV fault and the outputs will be disabled
[11:57:11] <Connor> Okay... so, the current way my setup works is thusly.. the C10 has as Enable/Disable. I have a charge pump, being fed from the C10.. one side of the Charge pump relay toggles the SSR for the spindle. The other side sends 5v to the Disable on the stepper drives.
[11:57:28] <Connor> and disables the C10
[11:58:10] <pcw_home_> when 7I76 outputs are disabled you must stop and restart the serial interface to be able to control outputs again
[11:58:13] <Connor> in order to start everything.. I have a external momentary switch.. I push.. which temporarily enables the C10 BOB long enough for the Charge pump to receive the signal from the BOB.
[11:59:26] <Connor> and somewhere in there.. I have the ESTOP too..
[12:00:00] <Connor> okay.. So Dropping the field power isn't going work as a simple enable / disable then.
[12:01:02] <pcw_home_> No
[12:02:08] <Connor> In my setup.. after a E-Stop event.. I HAVE to push the external "Push-To-Start" Button to clear the E-Stop. Even if E-stop condition has been cleared.
[12:03:01] <Connor> I like that functionality. Make me think and double check everything before re-enabling..
[12:06:40] <Jymmm> Connor: So, yours is a auto-reset upon pushing start?
[12:08:04] <Connor> After a Estop event. you re-enable the E-Stop, then push the push-to-start button, which re-energizes the charge BOB allowing it to get the charge-pump signal.. at which point you can then toggle the machine On/Off button in linuxcnc
[12:08:39] <Jymmm> Oh, you don't have a safety relay?
[12:08:55] <Connor> No. I don't have a safety relay.
[12:09:13] <Jymmm> ah.
[12:12:43] <Jymmm> I encourage their usage.
[12:17:08] <Jymmm> They're really neat once you understand how they work.
[12:26:24] <Connor> Jymmm: Yea.. well.. I've never been able to find a real explanation on them..
[12:26:43] <Connor> and.. I really don't have room for one now.
[13:43:35] <JT-Shop> http://www.omron-ap.com/service_support/FAQ/FAQ02481/index.asp
[13:50:20] <Flipp__> what's the term called for when you take a long, thin, flexible object like a cord, fix one end and twist the other it around it's long axis, and it begins to wrap up on an axis perpendicular to the long one?
[13:51:46] <Jymmm> a mess?
[13:52:32] <Rab> Flipp__, there is a term for that, but I can't remember what it is! I saw a great video on how curly cords are made that explained the twisting dynamics, maybe look for that.
[13:53:46] <Jymmm> ah
[13:54:02] <Flipp__> Rab: thanks for the lead. Yeah. I know there's a term for it, and I'm trying to find out what it is... and find ways to prevent it
[13:55:38] <Rab> Flipp__, look up over-under cable winding for stagecraft.
[13:55:41] <archivist> you need to "fix" the twist, I stretch the length, some heat, some will be rotating the individual strands into the bundle (cable/rope making)
[13:56:15] <Tom_itx> yeah you need to spin the strands as many times as you wrap them
[13:56:18] <archivist> see "rope walk" too
[13:57:18] <Jymmm> http://www.newton.dep.anl.gov/askasci/eng99/eng99473.htm
[13:57:20] <Flipp__> well, I'm not sure that's quite what I'm looking for
[13:57:47] <Flipp__> I have a flex shaft (like from a flex-shaft dremel) that, if straight, does not do that weird coiling I'm trying to describe
[13:58:07] <Rab> ahh
[13:58:11] <Flipp__> but if you curve it, it has a tendency to "twist" along another axis than the shaft's
[13:58:25] <Tom_itx> too much torque on it
[13:58:28] <archivist> I twist wires together with a battery drill, but keep under tension, when done stretch the length
[13:58:31] <Tom_itx> or not supported properly...
[13:59:16] <Rab> Flipp__, like this? (But only one twist.)
http://1.bp.blogspot.com/-WBAhNDOh33A/Teg1cdFa9vI/AAAAAAAABSs/FXGDjb0tI-I/s400/CloueCurlicue.jpg
[13:59:16] <archivist> enclose in a retraining tube
[13:59:24] <archivist> restraining
[13:59:29] <Flipp__> Tom_itx: likely not supported properly... like, at all
[13:59:53] <Tom_itx> needs to be inside a tube
[14:00:04] <archivist> proper flexible drives are in a tube for that reason
[14:00:14] <Flipp__> rab: close. but imagine a single one of those curls twisting around the "intersection" point (vertical axis in that image)
[14:00:28] <Tom_itx> http://www.mathworks.com/help/physmod/sdl/ref/flexibleshaft.html
[14:00:37] <Flipp__> tom_itx and archivist: true. but won't the tube be subject to that twisting motion as well
[14:00:39] <Flipp__> ?
[14:00:40] <Rab> Flipp__, I know what you mean. Seconding too much torque.
[14:00:44] <Tom_itx> no
[14:00:55] <Tom_itx> not nearly as much as the flex shaft
[14:01:09] <archivist> none really
[14:01:35] <Tom_itx> it will experience small side loads when the inner shaft want's to twist
[14:01:51] <archivist> my dremel flexible drive is tubed
[14:02:05] <Tom_itx> that ^^ appears to be some math for them
[14:02:13] <Jymmm> This is tubed when in a pipe...
http://upload.wikimedia.org/wikipedia/commons/d/de/Electric-Drain-Cleaner.png
[14:03:16] <Flipp__> interesting. I'll have to see if I can find a suitable tube to run it through. thanks
[14:03:31] <Tom_itx> nylon may work
[14:03:42] <Tom_itx> brass will work
[14:03:56] <Jymmm> PE tubing from the hardware store
[14:04:01] <Tom_itx> i've seen nylon inserts inside brass tube
[14:04:15] <Tom_itx> http://www.sswt.com/flexshaft_materials.htm
[14:05:11] <Jymmm> Flipp__: what diameter?
[14:05:17] <Tom_itx> 2"
[14:05:20] <Tom_itx> :D
[14:05:32] <Tom_itx> largest ones i've seen are 1/4"
[14:05:42] <Tom_itx> usually 3/16 or 1/4"
[14:05:51] <Tom_itx> weed eaters use 1/4"
[14:06:22] <Flipp__> jymmm: not sure at the moment (shaft is at home), but guessing ~8mm
[14:07:00] <Tom_itx> i'd like to see how they get the square drive crimped on the end of em
[14:07:37] <Jymmm> Flipp__:
http://www.homedepot.com/p/DIG-1-2-in-x-50-ft-Poly-Drip-Tubing-B35/100175565
[14:11:24] <Flipp__> cool, thanks. I think I'll swing by there later today to grab some
[14:13:44] <Tom_itx> what's it for?
[15:17:43] <CaptHindsight> oh no's! First lousy printers now lousy micro-factories
https://github.com/firepick1/FireREST/wiki
[15:19:54] <ReadError> hey now
[15:19:59] <ReadError> firepick is gonna be sweet
[15:21:29] <Jymmm> Yeah, like High Fructose Corn Syrup.
[15:23:45] <JT-Shop> one way to clean off your table is start welding up hand rails
[15:24:30] <Jymmm> JT-Shop: then let the wind vlow away the ashes of everything that caught on fire?
[15:24:35] <Jymmm> blow*
[15:24:50] <CaptHindsight> Linuxcnc just needs the machine vision for pick-n-place
[15:25:01] <Jymmm> vision?
[15:25:08] <_methods> opencv
[15:25:09] <Jymmm> oh opticl, nm
[15:25:16] <Jymmm> optical*
[15:26:10] <CaptHindsight> ReadError: I'm not trolling or trying to start a flame war but what am I missing when I see these toy machines?
[15:28:45] <ReadError> CaptHindsight, its an open source pick-n-place machine
[15:28:50] <ReadError> shitty chinese ones cost 4k
[15:29:22] <mozmck> They have to be good - they use lots of modern buzzwords! rest, json, html5... :)
[15:32:18] <ssi> cnc2.0
[15:32:19] <ssi> lul
[15:32:40] <ssi> you know, if I were a smart man, i would have grabbed the 1hp vfd off the wall before I came down here
[15:32:43] <ssi> now I may be stuck
[15:33:21] <FinboySlick> what scares me a bit more is the AR15 auto-mill... Is that made with linuxcnc?
[15:33:52] <CaptHindsight> i didn't see the controller but it smells of raprap
[15:34:11] <mozmck> scares you?
[15:34:13] <ssi> yeah it probbaly is raprap :P
[15:34:23] <FinboySlick> rap rap sounds more like full auto ;)
[15:34:45] <FinboySlick> mozmck: DHS will put us all on lists!
[15:34:54] <ssi> let 'em
[15:35:07] <mozmck> oh, they probably have everyone with a brain on their list anyhow.
[15:35:19] <ssi> anyone who thinks that we ought to ban manufacturing in order to prevent people from doing something that's never been illegal is an idiot
[15:35:20] <FinboySlick> admitedly, I'm pro gun too so I'm there already.
[15:35:28] <CaptHindsight> https://ghostgunner.net/faq.html
[15:36:04] <CaptHindsight> "The plug-and-play PCB connects between existing Arduino and gshield boards,"
[15:36:19] <ssi> "What end mills (a.k.a. 'drill bits') are accepted?
[15:36:20] <Connor> ssi Stuck ?
[15:36:23] <ssi> why are these people so stupid
[15:36:40] <ssi> Connor: I want to hook up the coolant pump and start washing out the machine
[15:36:46] <ssi> the vfd I have is 1/4hp
[15:36:50] <ssi> and it's a bit too small for this pump
[15:36:56] <ssi> I just tried to run it, and it won't start
[15:37:03] <ssi> I'm taking a little break, then I'm gonna try to tweak the vfd parameters
[15:37:09] <ssi> it's currently set to 50hz max for one thing :P
[15:38:27] <CaptHindsight> they sold out the first 100 Ghost Gunners
[15:39:09] <jdh> to people who can't use existing $50 jigs for their 80% uppers
[15:39:25] <paul_liebenberg> hi, I had a computer die a few months ago. I am trying to get back up and running on a new computer. I have linuxcnc 2.6.3 installed, but having some limit switch issues. when I start up in axis, I turn on and immediately there is a joint 0 and joint 2 limit switch error. The display shows the limit switch symbols lit up on the DRO for those 2 axes. pushing the limit switch causes the symbol to go away and if I keep the
[15:39:25] <paul_liebenberg> switch depressed I can turn on with no alerts until I release the switch.
[15:39:27] <FinboySlick> ssi: why does your coolant pump need a vfd? I always sort of assumed that those ran at a set speed in most setups.
[15:39:31] <ssi> when I get the vmc running I'm going to mill a thousand AR lowers just to be an asshole
[15:39:32] <CaptHindsight> it appears to be the case :)
[15:39:45] <ssi> FinboySlick: because it's a three phase motor, and I only have single phase power :/
[15:40:00] <jdh> ssi: you don't need to mill a thousand lowers
[15:40:22] <jdh> paul: sounds like your switches got inverted
[15:40:41] <ssi> jdh: that's true, I'm already there
[15:41:00] <paul_liebenberg> How do they get inverted? and why only 2 of 3?
[15:41:46] <_methods> ghostgunner lol
[15:41:52] <_methods> you can buy a $50 jig
[15:42:07] <ssi> _methods: the whole thing is a stupid publicity stunt
[15:42:11] <_methods> a fool and his money soon have a 3d printer
[15:42:28] <_methods> yeah that kid is a clown
[15:43:29] <CaptHindsight> quick way to make $50K
[15:43:30] <ssi> man I'm so glad I have a couch and internet in my hangar now :D
[15:44:06] <jdh> paul: no clue. try changing your ping to/from _not
[15:44:07] <CaptHindsight> 100 systems at $1-1.2K that cost him ~$500ea
[15:44:28] <ssi> CaptHindsight: srsly
[15:44:36] <balestrino> where i can buy mesa cards in EU?
[15:45:10] <paul_liebenberg> jdh that would be in my hal file?
[15:45:23] <cpresser> balestrino: got mine from cncmonster.at
[15:46:04] <jdh> yes.
[15:46:28] <cpresser> balestrino:
http://www.shop.cncmonster.de/LinuxCNC/FPGA-Karten/PCI:::84_94_95.html
[15:46:31] <Connor> PCW you there ?
[15:47:23] <CaptHindsight> oh wait he sold 500 at $1199 to 1299
[15:47:24] <PCW> Yes
[15:47:39] <CaptHindsight> so he's making closer to $250K for this stunt
[15:47:55] <CaptHindsight> https://ghostgunner.net/preorder.html
[15:48:39] <CaptHindsight> and has another 108 orders on deposit of $250ea
[15:51:24] <paul_liebenberg> ok, I am lost, is it ok to post my hal file here?
[15:52:46] <skunkworks> paul_liebenberg: pastebin.com
[15:53:07] <paul_liebenberg> thanks.
[15:54:19] <paul_liebenberg> http://pastebin.com/2FAFhwx3
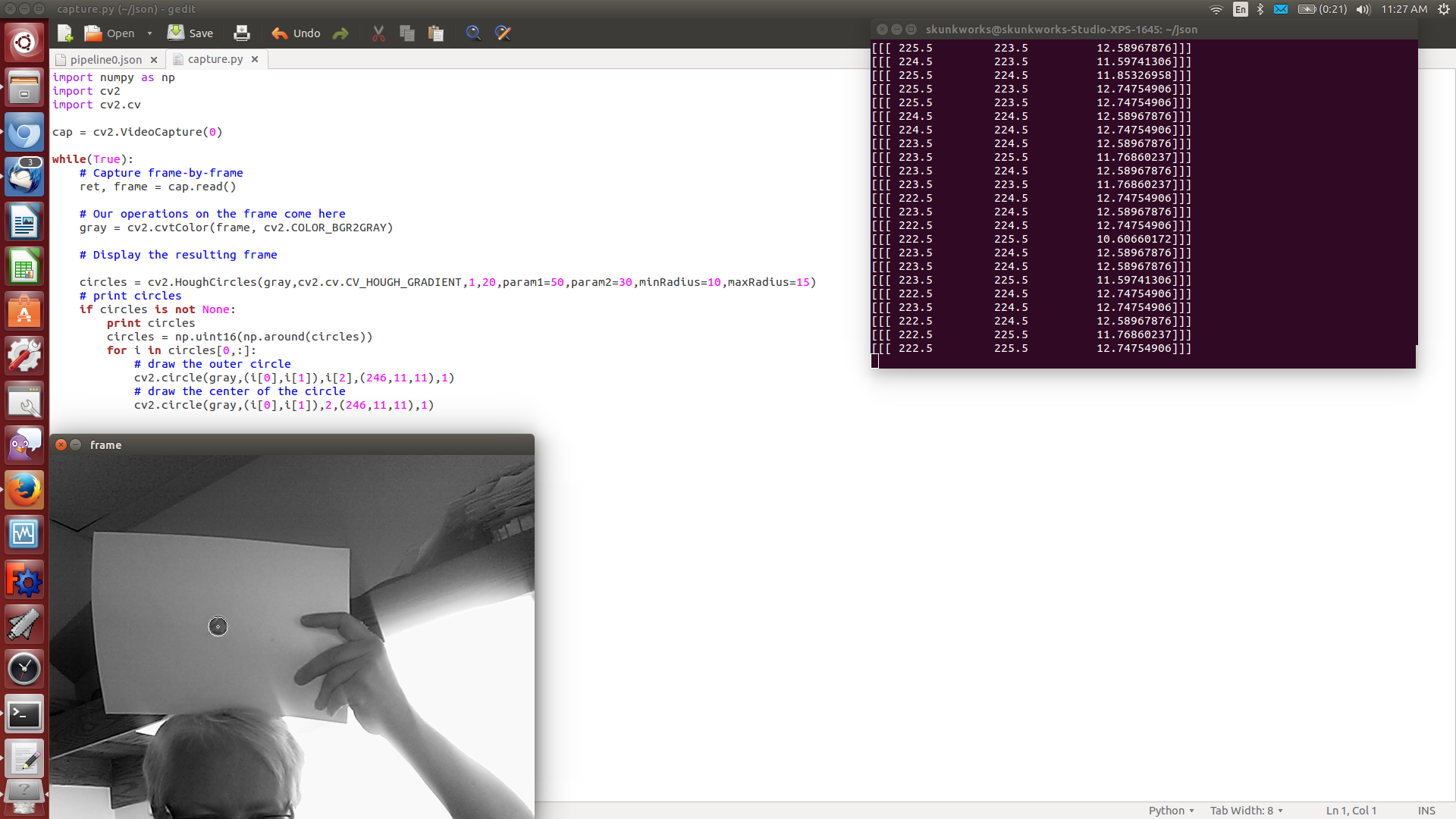
[16:10:35] <Tom_itx> CaptHindsight that software you've been looking at for object recognition looks pretty cool
[16:10:56] <Tom_itx> how hard will it be to integrate into linuxcnc?
[16:11:25] <CaptHindsight> camview/camunits is a dead project
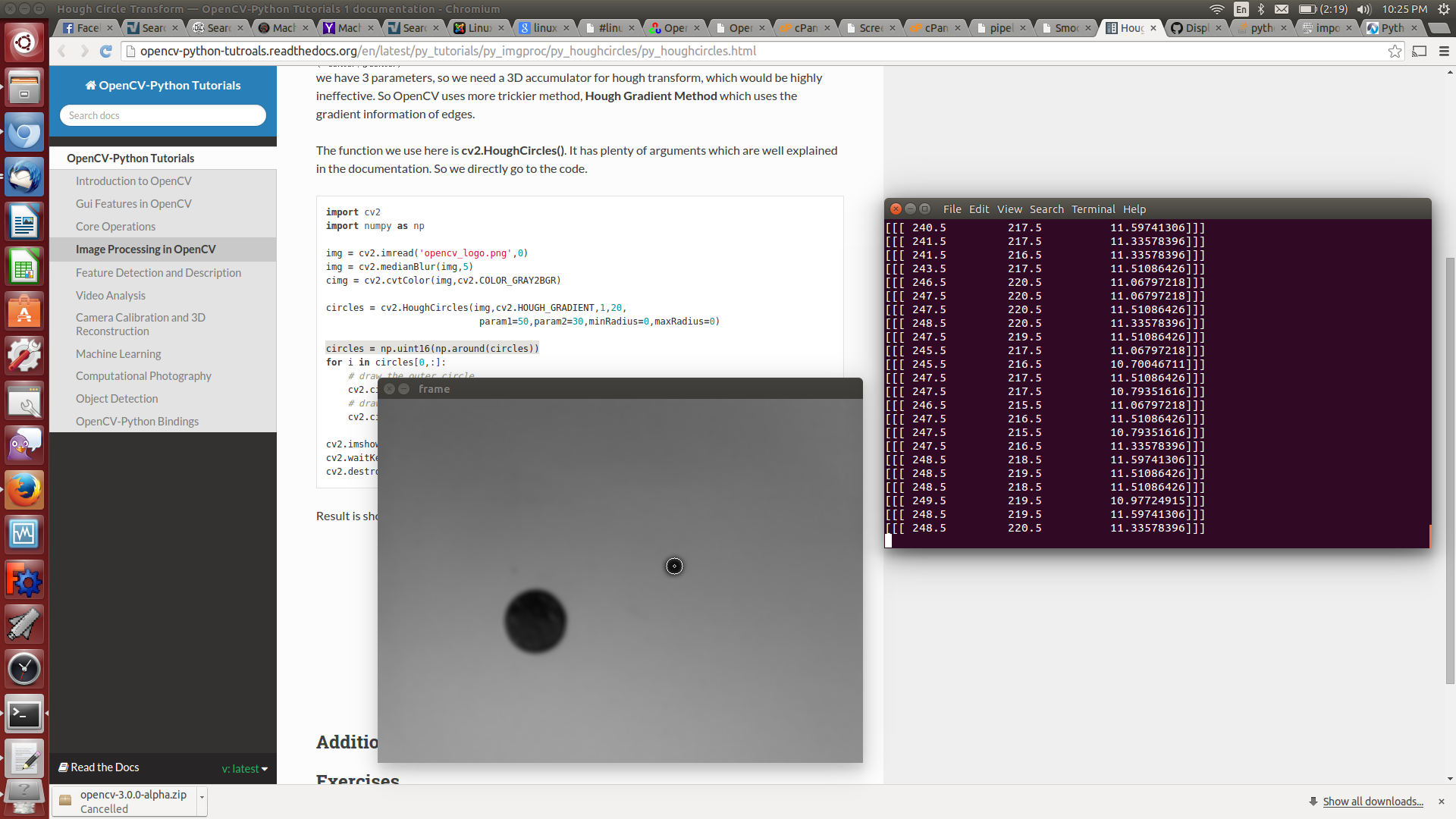
[16:11:36] <CaptHindsight> OpenCV is very active
[16:12:08] <Tom_itx> that thing skunkworks was playing with...
[16:12:28] <CaptHindsight> the fireSight thing is OpenCV with Java
https://github.com/firepick1/FireSight/wiki/firesight
[16:12:37] <Tom_itx> yeah that's it
[16:12:41] <CaptHindsight> we can use OpenCV with linuxcnc
[16:13:07] <CaptHindsight> using Python
[16:13:54] <CaptHindsight> the core imaging algorithms go back to the 60 and 70's
[16:14:09] <skunkworks> Tom_itx:
http://electronicsam.com/images/KandT/testing/Screenshot%20from%202014-10-07%2011:27:48.png
[16:14:18] <skunkworks> that was python and opencv
[16:14:28] <skunkworks> just goofing around
[16:15:28] <CaptHindsight> someone on the ML posted their approach with Python and HAL
[16:16:29] <CaptHindsight> what you basically end up doing for vision guided homing is find the object and its edge and then count pixels
[16:17:41] <CaptHindsight> each pixel will represent some distance
[16:17:53] <ssi> argh
[16:17:58] <ssi> I think there's actually something wrong with the pump
[16:28:32] <Connor> ssi: That's not good. What makes you think something wrong with it >?
[16:32:21] <Deejay> gn8
[16:32:24] <Tom_itx> CaptHindsight is pixel resolution fine enough for homing?
[16:32:44] <Tom_itx> maybe good enough for pick n place but i wonder about homing...
[16:33:03] <CaptHindsight> Tom_itx: depends on the camera and lens
[16:33:34] <Tom_itx> the more pixels the longer it will take to capture and read
[16:33:43] <CaptHindsight> I use it on one application with a zoom lens down to 5um accuracy
[16:34:58] <CaptHindsight> cheap $40 usb webcam vs $10K GbEthernet camera and microscope lens
[16:35:17] <Tom_itx> yeah
[16:36:00] <CaptHindsight> but cameras have come down in price so far
[16:36:59] <CaptHindsight> I see lots of used machine vision cameras on fleabay for $100-300 and used lenses for <$100
[16:39:18] <tjtr33> is mha ok? his irc logs are down since 05oct2014
[16:39:52] <tjtr33> psha logs are continuous
[16:40:15] <Tom_itx> zlog
[16:40:50] <Tom_itx> we got this channel covered!
[16:41:21] <tjtr33> thx Tom_itx , bookmarked ( but still wish best for Michael )
[16:41:35] <Tom_itx> yup
[16:44:24] <skunkworks> wow - mirroring the image of the web cam makes things a lot easier
[16:45:00] <skunkworks> (holding things in front...
[16:45:02] <skunkworks> )
[16:45:39] <ssi> Connor: the rear bearing of the pump is locked up tight as a drum
[16:45:46] <ssi> rusted shut
[16:45:53] <Connor> oh man
[16:45:57] <ssi> I finally got the back cover off but I had to beat the hell out of it
[16:46:01] <ssi> bearing is still on the shaft
[16:46:09] <ssi> I may or may not be able to salvage this pump
[17:13:25] <ssi> I got it freed up enough that the motor will run
[17:13:30] <ssi> but it sounds HORRIBLE
[17:18:35] <_methods> bearings shot?
[17:19:42] <ssi> that's the understatement of the year
[17:19:48] <ssi> the rear bearing is solid rust
[17:19:52] <ssi> I managed to get it freed up enough to turn
[17:27:35] <CaptHindsight> red oxide lubricant
[17:27:49] * JT-Shop attempts to write a G code file to turn a 17mm ball from 3/4" round stock
[17:29:11] <ssi> JT-Shop: nice :D
[17:29:28] <ssi> shouldn't be too hard
[17:29:55] <JT-Shop> yea, I'll draw it up in Qcad but I don't have it installed on this box
[17:30:09] <JT-Shop> I need my Wheezy box over here now
[17:36:20] <JT-Shop> brb I think
[17:48:43] <JT-Shop> brought to you by Debian Wheezy
[17:49:51] <Tom_itx> like a ball bearing or a ball end?
[17:50:25] <JT-Shop> me?
[17:51:22] <Tom_itx> yeah U
[17:51:33] <JT-Shop> ball end
[17:51:38] <JT-Shop> for a GPS mount
[17:52:25] <Tom_itx> like a .375 stem?
[17:52:49] <JT-Shop> 17mm ball with 1/4" stud
[17:52:55] <zeeshan> ssi
[17:52:58] <zeeshan> whats your motor code again
[17:55:05] <Tom_itx> JT-Shop, how's the store goin?
[17:55:24] <JT-Shop> starting to slow down for the winter I assume
[17:55:33] <Tom_itx> you gonna thread the stem?
[17:55:56] <JT-Shop> I'm thinking of threading the ball and screwing it on a stud
[17:56:25] <Tom_itx> machine it like this: =O- with the stem facing out
[17:56:35] <Tom_itx> and thread it
[17:57:01] <Tom_itx> back cut the other side a bit and gradually bring your cutoff in for a smooth top
[17:57:57] <JT-Shop> the stud is steel and the ball is 6061 as I have to put a bend in the stud
[17:58:08] <Tom_itx> it won't matter if you cut down the other side because you're gonna thin it for the next stem anyway
[17:58:14] <Tom_itx> oh
[17:58:18] <zeeshan> ssi
[17:58:19] <zeeshan> www.centroidcnc.com/downloads/CENTROID_Fanuc_Retrofit_Manual.pdf
[17:58:22] <zeeshan> my friend linked me to that
[17:58:25] <zeeshan> page 71
[17:58:30] <zeeshan> for the pinouts
[17:58:39] <zeeshan> and the last page of that pdf is great
[17:58:43] <zeeshan> cause it shows you the family of the motors
[17:58:47] <zeeshan> yours is the fanuc 5 series
[17:58:49] <zeeshan> old
[18:04:28] <JT-Shop> crap, I need to make an XZ arc generator now
[18:05:40] <Tom_itx> heh
[18:06:05] <Tom_itx> you could put my lathe package to work
[18:06:57] <Tom_itx> it gets little use
[18:10:51] <CaptHindsight> http://firepick1.github.io/firerest/html/delta/ Delat machine simulator
[18:10:57] <CaptHindsight> Delta
[18:12:57] <CaptHindsight> Tom_itx: here's how they calibrate with firepick
http://firepick1.github.io/firerest/html/cal/
[18:14:49] <CaptHindsight> looks like their calibrate is Zero or Home
[18:43:25] <Connor> ssi: So the motor is good.. the bearing is the problem..
[18:43:33] <Connor> ssi: Can you replace it ?
[21:33:47] <tjtr33> should I expect vismach to show a change when I tool change from a tool with 0 Z offset to (say) a tool with 10units of Z offset?
[21:34:21] <cradek> depends what hal pins it's hooked to
[21:34:34] <cradek> changing tool offsets (well changing ANY offsets) does not cause motion
[21:35:07] <tjtr33> but the pose would be different if the model was wired correctly?
[21:35:22] <tjtr33> and tool tip was in same place
[21:35:56] <cradek> changing an offset and then issuing a move causes some motion...
[21:36:39] <tjtr33> well, i gotta fix the hal pin awareness of the z offset first, thx
[21:45:13] <tjtr33> cradek, I dont see it using 5axisgui and the supplied sim/vismach/5axis.
[21:45:14] <tjtr33> is there a supplied vismach for me to study this?
[21:53:49] <PetefromTn_> Evening folks
[21:55:22] <zeeshan> tjtr33: i was playing around with tool offsets
[21:55:25] <zeeshan> on the lathe
[21:55:43] <zeeshan> just do a g49 , then t02 m06 then g43
[21:55:52] <zeeshan> you'll see the numbers change in the mdi
[21:55:59] <zeeshan> and it'll show you what offset its applying
[21:57:24] <tjtr33> cool, when did you see motion caused by the offset?
[21:57:41] <zeeshan> there was no motion
[21:58:16] <tjtr33> if you put a longer tool in the tool holder, wont the machine move away from the work?
[21:58:23] <zeeshan> no
[21:58:31] <zeeshan> you have to command it to go somewhere far before y ou call out the tool change
[21:59:01] <zeeshan> because the tool offset when applied
[21:59:04] <tjtr33> and if it goes to a given place with the 2 tools, isnt the tool holder in 2 different positions?
[21:59:05] <zeeshan> will apply to its current position
[21:59:07] <zeeshan> without moving
[21:59:37] <zeeshan> how will it go to a given place with 2 tools?
[21:59:48] <zeeshan> how about this
[22:00:00] <zeeshan> tool 1 is 0 0 0 offset , tool 2 is 1 1 1 offset
[22:00:09] <tjtr33> touch the tip of the workpc with tool 1, change tool,. touch it again in same place
[22:00:31] <tjtr33> sorry you asked a q
[22:00:58] <zeeshan> hm
[22:01:04] <zeeshan> its easier to show it hehe
[22:01:20] <zeeshan> so in your example
[22:01:35] <zeeshan> after you do a tool change, and you apply a tool offset
[22:01:42] <zeeshan> and that tool happens to be longer (tool 2)
[22:01:51] <zeeshan> you'll technically be crashing into your work piece
[22:02:04] <zeeshan> so before you do a tool change
[22:02:24] <zeeshan> you need to go to a position that ensures there is no tool crash (at least by what your tool offset amount is)
[22:02:30] <zeeshan> before you do the tool change
[22:05:20] <tjtr33> hye thx, i'll fire up this tiny stpr machine and test
[22:05:49] <tjtr33> i was hoping to see it work in vismach
[22:05:51] <zeeshan> no problem
[22:46:40] <skunkworks> Is it normal to need this many tabs up when programming python?
http://electronicsam.com/images/KandT/testing/Screenshot%20from%202014-10-07%2022:25:17.png
[22:47:27] <tjtr33> zeeshan i see, changing a tool does not install the tool comp from the table ( what i expected) judicious use of g49 & g43 cause the tool table Z offset to become active
[22:48:02] <zeeshan> yes
[22:48:38] <zeeshan> in most controllers, just changing the tool
[22:48:55] <zeeshan> needs a secondary command to enable the correct offset
[22:49:03] <tjtr33> gotcha
[22:49:05] <zeeshan> sometimes you have different tool wear offsets
[22:49:41] <tjtr33> skunk i bet you could remove the facebook tab ;) but i do get a lotta tabs finding code solutions
[22:52:29] <tjtr33> like in scite editor, which defaults to maybe 9 file tabs, i often loose one when i open the 10th ( 1st file goes away, unnoticed because its tab is waaaay over there )
[22:56:07] <skunkworks> facebook is the only way I can communicate with my wife...
[22:56:45] <tjtr33> hahaha
[22:56:49] <PetefromTn_> can she not speak? ;)
[22:57:14] <skunkworks> heh - no.. we are apart a lot..
[23:07:30] <tjtr33> redoing vismach 5axis so the gantry isnt moving column, more like , well gantry
http://ibin.co/1cyvtD01p4Bl
[23:09:53] <XXCoder> http://sploid.gizmodo.com/i-cant-have-enough-of-these-metal-milling-videos-1643409863
[23:09:56] <XXCoder> awesome
[23:46:09] <CaptHindsight> https://www.youtube.com/watch?v=4SNkzoOvoD8 PCB Laserprinter - Brute Force Approach
[23:48:51] <CaptHindsight> I like the steel rods in the t-slot to provide extra stiffness and as a bearing guide
[23:52:18] <tjtr33> gnite all
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}